Изобретение относится к металлообработке, а именно к режущим инструментам для производства гипоидных и конических колес.
Известны чистовые зуборезные головки, в корпусе которых расположены резцы, причем в процессе резания резцы своего положения относительно корпуса не изменяют 1.
Недостатком этих головок является то, что чистовая обработка выпуклой и вогнутой сторон зуба колеса может производиться одновременно двусторонней зуборезной головкой, а у шестерни обработка сторон зуба обычно производится раздельно двусторонними или односторонними зуборезными головками. Кроме того, при переходе к обработке другой стороны зуба шестерни необходимо изменить наладочную установку оси инструментального шпинделя станка.
Чистовую обработку одновременно выпуклой и вогнутой сторон зуба шестерни возможно осуществлять только на станках, имеющих наклоняемый инструментальный шпиндель и механизм винтового движения.
Цель изобретения - повышение производительности зубообработки.
Поставленная цель достигается тем, что головка снабжена устройство для изменения расположения в радиальном направлении наружных или внутренних резцов,выполненным в виде поршня с опорной пластиной под резец и пружиной и винта с гайкой, а в корпусе выполнены пазы для размещения поршней.
10
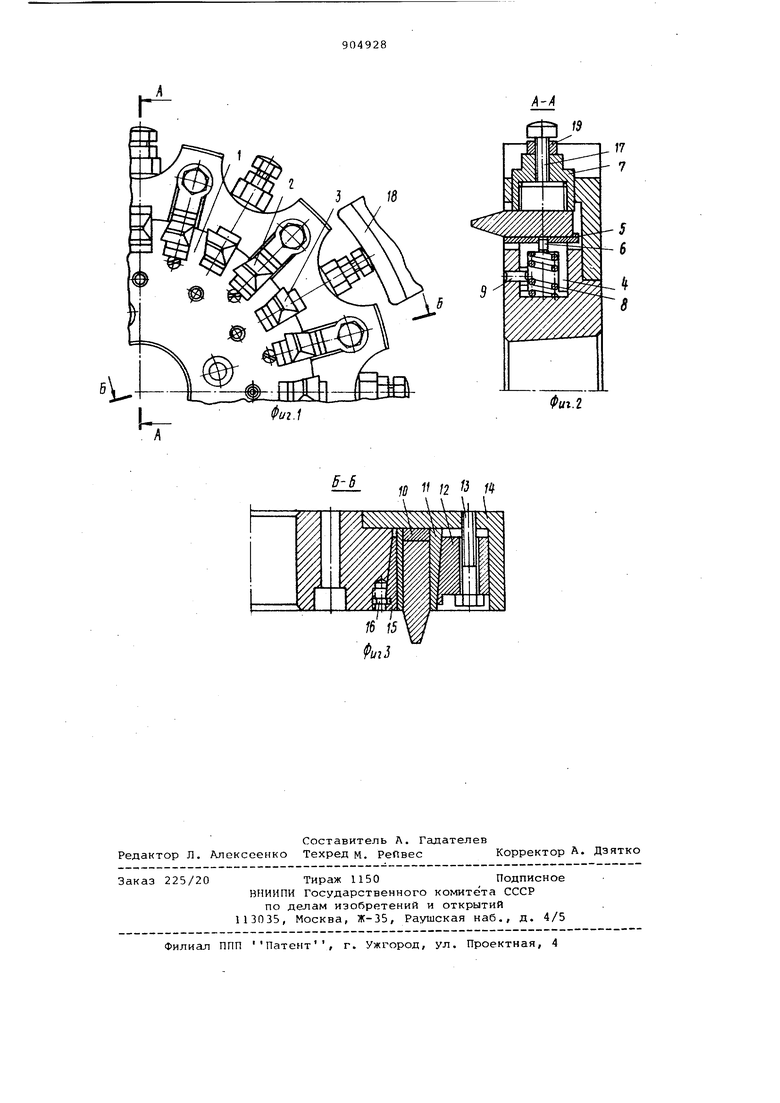
На фиг. 1 схематически показана чистовая двусторонняя зуборезная головка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
15
В корпусе 1 закреплены неподвижно внутренние резцы 2. Наружные резцы 3 закреплены в поршнях 4, свободно перемещающихся в радиальном направлении в отверстиях корпуса 1
20 головки. Наружный резец 3 входит в паз поршня 4 и опирается на пласти, йу 5, закрепленную в пазу,поршня 4 штифтом 6. Пластина 5 имеет бурт, на который.задним торцом опирается 25 резец 3. Закрепление резца 3 в поршне 4 производится с помощью гайки 7, наворачиваемой на резьбовую часть поршня 4. Для перемещения поршня вверх служит пружина 8. 30 Ход поршня огра;ничивается штифтом 9,
входящим в эллиптические отверстия стенки поршня. Чтобы резец 3 не мог поворачиваться относительно оси поршня 4 и свободно перемещаться вместе с ним в радиальном направлении, в корпусе 1 имеются продольные пазы, ширина которых равна ширине цержавки резца. ,
Внутренние резцы 2 входят в соответствующие продольные пазы корпуса 1 головки и опираются задним торцом державки в пластины 10. Крепг ление внутренних резцов клиновое с помощью неподвижных клиньев 11 и подвижных клиньев 12, перемещаемых с помощью винтов 13 и опирающихся в расточку кольца 14, закрепленного на корпусе 1 головки. Выверка расположения боковой (профилирующей) режущей кромки внутреннего резца осуществляется с помощью клина 15 и гайки 16.
При вращении зуборезной головки сферическая поверхность винта 17, ввернутого в резьбовое отверстие гайки 7, входит в соприкосновение с рабочей поверхностью копира 18, закрепленного на люльке станка, что приводит к перемещению поршня 4, а вместе с ним наружного резца 3, в радиальном направлении относительно корпуса 1 головки.
Выверка резца, закрепленного в поршне 4, производится с помощью винта 17, положение которого фиксируется гайкой 19.
В зуборезной головке неподвижно закрепленными в корпусе головки могут быть как внутренние, так и наружные резцы.
Зуборезная головка работает следующим образом.
Резцы, закрепленные в корпусе головки, снимают стружку с одной стороны впадины зуба, а резцы, закрепленные в поршнях и перемещаемые относительно корпуса в радиальном направлении - одновременно с другой стороны впадины зуба.
Перед чистовым зубонарезанием (станок настраивается так, чтобы ось инструментального шпинделя станка находилась в положении, соответствующем обработке стороны впадины зуба е шестерни неподвижно закрепленными в корпусе головки резцами, а рабочая поверхность копира, выполненная в виде дуги окружности, располагалась так, чтобы центр ее находился в поQ ложении, соответствующем расположению оси инструментального шпинделя при обработке другой стороны впадины зуба.
Применение описываемой зуборезной головки при чистовой обработке
5 на станках с ненаклоняющимся инструментальным шпинделем и не имеющих механизма винтового движения позволит увеличить производительность зубонарезания. Кроме того, возможна
0 обработка с помощью данной головки конических колес, имеющих не только круговые зубья, но и очерченные по каким-то кривым, определяемым формой рабочей поверхности сменного ко-5 пира.
Формула изобретения
Чистовая двусторонняя зуборезная
Q головка для обработки гипоидных и конических шестерен, содержащая корпус с установленными в нем наружным и внутренними резцами, о т л ii ч аю щ а я с я тем, что, с целью повыс шения производительности зубообработки, головка снабжена устройством для перемещения наружных или внутренних резцов в рсздиальном направлении, выполненным в виде поршня с пружиной и опорной пластиной под резец и винта с гайкой, а в корпусе выполнены пазы для размещения поршней.
Источники информации, принятые во внимание при экспертизе
5 I Калашников С.Н. Зуборезные
резцовые головки. М., Машиностроение, 1972, с. 23, рис. 14.
5-5
AA
19
Фиг.г
W 1 n « W 
| название | год | авторы | номер документа |
|---|---|---|---|
| Зуборезная головка | 1983 |
|
SU1121111A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговым зубом | 1980 |
|
SU904929A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговыми зубьями | 1983 |
|
SU1093447A2 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
| Зуборезная головка | 1981 |
|
SU986660A1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2041034C1 |
| Зуборезная головка | 1990 |
|
SU1787714A1 |