Изобретение относится к машиностроению и может быть использовано при обработке гипоидных и конических колес с круговыми зубьями.
Известны зуборезные головки, в корпусе коюрых установлены наружные и внутренние резцы, снабженные устройством для радиальнрго переме-щения, выполненным в виле поршня с пружиной и копирами Cl.
Недостатком известной конструкции является низкая стойкость ввиду того, что увеличена длина режущей кромки. Кроме того, головкой можно нарезать только колесо определенного модуля, так как проЛильный угол должен соответствовать углу зацепления обрабатывае|У1ых зубьев, а развод резцов постоянен и равен ширине дна полностью обработанной впадины зуба.
Целью изобретения является расширение технологических возможностей и повышение стойкости.
Поставленная цель дост 1гается тем, что у зуборезной головки для нарезания конических колес с круговым зубом, в корпусе которой установлен копир с: возможностью взаимодействия с резцами, снабженными каждый устройством для радиального перемегчекия, копир выполнен разъемньлм и каждая его часть, предназначенная для взаимодействия с соответствующим резцом, представляет собой проЛиль впалины зуба колеса, при этом резцы выполнены с вер1иинной режущей кромкой. Л развод резцов п аполнен переменным по высоте проЛиля зуба и олеса.
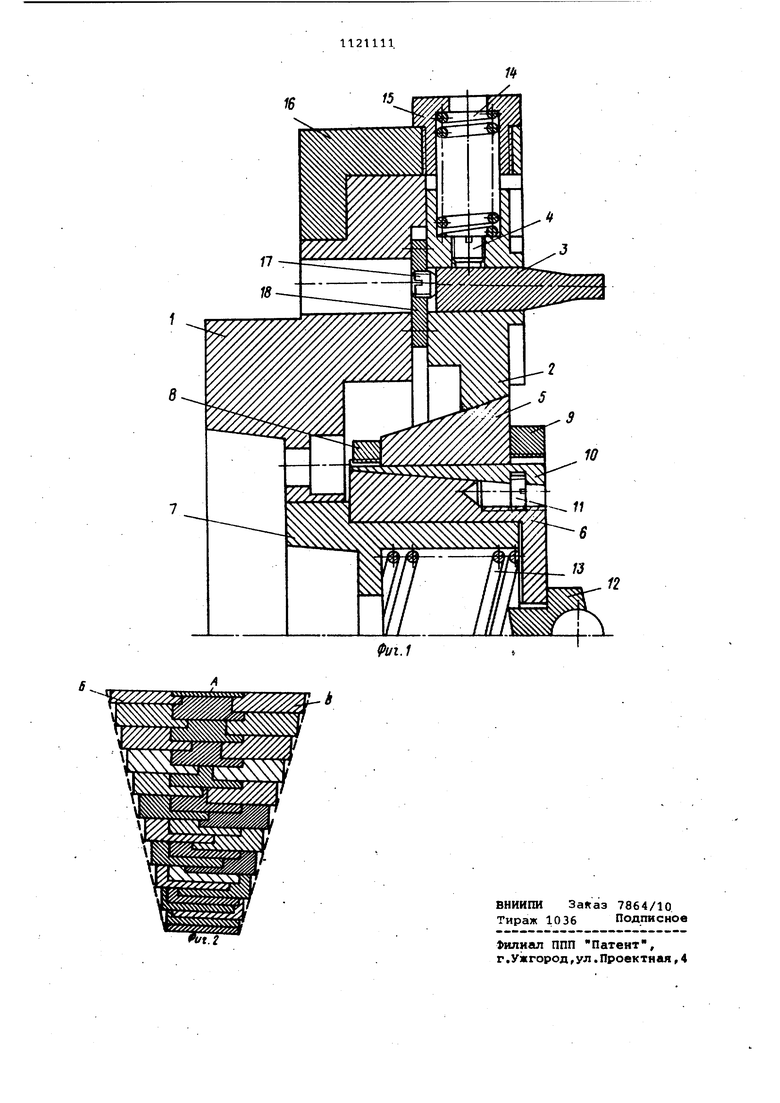
На фиг.1 показана конструктивная схема предложенной головки; на фиг. 2 схема резания при Нормировании впадины зуба.
Зуборезная головка состоит из корпуса 1, закрепленного на инструментальном шпинделе станка. В корпусе имеются радиальные пазы, по которым перемераются ползунки 2 резцов 3 крайних рядов. Резцы среднего ряда , (на фиг.1 не показаны) закреплены в корпусе 1 неподвижно. Резцы 3 крайних рядов закреплены в ползушке 2 винтом 4. Ползушка 2 имеет скос,которым она контактирует с копиром 5, установленным в продольных пазах втулки 6. Втулка 6 переме1дается по наружной цилиндрической направляющей втулки 7, закрепленной в корпусе 1 головки или на посадочном месте инструментального шпинделя станка. Положение клина в пазах втулки 6 фиксируется гайками 8 и 9.
Регулирование расположения резцов крайнего ряда в радиальном направлении производится с помощью клина 10, перемешаемого в осевом направлении винтом 11.
Перемещение копиров 5 производится втулкой 6 через винт 12 со сферической опо15Ой от толкателя (на Лиг.1 не показан), жестко связанного со столом станка или оправкой, на которой закреплена обрабатываемая шестерня. Постоянство прижима сферической поверхности винта 12 к толкателю обеспечивается пружиной 13, а прижим ползушки 2 к копиру 5 обеспечивается пружиной 14. Величина усилия прижима регулируется гайкой 15, закрепленной на кольцевой втулке 16.
В осевом направлении резец 3 регулируется винтом 17, закрепленным на планке 18.
Зуборезная головка работает следующим образом.
В начале рабочего хода толкатель (на фиг.1 не показан), закрепленный на столе станка или непосредственно на оправке для закрепления обрабатываемой шестерни, соприкасается со сферической поверхностью винта 12. При дальной11ем переме1г1ении стола станка втулка 6 смещает копиры 5 в осевог направлении. При этом ползушки 2 переметают резцы 3 каждого ряда в радиальном направлении по радиальн(лП1 пазам корпуса. Резцы одного ряда перемещаются в одном направлеонии относительно оси вращения зуборезной головки, резцы второго подвижного ряда - в противоположном, т.е. навстречу.друг другу.
Из схемы резания видно, что резцы А среднего ряда своего положения не измеряют, а резцы Б и В крайних рядов смещаются в процессе Нормирования впадины зуба в направлении, перпендикулярном оси симметрии впадины зуба. Каждым зубом срезается стружка простой формы, благодаря чему улучшаются условия резания., Активная длина режущих кромок крайних резцов в процессе резания снижается, что также улучшает условия резания. Режущая часть резцов имеет незначительные размеры. Это снижает расход инструментальных материалов. Отсутствие профилирующих режущихкромок позволяет использовать одну головку для обработки колес с различньлг1и профильными углами Зубьев. Для перехода на другой угол достаточно сменить копир головки.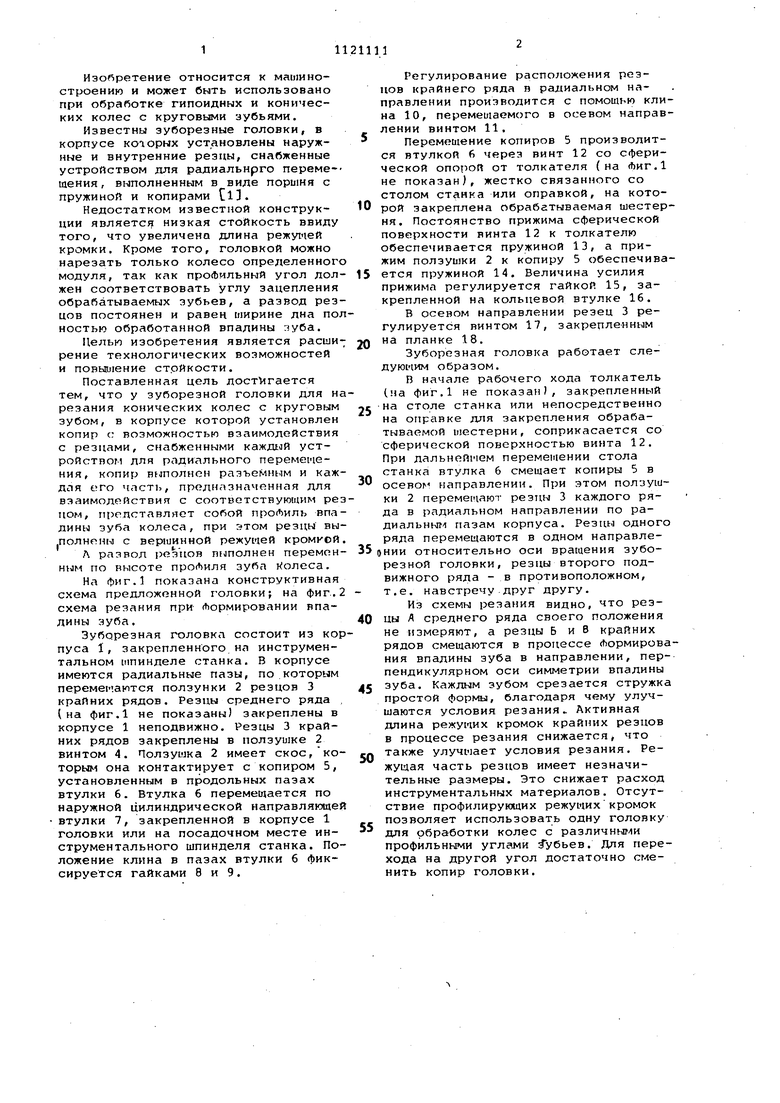
| название | год | авторы | номер документа |
|---|---|---|---|
| Чистовая двусторонняя зуборезная головка для обработки гипоидных и конических шестерен | 1980 |
|
SU904928A1 |
| Зуборезная головка | 1990 |
|
SU1787714A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговыми зубьями | 1983 |
|
SU1093447A2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговым зубом | 1980 |
|
SU904929A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| Зуборезная головка | 1981 |
|
SU1096055A1 |
1. ЗУБОРЕЗНАЯ ГОЛОВКА для нарезания колес с круговым зубом, в корпусе которой установлен копир с возможностью взаимодействия с резцами , снабженными каждый устройством для радиального перемещения, отличавшаяся тем, что, с целью рас1чирения технологических возможностей и повыюения стойкости, копир выполнен разъемным и каждая его часть, предназначенная для взаимодействия с соответствую1чим резцом, представляет собой профиль впадины зуба колеса, при этом резцы выполнены с вершинной режущей кромкой. 2. Зуборезная головка по п. 1, отличающаяся тем, что развод резцов выполнен переменным по высоте профиля зуба колеса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
