Изобретение относится к механосборочным раббтам и может быть использовано при вьтолнении клепанных соединений.
Известен способ клепки пакета заключающийся в том, что выполняют отверстие в пакете, вставляют в него заклепку, закладной головкой фор мируют в нем гнездо под закладную головку, а затем образуют замыкающу Ъоловку СО
Однако известныйспособ не обеспечивает качества соединений в пакетах, толщина которых превьшает 0,25 диаметра заклепки.
Цель изобретения - повьшение качества клепки путем исключения возможного появления трещин в материа:ле пакета в зоне соединения.
Поставленная цель достигается тем, что согласно способу клепки пакета заклепками с потайной головкой, заключающемуся в том, что выполняют отверстие в пакете, вставляют в него закЛепку, закладной головкой формируют в нем гнездо под закладную голоэку, а затем образуют замыкающую головку перед операцией формирования гнезда под закладную головку стержень заклепки предварительно осаживают до заполнения радиального зазора между стержнем заклепки и стенками отверстия в пакете, а затем формируют гнездо под закладную головку в пакете с одновременной осадкой стержня заклепки.
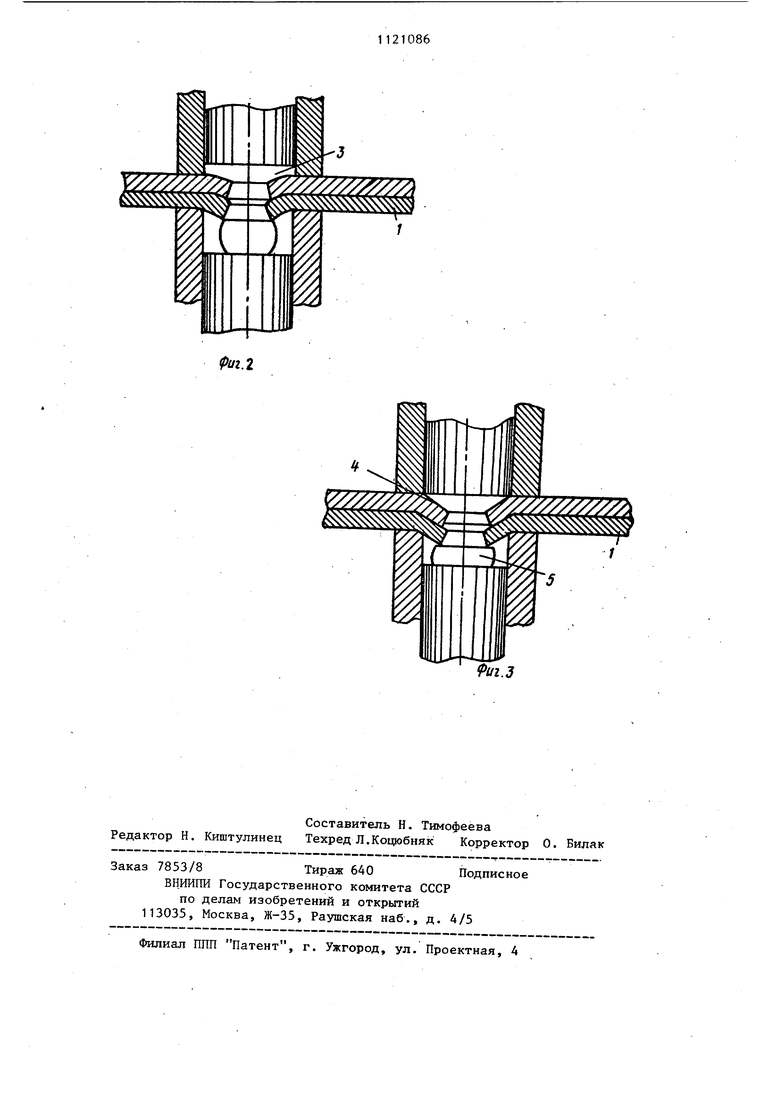
На фиг. 1 изображено заклепочное соединение при осадке стержня заклепки до заполнения радиального зазора между стержнем заклепки и стенками отверстия в пакете; на фиг, 2 - то же, при формировании гнезда под закладную головку; на
фиг. 3 - то же, при завершении процесса клепки.
Способ осуществляется следующим образом. В пакете 1 сверлят отверстие,
вставляют в него заклепку 2, сжимают пакет прижимом 3 пакета. Затем к заклепке 2 прикладывают усилие осадки до исключения радиального зазора мелду стержнем заклепки 2 и отверстием пакета 1. Затем формируют в пакете 1 самой закладной головки 3 гнездо 4 под закладную головку. При 3том продолжают осаживатьстержень заклепки 2 с целью создать радиальное давление на стенки отверстия, что обеспечивает напряженно-деформированное состояние, исключающее возможное появление трещин в процессе формирования гнезда под закладную головку. Процесс клепки заканчивается образованием замыкающей головки 5.
По предлагаемому способу склепаны пакеты из двух листов из материала Д16АТ толщиной по 2 мм заклепками типа ЗУ-120° диаметром 4 мм и длиной 11 мм из материала В65. Предварительная осадка стержня заклепки осуществляется усилием 1.6 кН при усилии сжатия пакета 4 кН. Необходимые для формирования соединений усилия составляют: для верхнего и нижнего прижимов соответственно 4 и 14 кН, для верхней и нижней обжимок соответственно 32 и 22 кН.
Испытания на прочность показывают, что прочность клепаных пакетов, изготовленных по предлагаемому
способу, вьше на 12-15% прочности пакетов, изготовленных по известному способу, который является базовым объектом.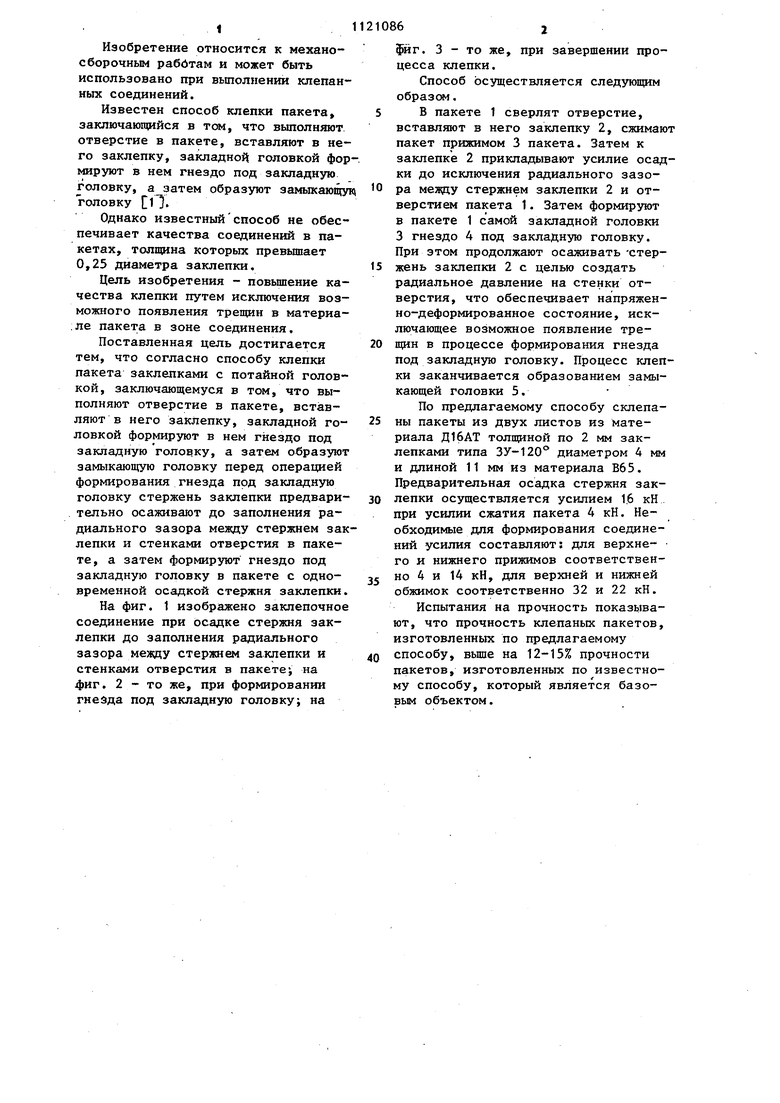
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫСОКОРЕСУРСНЫХ СОЕДИНЕНИЙ СТЕРЖНЕВЫМИ ЗАКЛЕПКАМИ | 1998 |
|
RU2138359C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1994 |
|
RU2066582C1 |
| Способ клепки с электронагревом | 1988 |
|
SU1606254A1 |
| Способ клепки | 1985 |
|
SU1250378A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| СПОСОБ КЛЁПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2002 |
|
RU2243057C2 |
| Потайная заклепка | 1992 |
|
SU1838676A3 |
СПОСОБ КЛЕПКИ ПАКЕТА ЗАКЛЕПКАМИ С ПОТАЙНОЙ-ГОЛОВКОЙ, заключающийся в том, что вьтолняют отверстие в пакете, вставляют в него заклепку, закладной головкой формируют в нем гнездо под закладную головку, а затем образуют замыкающую головку, отличающийся тем, что, с целью повышения качества клепки путем исключения возможного появления трещин в материале пакета в зоне соединения, перед операцией формирования гнезда под закладную ro-jf ловку стержень заклепки предварительно осаживают до заполнения радиального зазора меязду стержнем заклелки и стенками отверстия в пакете, а затем формируют гнездо под закладную головку в пакете с одновременной g осадкой стержня заклепки.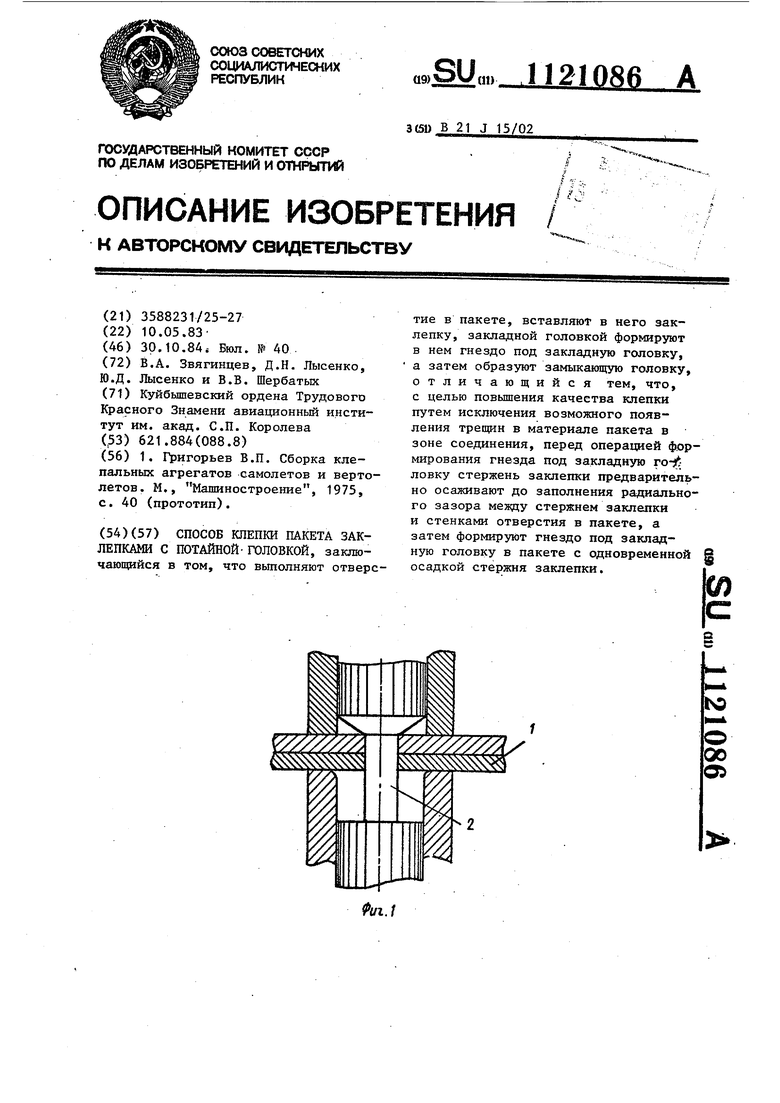
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Григорьев В.П | |||
| Сборка клепальных агрегатов самолетов и вертолетов | |||
| М., Машиностроение, 1975, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
