13
Изобретение относится к клепке и может быть использовано в различных областях машииостроения при выполнении заклепочных соединений с потайной замыкающей головкой.
Целью изобретения является повышение прочности и долговечности полученного соединения.
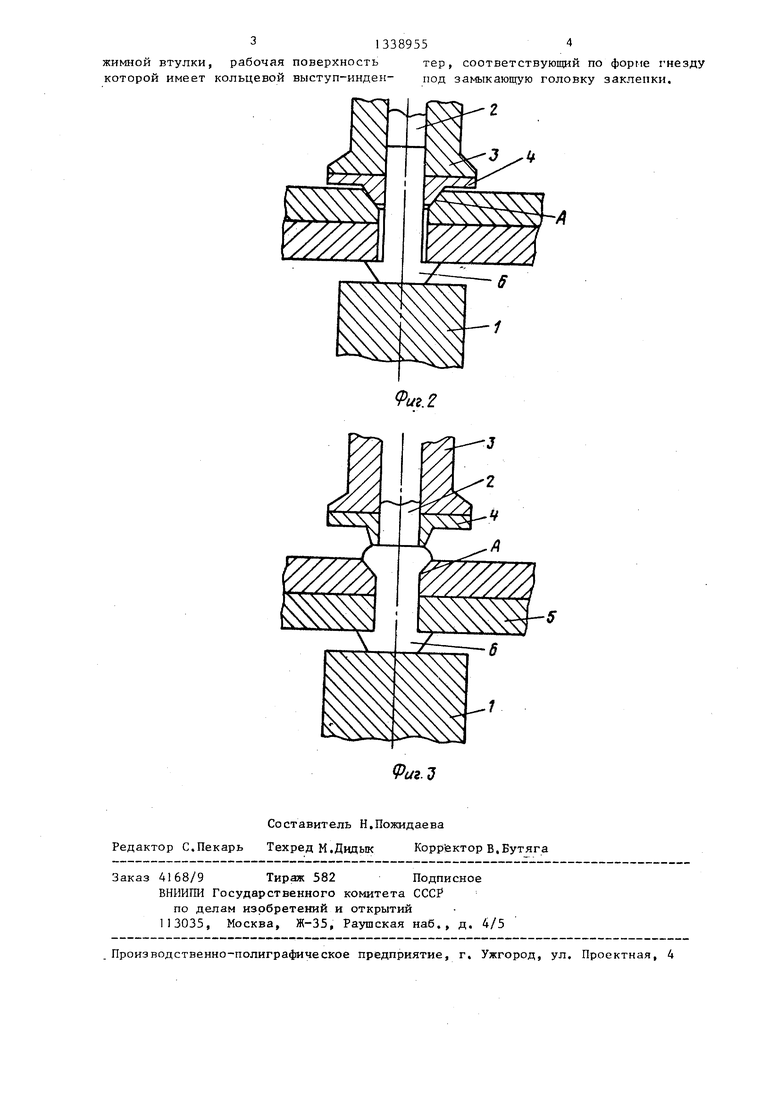
На фиг.1 изображено исходное соетояние соединяемых деталей и устройства для клепки; на фиг„2 - предварительная осадка стержня заклепки и упрочнение гнезда; на фиг.З - образование замыкающей головки заклепки.
Способ осуществляют посредством устройства, состоящего из поддержки 1, обжимки 2 и прижимной втулки 3, торцовая поверхность которой выполнена с кольцевым выступом-инден- тером 4.
Процесс выполнения соединения осу ществляют в следующей последовательности,
В предварительно подготовленное отверстие в склепываемом пакете 5 с гнездом под потайную замыкающую головку устанавливают заклепку 6, опирающуюся закладной головкой на под-f держку 1, Стержень заклепки 6 вводят в соосное отверстие кольцевого выступа индентера 4 и прижимной втулки 3, После чего произ.водят сжатие пакета
5между закладной головкой заклепки
6и кольцевым выступом-индентером 4, одновременно внедряемым в гнездо под потайную замыкающую головку с поверхностным пластическим деформированием металла на его стенках (поверхность А) , При этом под действием давления пресса обжимкой 2 осуществляют осадку стержня заклепки 6 в незенкованной части пакета 5, тогда как раздача стержня заклепки 6 в гнезде под потайную замыкающую головку ограничена диметром отверстия кольцевого выступа-индентера 4. После достижени заданной величины радиального натяга прижимную втулку 3 с кольцевым вы- ступом-индентером 4 отводят от пакет 5, а обжимкой 2 совместно с прижимной втулкой 3 завершают осадку стержня заклепки 6 в гнезде с формированием потайной замыкающей головки. После выполнения соединения устройство отводят из рабочей зоны.
Пример. Предлагаемые способ и устройство опробованы в лаборатор
ных условиях при клепке односрезных образцов из материала Д16АТ с эле мен- тами толщиной 3+3,5 мм (группа 1) и и 3,5+3,5 мм (группа 2) заклепками . типа ЗП диаметром 5 мм и длиной 12 мм из материала В65. Исполнительные размеры и форма гнезд под потайные замыкающие головки, выполняемых в элементах 3,5 мм, соответствуют условиям реализации известного способа клепки, предусматривающего осадку стержня плоской обжимкой. При клепке по предлагаемому способу использовался кольцевой выступ-индентер, форма и размеры которого, за исключением высоты, превышающей глубину гнезда на 0,4 мм, совпадали с формой и размерами гнезда, Диаметр отверстия в индентере и прижиме равен 5,126 мм. Сжатие пакета осущестлялось усилием 16 кН, предварительное осаживание - усилием 35 кН, формирование замыкающей головки - усилием 50 кН,
Испытания образцов на вибрационную нагрузку проводилось на испытательной машине УРМ-2000 при напряжениях - нетто ( 140 Ша,Смин 14 МПа в элементах с меньшей пло- ш.адью поперечного сечения.
Предлагаемый способ обеспечивает образцам большую циклическую долговечность, чем известный, причем раз- ница составляет 34-42% для образцов группы 1, разрушившихся по незенко- ванно.му элементу, и 19-26% - для
40
образцов группы 2, разрушившихся по зенкованному элементу.
Формула изобретения
Способ образования заклепочного соединения, заключающийся в образоваНИИ в соединяемых деталях соосных отверстий, установка в них заклепки, сжатии пакета посредством прижимной втулки и предварительной осадке стержня заклепки, снятии усилия сжатия,
отвода прижимной втулки и последующем образовании замыкающей головки, отличающийся тем, что, с целью повышения прочности и долговечности полученного соеданения, отверстие в одной из соединяемых деталей выполняют с гнездом под замыкающую головку заклепки, одновременно со сжатием пакета осуществляют упроч- H.eiffle стенок гнезда посредством при313389554
жимной втулки, рабочая поверхностьтер, соответствующий по форме г незду
которой имеет кольцевой выступ-инден- под замыкающую головку заклепки.
9иг.2
Фиг.:5
Составитель Н.Пожидаева Редактор С.Пекарь Техред М.ДицькКорректор В,Бутяга
Заказ 4168/9 Тираж 582 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1994 |
|
RU2066582C1 |
| Способ клепки | 1983 |
|
SU1215821A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Потайная заклепка | 1992 |
|
SU1838676A3 |
| Заклепка | 1983 |
|
SU1106929A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫСОКОРЕСУРСНЫХ СОЕДИНЕНИЙ СТЕРЖНЕВЫМИ ЗАКЛЕПКАМИ | 1998 |
|
RU2138359C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1999 |
|
RU2150345C1 |
Изобретение относится к клепке, в частности к способам образования заклепочных соединений. Цель изобретения - повышение прочности и долговечности полученного соединения. Для этого в предварительно подготовленное отверстие в склепываемом пакете 5 с гнездом под контактную замыкающую головку устанавливают заклепку 6, опирающуюся закладной головкой на поддержку 1. Стержень заклепки 6 вводят в отверстие кольцевого выступа- индентера 4 и прижимной втулки 3. Затем производят сжатие пакета. При .этом выступ-индентер 4 внедряется в гнездо под потайную головку и осуществляет наклеп металла стенок гнезда. Одновременно обжимкой 2 производят осадку стержня заклепки 6 в незенкованной части пакета 5. После этого прижимную втулку 3 отводят от пакета 5, а обжимкой 2 совместно с прижимной втулкой 3 завершают осадку стержня заклёпки 6 в гнездо паке та. При этом обеспечивается равномерный радиальный натяг по толщине пакета. 3 ил. (Л / V ,/-iiirf-; 1 /////// оо СлЭ сх со СП С71
| Способ образования заклепочного соединения | 1983 |
|
SU1207615A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
