Функциональным назначением изобретения является нанесение интерметаллического покрытия на поверхности токопроводящих деталей. Изобретение относится к способу получения покрытий с интерметаллической структурой с высокой адгезионной прочностью и может быть использовано в машиностроении, металлургии, других отраслях промышленного производства.
Известен способ [1] получения жаростойкого интерметаллидного покрытия на поверхности пластины из низкоуглеродистой стали, заключающийся в том, что на двух стальных пластинах из низкоуглеродистой стали, между которыми размещают алюминиевую пластину выполняют операцию сварки взрывом с последующим отжигом.
Недостатком данного способа является использование взрывчатого вещества, мер по охране труда, использование дополнительной операции обрезки.
Известен способ [2] получения покрытий с интерметаллической структурой, включающий подготовку поверхности и послойное нанесение компонентов методом «холодного» газодинамического напыления, заключающийся в том, что осуществляют напыление по меньшей мере двух слоев, при этом один слой состоит из одного металла интерметаллической композиции, а второй слой из - другого металла выбранной интерметаллической композиции, толщину каждого из слоев формируют посредством вариации скорости и шага сканирования с получением в любом поперечном сечении указанных двух слоев покрытия химического состава, соответствующего стехиометрическому составу создаваемого интерметаллического соединения, причем холодное газодинамическое напыление осуществляют со скоростью потока от 350 до 900 м/с, скоростью сканирования от 3 до 200 мм/с и шагом сканирования от 0,1 до 1,0 диаметра пятна напыления, затем осуществляют лазерную обработку путем локального расплавления покрытия сканирующим лазерным лучом со скоростью сканирования от 1 до 20 мм/с и шагом сканирования от 1/4 до 1 от диаметра пятна лазерного луча и обеспечивают после затвердевания формирование интерметаллического покрытия заданного стехиометрического состава.
Недостатком способа является использование после напыления дополнительной операции лазерной обработки путем локального расплавления покрытия сканирующим лазерным лучом для обеспечения после затвердевания формирования интерметаллического покрытия заданного стехиометрического состава.
Известен способ [3] получения износостойкого покрытия на основе интерметаллида системы Ti-Al, включающий размещение обрабатываемой детали в вакуумной камере установки, содержащей плазменный источник с накальным катодом и два электродуговых испарителя в виде катодов из алюминия и титана, ионную очистку электродуговым испарителем в среде инертного газа при нагреве поверхности до температуры 300-350°С, нанесение слоя на основе интерметаллида системы Ti-Al посредством двух катодов, при этом нанесение слоев покрытия осуществляют при ассистировании плазменным источником с накальным катодом, а при нанесении слоя на основе интерметаллида изменение его фазового состава осуществляют путем изменения расположения обрабатываемой детали в вакуумной камере.
Недостатком способа является сложность использования вакуумной камеры и размещение в ней обрабатываемой детали.
Известен способ [4] получения Ni-Ti интерметаллидного покрытия электроэрозионной обработкой (ЭЭО) титанового сплава Ti-6A1-4V электродом из чистого никеля. В составе осажденного покрытия преобладает фаза неупорядоченного NiTi.
Недостатком метода является недостаточно высокие твердость, износостойкость из-за отсутствия аморфной фазы в покрытии.
Известен способ [5] электроэрозионного легирования для получения покрытий на титановую подложку нанесением интерметаллических соединений титана и никеля с помощью вращающегося электрода-инструмента в виде щетки, состоящей из проволок титана и никеля при соотношении 1:1-3:1, соответственно, является наиболее близким по технической сущности к предлагаемому способу.
Недостатками этого способа является сложность автоматизации для обработки криволинейных поверхностей, неравномерная электрическая эрозия разных металлов при продолжительной обработке сказывается в отклонении соотношения металлов в покрытии от требуемого, нет защиты от азотирования и окисления материала электродов и, как следствие, - возможно получение дефектного покрытия.
С использованием предлагаемого изобретения решается техническая проблема получения покрытий с интерметаллической структурой с высокой адгезионной прочностью посредством электродов-гранул.
Технический результат предлагаемого способа электроэрозионного нанесения интерметаллического покрытия на деталь с использованием смеси электродов-гранул заключается в повышении его эффективности автоматизацией процесса обработки, в т.ч. криволинейных поверхностей детали, регулировании фазового состава покрытия, предотвращении окисления / азотирования формируемого покрытия в защитной газовой среде, простоте обслуживания в сравнении с аналогами.
Техническим результатом способа электроэрозионного нанесения интерметаллического покрытия на деталь с использованием смеси электродов-гранул является осуществление процесса с использованием анода в виде смеси электродов-гранул. Смесь электродов-гранул помещается в контейнер, являющийся токоподводом и вращающийся от привода с наклоном оси к горизонтальной плоскости. Внутри контейнера, в противоположном направлении вращению контейнера, обеспечивают вращение детали для перемешивания смеси электродов-гранул, при этом через деталь и контейнер, подключенных к генератору импульсов, пропускают электрические импульсы тока, образующие электроискровые разряды между электродами-гранулами, обрабатываемой деталью и контейнером, обеспечивающие образование интерметаллических соединений на поверхностях электродов-гранул и перенос интерметаллических покрытий с поверхностей, используемых в качестве анода электродов-гранул на поверхности детали, являющейся электродом-катодом, при этом расстояние между поверхностями детали и контейнера составляет не менее двух диаметров электродов-гранул.
Способ электроэрозионного нанесения интерметаллического покрытия посредством электродов-гранул на деталь с соблюдением требуемой последовательности выполняемых действий предложенными средствами позволяет решить поставленную задачу, определяет новизну, промышленную применимость и изобретательский уровень разработки.
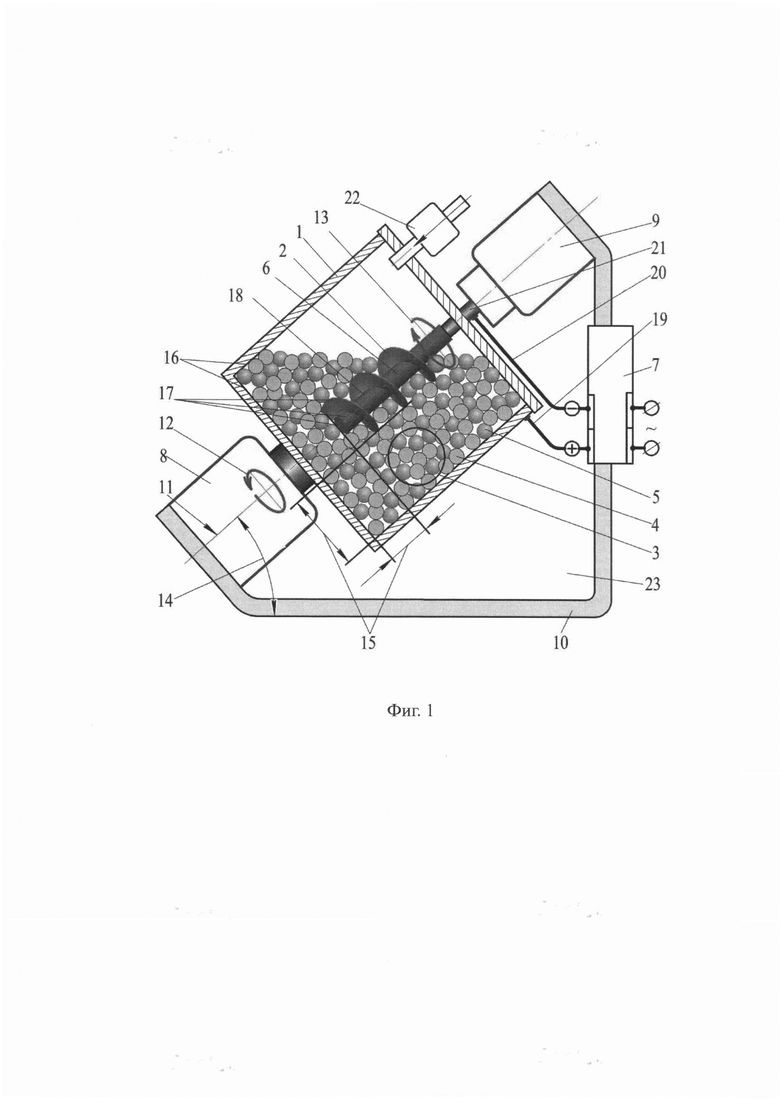
На рисунке (фиг. 1) приведена схема установки для осуществления способа электроэрозионного нанесения интерметаллических покрытий на обрабатываемые поверхности детали.
Способ осуществляется с помощью контейнера 1 изготовленного из тех же металлов, что и деталь 2, которая размещается в смеси 3 электродов-гранул, состоящей из разных металлов 4 (например, из титана) и 5 (например, из алюминия) в центральной части 6 контейнера 1. Контейнер 1 является токопроводом, подключенным к положительному полюсу генератора импульсов 7. Контейнер 1 и деталь 2 получают вращательное движение от приводов 8, 9, установленных на основание 10. Приводы 8 и 9 обеспечивают частоту вращения контейнера 1 и детали 2 от ~ 0,5 с-1 до 5 с-1 вокруг оси 11 в противоположных направлениях 12 и 13. Ось расположена с наклоном к горизонтальной плоскости под углом 14, подобранным в зависимости от конфигурации детали 2, электродов-гранул 4, 5 с расстоянием 15 более двух диаметров электродов-гранул 4, 5 между поверхностями детали 2 и внутренними поверхностями 16 контейнера 1 для обеспечения гравитационно-механического перемешивания электродов-гранул при контактах с обрабатываемыми поверхностями 17 детали 2 во время электроискровых разрядов с формированием интерметаллических соединений 18. При этом разрядный ток от генератора импульсов 7 через проводник 19 подводится к контейнеру 1 и через проводник 20 и вал 21 к детали 2. Предусмотрен клапан 22 для наполнения контейнера 1 защитным газом, например, аргоном, для исключения в нем окислительных процессов при формировании фазового состава покрытия.
Способ электроэрозионного нанесения интерметаллического покрытия на деталь с использованием смеси электродов-гранул осуществляется при пропускании через деталь и контейнер, которые подключены к генератору импульсов, электрических импульсов тока, образующих электроискровые разряды с формированием микрованн расплава в местах контакта электродов-гранул, детали и контейнера, в микрованнах расплава происходят микрометаллургические процессы с образованием интерметаллических соединений на поверхностях и перенос используемыми в качестве анода электродами-гранулами интерметаллических покрытий с поверхностей электродов-гранул, на поверхности детали, являющейся электродом-катодом.
При помощи генератора импульсов 7 от отрицательного полюса через проводник 20 и вал 21 к детали 2, размещенной в центральной части 6 контейнера 1 и от положительного полюса через проводник 19 к контейнеру 1 с частотой импульсов ~ 50-1000 Гц, длительностью ~ 0,01-1 мкс, межэлектродном напряжении -30-50 В, силой тока ~ 110-140 А подаются электроискровые импульсы с образованием электроискровых разрядов между электродами-гранулами, деталью и контейнером. Контейнер 1 является токопроводом и вращается от привода 8 с наклоном оси 11 к горизонтальной плоскости под углом 14 в направлении 12. Внутри контейнера 1 в противоположном направлении 13 в смеси 3 электродов-гранул, состоящей из разных металлов 4 (например, из титана) и 5 (например, из алюминия) вращается деталь 2 посредством привода 9, установленного на основании 10. При многократных электроискровых разрядах на поверхностях гранул 4, 5 смеси 3 электродов-гранул формируются интерметаллические соединения 18, которые через механизм "плавление - перенос - перемешивание - кристаллизация" переносятся на обрабатываемые поверхности 17 детали 2, на которых в микрованнах расплава формируется интерметаллическое соединение 18. При этом для обеспечения перемешивания смеси 3 электродов-гранул 4, 5 в процессе полярного переноса материала с поверхностей электродов-гранул на обрабатываемые поверхности 17 детали 2 расстояние 15 между поверхностями обрабатываемой детали 2 и внутренними поверхностями 16 контейнера 1 должно составлять более двух диаметров электродов-гранул 4, 5 набора 3. С целью исключения окислительных процессов, контейнер 1 наполняется защитным газом через клапан 22. Процесс осуществлялся в лабораторных условиях на установке 23.
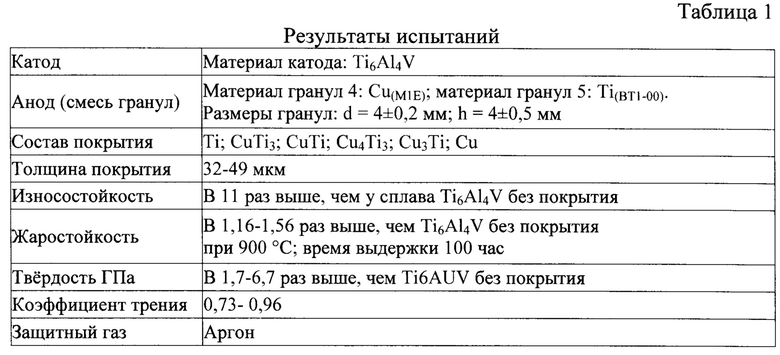
Вариант реализации предлагаемого способа электроэрозионного нанесения интерметаллического покрытия посредством смеси электродов-гранул с помощью созданной в лабораторных условиях ИМ ХФИЦ ДВО РАН установки 23. Смесь 3 электродов-гранул 4 из меди (марки М1Е) и 5 из титана (марки ВТ1-00) (табл. 1) с размерами: d=4±0,2 мм; h=4±0,5 мм и выбранным молярным соотношением Cu:Ti помещалась в контейнер 1, изготовленный из материала Ti6AlV с микротвердостью 385-405 HV. В контейнер 1 погружалась деталь 2 в виде цилиндра (d=12 мм, h=10 мм) с расстоянием 15, равным 20 мм от внутренних поверхностей 16 контейнера 1. Деталь 2 закреплялась на валу 21 и получала направление вращения 13 вокруг оси 12, расположенной под углом 14, равным 35°, к горизонтальной плоскости, от привода 9 с частотой вращения  =1 с-1, обеспечивающей гравитационно-механическое перемешивание смеси электродов-гранул 4 и 5, при этом контейнер 1 получал направление вращения 12, противоположное вращению детали 2 от привода 8, с частотой nк=1 с-1. Деталь 2 через проводник 20 и вал 21 подключалась к отрицательному полюсу генератора импульсов 7 модели IMES-40, генерирующему импульсы тока прямоугольной формы амплитудой 110 А при напряжении 30 В, длительностью 100 мкс, частотой 1000 Гц, а контейнер 1 - к положительному. При прохождении электрических импульсов возникали разряды между электродами-гранулами 4 и 5, в результате которых происходила электрическая эрозия контактных участков их поверхностей с образованием микрованн расплавов. В результате многократного действия разрядов, в микрованнах расплавов происходили микрометаллургические процессы и формировалась вторичная структура, которая в условиях многократных электрических разрядов и процессов конвективного перемешивания осаждалась на поверхностях детали 2 в виде слоя интерметаллических соединений 18 с составом покрытия (табл. 1).
=1 с-1, обеспечивающей гравитационно-механическое перемешивание смеси электродов-гранул 4 и 5, при этом контейнер 1 получал направление вращения 12, противоположное вращению детали 2 от привода 8, с частотой nк=1 с-1. Деталь 2 через проводник 20 и вал 21 подключалась к отрицательному полюсу генератора импульсов 7 модели IMES-40, генерирующему импульсы тока прямоугольной формы амплитудой 110 А при напряжении 30 В, длительностью 100 мкс, частотой 1000 Гц, а контейнер 1 - к положительному. При прохождении электрических импульсов возникали разряды между электродами-гранулами 4 и 5, в результате которых происходила электрическая эрозия контактных участков их поверхностей с образованием микрованн расплавов. В результате многократного действия разрядов, в микрованнах расплавов происходили микрометаллургические процессы и формировалась вторичная структура, которая в условиях многократных электрических разрядов и процессов конвективного перемешивания осаждалась на поверхностях детали 2 в виде слоя интерметаллических соединений 18 с составом покрытия (табл. 1).
Двухстадийность процесса гомогенизации расплава на поверхностях гранул 4, 5 и обрабатываемых поверхностях 17 детали 2 улучшала однородность интерметаллического соединения 18 в сравнении с традиционным процессом электроэрозионного осаждения. Многократные электроискровые разряды запускали механизм "плавление - перенос - перемешивание - кристаллизация", на контактирующих поверхностях электродов-гранул 4, 5 и обрабатываемой детали 2, в микрованнах расплава формировался слой интерметаллических соединений 18 и осаждался на поверхностях детали 2. До начала испытаний выполнялась приработка в течение 1 часа; время электроэрозионного нанесения интерметаллического покрытия посредством электродов- гранул составляло 8 мин. В контейнер 1 подавался защитный газ аргон со скоростью 5 л/мин.
Как видно из таблицы 1 приведенного примера реализации способа нанесения интерметаллического покрытия посредством электродов-гранул, на образцах из конструкционных материалов формировался слой интерметаллического соединения 18 толщиной 32-49 мкм. Износостойкость исходного материала повышалась в 11 раз, жаростойкость в 1,16-1,56 раз, твердость в 1,7-6,7 раз, коэффициент трения составлял 0,73-0,96. Пример показывает, что предлагаемый способ электроэрозионного нанесения интерметаллического покрытия посредством электродов-гранул на деталь повышает его эффективность посредством автоматизации и повышения свойств износостойкости, жаростойкости, твердости, обеспечивает обработку криволинейных поверхностей деталей.
Источники информации
1. Способ получения жаростойкого интерметаллидного покрытия на поверхности пластины из низкоуглеродистой стали. Патент RU 2649920, Опубл. 05.04.2018.
2. Способ получения покрытий с интерметаллической структурой. Патент RU 2701612 Опубл. 30.09.2019.
3. Способ получения износостойкого покрытия на основе интерметаллида системы Ti-Al. Патент RU 2489514 опубл. 10.08.2013.
4. G.L. Sheldon, R. Wang, R.A. Clark Characteristics of NiTi surface alloys formed by electrospark deposition. Surface and Coatings Technology. Volume 36, Issues 1-2, 1 December 1988, Pages 445-454
5. Способ электроэрозионного легирования. Авторское свидетельство СССР SU 1569125 опубл. 18.08.1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2011 |
|
RU2484180C2 |
| Способ электроискрового нанесения покрытия свободными электродами-гранулами | 2017 |
|
RU2650665C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2093323C1 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2697749C1 |
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2707776C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| Способ вакуумного нанесения слоистых покрытий комбинацией методов электроискрового легирования и катодно-дугового испарения и устройство для его осуществления (варианты) | 2022 |
|
RU2797563C1 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
Изобретение относится к способу электроэрозионного нанесения интерметаллического покрытия с использованием смеси электродов-гранул на деталь. Смесь электродов-гранул помещают в контейнер, являющийся токопроводом, изготовленный из тех же металлов, что и деталь, и вращающийся от привода с наклоном оси к горизонтальной плоскости. Внутри контейнера в противоположном направлении вращению упомянутого контейнера обеспечивают вращение упомянутой детали для равномерного перемешивания смеси электродов-гранул. Через деталь и контейнер пропускают электрические импульсы тока с образованием электроискровых разрядов между электродами-гранулами, деталью и контейнером, обеспечивающих осаждение интерметаллического покрытия с поверхности используемых в качестве анодов упомянутых электродов-гранул, содержащих образованные на их поверхности интерметаллические соединения, на деталь, являющуюся электродом-катодом. Расстояние между поверхностями детали и контейнера составляет более двух диаметров электродов-гранул. Обеспечивается возможность обработки криволинейных поверхностей деталей и получения заданного фазового состава осаждаемого покрытия. 1 ил., 1 табл., 1 пр.
Способ электроэрозионного нанесения интерметаллического покрытия на деталь с использованием смеси электродов-гранул, характеризующийся тем, что смесь электродов-гранул, являющуюся анодом, помещают в контейнер, являющийся токопроводом, изготовленным из того же металла, что и деталь, и вращающийся от привода с наклоном оси к горизонтальной плоскости, а внутри контейнера в противоположном направлении вращению контейнера обеспечивается вращение детали для перемешивания смеси электродов-гранул, при этом через деталь и контейнер, подключенные к генератору импульсов, пропускают электрические импульсы тока с образованием электроискровых разрядов между электродами-гранулами, деталью и контейнером, обеспечивающих образование интерметаллических соединений на поверхностях электродов-гранул и осаждение интерметаллического покрытия с поверхностей электродов-гранул на деталь, являющуюся электродом-катодом, а расстояние между поверхностями детали и контейнера составляет более двух диаметров электродов-гранул.
| Способ электроэрозионного легирования | 1987 |
|
SU1569125A1 |
| Способ нанесения покрытий на алюминий и его сплавы | 1987 |
|
SU1426715A1 |
| Способ электроэрозионного нанесения покрытий | 1984 |
|
SU1292955A1 |
| СПОСОБ МАГНИТОЭЛЕКТРИЧЕСКОГО ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016718C1 |
| СПОСОБ РАСТРОВОГО ОПТИЧЕСКОГО ИЗМЕРЕНИЯ СКОРОСТИ ОБЪЕКТА | 2010 |
|
RU2482499C2 |
| СПОСОБ ПЕРЕДАЧИ РАЗМЕРА ЕДИНИЦЫ СРЕДНЕЙ МОЩНОСТИ ИЛИ ЭНЕРГИИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2017085C1 |

