Изобретение относится к области электрофизических методов обработки материалов, в частности к электроэрозионным методам упрочнения и легирования электропроводящих материалов может быть использовано в машиностроительном и ремонтном производстве для получения износостойких покрытий на поверхностях деталей узлов трения и неподвижных соединений.
Как известно, при использовании существующих электрофизических методов обработки материалов, например, электроискрового нанесения покрытий на детали в начале разряда от 10 до 100% общего количества энергии, накопленной конденсатором, выделяется в виде тепла на электрических контактах и в межэлектродном промежутке (смотри, например, Бурумкулов Ф.Х. и др. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов. Саранск, Красный Октябрь, 2003, С. 17). Часто на практике при коротком замыкании (электрода и детали) выделившегося тепла оказывается не достаточно для эрозии электрода и оно расходуется на нагрев электрода (Ефименко Н.Г., Дощечкина И.В. Электроискровое легирование (ЭИЛ) рабочих поверхностей чугунных изделий. Харьков, Вестник ХНТУСК им. Василенка, 2011, Вып. 110, С. 52). То есть значительная часть энергии импульсного технологического тока при замыкании электрода и поверхности детали расходуется на разогрев электрода и детали и не участвует в переносе материала электрода на поверхность детали.
При электроискровом нанесении покрытий на поверхность детали, например легировании резкий скачок толщины и шероховатости покрытий достигается при больших токах» (Бурумкулов Ф.Х. и др. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов. Саранск, Красный Октябрь, 2003, С.69).
Известен способ электроискрового нанесения металлических покрытий SU 89933, В23Р 1/18, опубликован 01.01.1950, при котором процесс переноса материала электрода на поверхность детали осуществляют подачей импульса электрического тока на электрод при касании торца электрода поверхности детали.
Известно устройство для электроискрового легирования RU 2245767 С1, В23Н 1/02, опубликован 10.02.2005, состоящее из генератора импульсов технологического тока и ручного рабочего органа - электромагнитного вибратора. Импульс технологического тока подается на электрод вибратора по сигналу касания электродом поверхности детали.
Недостатком известного способа и устройства является подача импульса тока по сигналу касания электрода поверхности детали, то есть импульс технологического тока подается лишь при замкнутом электроде и поверхности обрабатываемой детали, что приводит к потере энергии импульса технологического тока.
Известен способ электроискрового легирования RU 2140834 C1, В23Н 9/00, опубликован 10.11.1999, заключающийся в том, что электроду сообщают колебания и фиксируют момент наступления контакта электрода с поверхностью обрабатываемой детали в каждом периоде колебаний. В момент контакта на электроды подают вспомогательный импульс тока. Его длительность соответствует времени контакта электрода с поверхностью детали. Затем, с задержкой во времени относительно момента наступления контакта электрода с поверхностью детали на электрод подают импульс технологического тока.
Известно устройство для электроискрового легирования RU 2140834 С1, В23Н 9/00, опубликован 10.11.1999, обеспечивающее выполнение этого способа. Оно содержит ручной рабочий орган - электромагнитный вибратор, генератор импульсов вспомогательного и технологического тока. Положительные выходы генераторов соединены с электродом, а отрицательные выходы генераторов соединены с обрабатываемой деталью. При этом входы управления генераторов соединены с выходом датчика касания, включенного между электродом и обрабатываемой деталью, причем в соединение выхода датчика касания и входом генератора импульсов технологического тока включен блок задержки.
Недостатком способа и устройства является потеря энергии импульса технологического тока, расходуемая на нагрев электрода и обрабатываемой детали, во время контакта электрода с поверхностью обрабатываемой детали. В качестве ручного рабочего органа в устройстве применяется электромагнитный вибратор, имеющий значительную массу, относительно узкий диапазон частот, требующий для изготовления цветные металлы и специальную сталь для магнитопровода катушки.
Практическое использование одного из известных способов электроискрового легирования, патент РФ 2482943, показало, что его эффективность, а именно коэффициент переноса электродного материала, производительность, сплошность покрытия зависят от множества факторов. Одним из основных факторов является необходимость получения информации о происходящем процессе непосредственно на искровом промежутке электрод - деталь и дальнейшего ее использования для стабилизации процесса и совершенствования технологии нанесения покрытий. Известный способ имеет большую погрешность, так как при его осуществлении измерение энергии, расходуемой на контактном промежутке, производится при неизменном напряжении равном 20 Вольт. На самом же деле в процессе обработки поверхности возникают условия, когда это напряжение принимает различные значения, особенно при ручной обработке, где качество покрытия зависит от квалификации оператора.
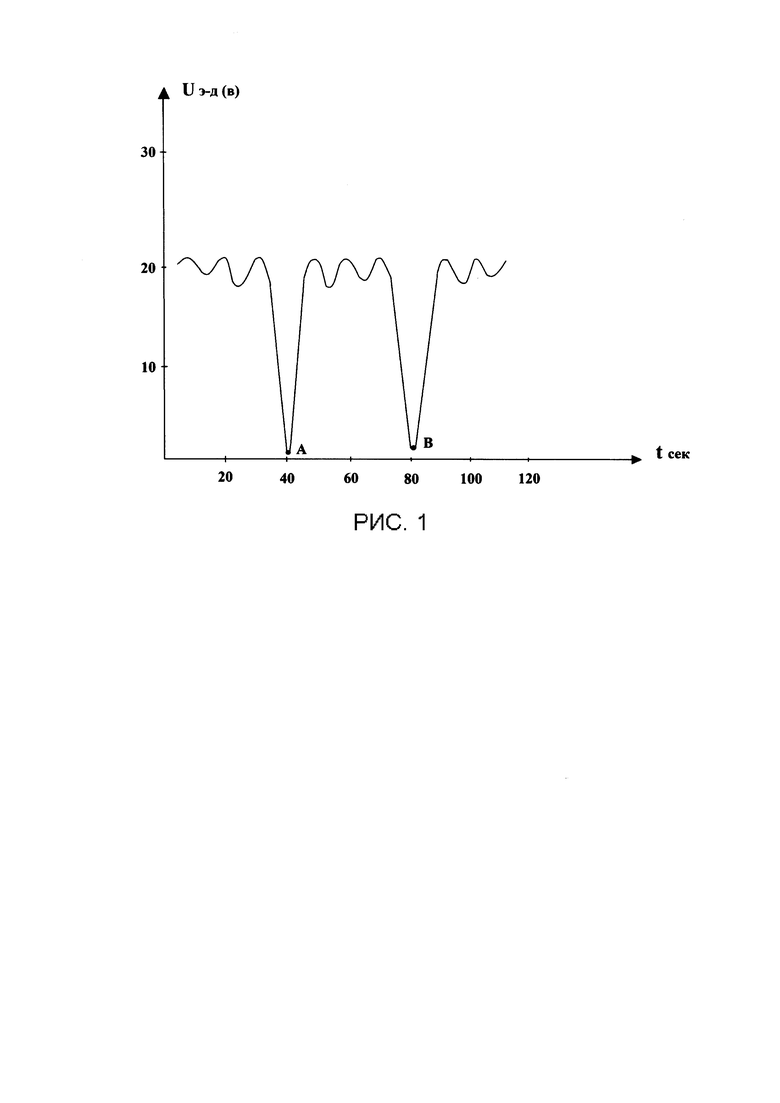
На рис. 1 показана зависимость изменения напряжения на искровом промежутке электрод - деталь в процессе обработки детали.
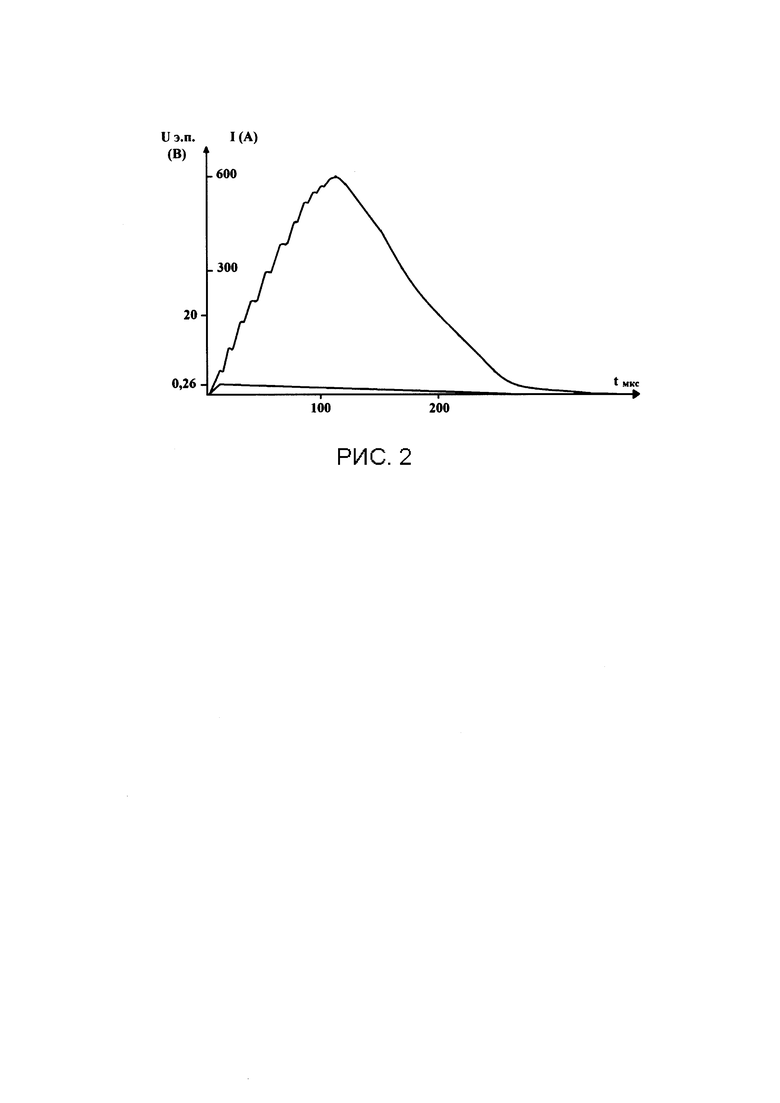
На рис. 2 показаны амплитуды технологического тока и напряжение на искровом промежутке в точке А, характеризующейся сопротивлением, близким к короткому замыканию.
Очевидно, что контроль энергии в данной точке (А) дает завышенное значение. В этом случае почти вся энергия расходуется на подводящих проводниках, а не на электродном промежутке.
Известен способ электроискрового нанесения покрытий на поверхность детали (патент RU 2 679 160 С1 по классу В23Н 9/00, опубликован 06.02.2019), включающий обработку поверхности детали электродом при подаче технологического и вспомогательного импульсов тока, в котором вспомогательный импульс тока подают на межэлектродный промежуток, образованный торцом электрода и поверхностью обрабатываемой детали. При этом в момент касания электрода с поверхностью обрабатываемой детали осуществляют отвод торца электрода от поверхности обрабатываемой детали на расстояние до 15 мкм путем подачи вспомогательного импульса тока энергией 0,05-1,5 Дж и длительностью 5-100 мкс, а технологический импульс тока подают в момент окончания вспомогательного импульса тока.
Известное устройство для электроискрового нанесения покрытий на поверхность детали, реализующее данный способ снабжено ручным рабочим органом с электрододержателем, генератором импульсов вспомогательного и технологического тока. При этом, положительные выходы генераторов соединены с электродом, закрепленным в электрододержателе, отрицательные выходы генераторов соединены с обрабатываемой деталью, а к электроду и обрабатываемой детали подключен датчик касания, снабженный дополнительным генератором импульсов технологического тока, положительный выход которого соединен с электродом, а отрицательный - с обрабатываемой деталью, а выход датчика касания соединен с входом вибратора, запускаемого по переднему фронту сигнала датчика касания. Выход вибратора соединен с входом управления генератора импульсов вспомогательного тока. Причем в положительную цепь генератора импульсов вспомогательного тока включен датчик тока, выход которого соединен со входом компаратора, выход которого соединен с входом вибратора, запускаемого по заднему фронту сигнала компаратора, а выход вибратора соединен с входом управления триггерного блока, выходы которого соединены с входами управления генераторов импульсов технологического тока, при этом ручной рабочий орган содержит электрододержатель из токопроводящего материала в виде стержня и ручку из диэлектрического материала, которые соединены шарнирно через горизонтальную ось с возможностью перемещения электрододержателя относительно ручки в вертикальной плоскости.
Однако в процессе нанесения покрытия данным способом электрод находится достаточно длительное время на обрабатываемой поверхности, а это вызывает увеличение вероятности приваривания электрода к детали. Второй недостаток состоит в том, что при таком способе нанесения покрытия происходит сильный нагрев обрабатываемой детали, что может приводить к изменению ее физических свойств.
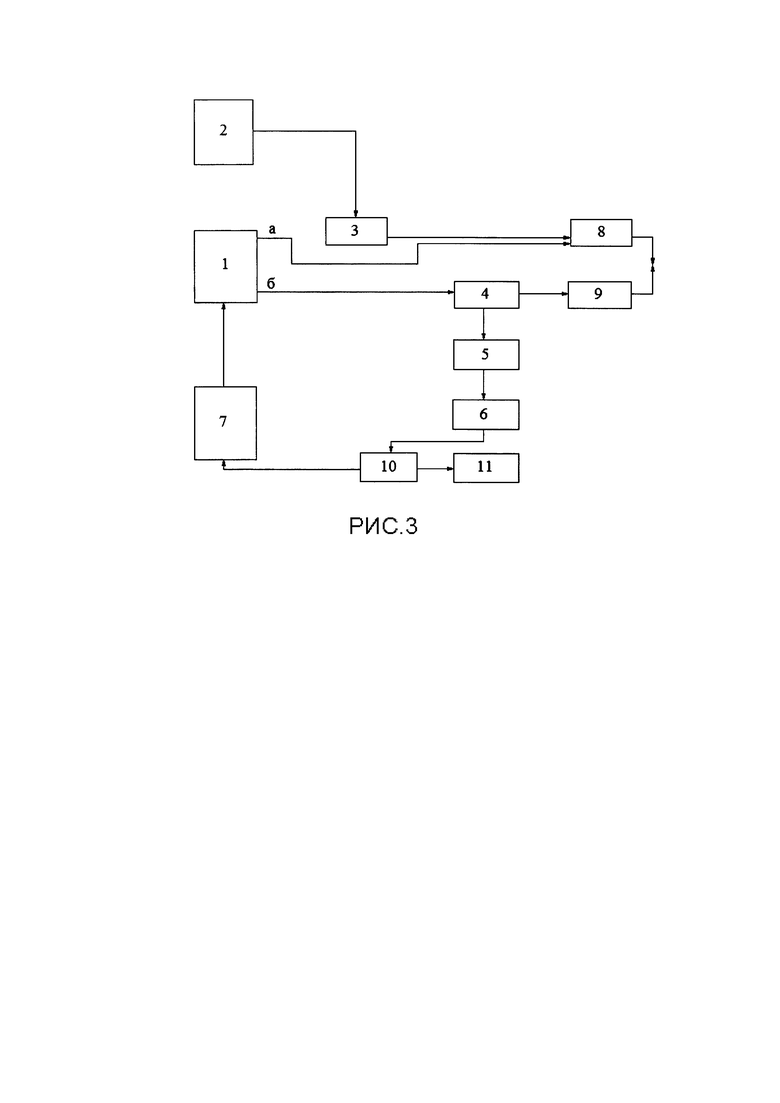
Известен способ электроискрового нанесения покрытий патент RU 2708196 С1, принятый в предлагаемом техническом решении за прототип, заключающийся в том, что процесс обработки поверхности производится пошаговым движением электрода, находящегося под углом 30÷50° к обрабатываемой поверхности. В момент касания электродом детали подается технологический набор разрядных импульсов тока, таким образом, обрабатывается часть поверхности, образованная контактным пятном электрод-деталь. Известно устройство для электроискрового легирования патент RU 2708196 C1, обеспечивающее реализацию данного способа - прототипа, блок-схема которого приведена на рис. 3.
Устройство содержит генератор технологического тока 1, генератор вибрирующего устройства 2, например ультразвуковой, вибратор 3, токовый шунт 4, усилитель 5, интегратор 6, устройство управления генератора тока 7, электрод 8, деталь 9, блок управления двигателем 10 и двигатель 11, например, шаговый.
Работа устройства осуществляется следующим образом: с генератора 1 импульсы технологического тока поступают на электрод 8, закрепленный на вибраторе 3. Второй выход генератора 1 через токовый шунт 4 подключается к детали 9. Сигнал с шунта поступает на усилитель 5, далее на интегратор 6, на выходе которого получается сигнал, пропорциональный энергии, расходуемой на искровом промежутке. Обработка поверхности происходит в соответствии с движением электрода 8, например, пошагово с помощью устройства управления двигателем 10 и двигателя 11.
Недостатком данного способа и устройства является то, что энергия, расходуемая на контактном промежутке, определяется с учетом стабильного напряжения электрод-деталь, что возможно только при определенном значении давления электрода. Однако механические устройства, позволяющие реализовать данную задачу, имеют конечную инерционность, не позволяющую с достаточной степенью точности следить за процессом. Особенно это заметно при обработке деталей, имеющих заметные неровности (порядка 2-4 мм). Применение вибраций электрода на ультразвуковой частоте для стабилизации контактного пятна дает приемлемые результаты только при обработке материалов с невысокой твердостью и длительностью разрядного тока порядка 0,5-2 мс.
Задачей изобретения является совершенствование технологии электроискрового нанесения покрытий на поверхность деталей, обеспечивающее получение прогнозируемых по толщине однородных покрытий с заданными параметрами и свойствами.
Способ электроискрового нанесения покрытий на поверхность детали включает обработку поверхности вибрирующим электродом, движущимся под углом к обрабатываемой поверхности, при котором в момент касания электрода и детали подают технологический импульс тока и осуществляют обработку части поверхности, образованной контактным пятном электрод-деталь с обеспечением нанесения покрытия. При этом перед подачей технологического импульса тока осуществляют предварительную подготовку контактной поверхности высокочастотными импульсами тока с изменяемой длительностью импульсов от 0,5 до 20 мкс и изменяемой скважностью от 1% до 80% их длительности, причем одновременно с подачей импульсов тока стабилизируют напряжение на контактном пятне путем регулирования давления электрода на обрабатываемую поверхность изменением амплитуды и частоты его вибрации в пределах 40 - 800 Гц, а управление процессом нанесения покрытия осуществляют с использованием информации о величине электрической энергии, расходуемой в искровом промежутке, измеренной на контактном пятне. Движение электрода под углом к обрабатываемой поверхности осуществляют в пошаговом режиме.
Устройство для электроискрового нанесения покрытий на поверхность детали содержит генератор технологического тока, вибратор, работающий от генератора вибраций, двигатель электрода, находящегося под углом к обрабатываемой поверхности и блок управления, при этом положительные выводы генератора тока соединены с электродом, закрепленном на вибраторе, а отрицательные выводы генератора выполнены с возможностью соединения с обрабатываемой деталью через шунт. Устройство оно дополнительно содержит согласующий усилитель, подключенный непосредственно в контактный промежуток электрод - деталь, а блок управления подключен к генератору технологического тока, генератору вибраций и согласующему усилителю и выполнен с возможностью изменения параметров по сигналу от согласующего усилителя, причем генератор вибраций выполнен с возможностью изменения частоты в пределах 40 - 800 Гц и напряжения в пределах от 0 до 50 В по сигналу от согласующего усилителя.
Поставленная задача достигается тем, что в способе электроискрового нанесения покрытий управление процессом нанесения осуществляется с использованием информации о количестве электрической энергии, расходуемой на искровом промежутке, причем контроль значений энергии осуществляется непосредственно в пределах контактного пятна.
Для стабилизации контактного пятна и устранения токов короткого замыкания перед подачей технологического импульса тока производится предварительная подготовка контактной поверхности путем подачи высокочастотных импульсов тока с возможностью изменения их параметров в пределах от 0,5 до 20 мкс и с возможностью изменения скважности импульсов от 1% до 80% их длительности.
Одновременно с подачей высокочастотных импульсов поступает управляющий сигнал на генератор вибрирующего устройства, изменение частоты и интенсивности вибраций которого позволяет оперативно уменьшать давление электрода на обрабатываемую поверхность.
При этом, как и в прототипе, процесс обработки поверхности производится движением электрода под углом к обрабатываемой поверхности, например, пошаговым.
Данный способ реализуется с помощью устройства, позволяющего обрабатывать поверхности деталей машин и инструмента.
Блок-схема устройства показана на рис. 4.
Устройство для искрового нанесения покрытий на поверхность детали состоит из генератора технологического тока и токов подогрева 1, положительные выводы которого соединены с электродом 8, закрепленным на вибраторе 3. Отрицательные выводы генератора через токовый шунт 4 соединены с обрабатываемой деталью 9. Для работы вибратора 3 используется перестраиваемый по частоте и напряжению генератор 2. Перестройка частоты обеспечивается в пределах 40 - 800 Гц, а напряжение изменяется, в пределах от 0 до 50 В. Конструкция генератора позволяет изменять параметры от внешнего сигнала, поступающего с согласующего усилителя 12, включенного непосредственно в контактный промежуток электрод - деталь. Для стабилизации и измерения электрических параметров используется блок управления 7, параметры которого изменяются в зависимости от сигнала, поступающего с согласующего усилителя 12, а движение электрода 8 под углом к обрабатываемой поверхности осуществляется двигателем 11 через управляющий блок 10, соединенным с электронно - вычислительным блоком (э.в.м) 14 устройства через аналого-цифровой преобразователь (а.ц.п) 13.
Устройство работает следующим образом: перед осуществлением процесса нанесения покрытия производят настройку оптимального значения контактного сопротивления электрод - деталь, пропорционального давлению электрода на обрабатываемую поверхность, и токов подогрева контактного пятна.
Оптимальное давление электрода определяется посредством измерения контактного напряжения электрод - деталь, возникающего в результате подачи импульсов тока подогрева в область контакта. Импульсы поступают с генератора 1. Управление параметрами осуществляется предварительным выбором режимов в блоке 7. При этом частота следования импульсов меняется в пределах 0,025 - 1 МГц, а изменение скважности возможно от 1% до 80% длительности импульса.
Скважность импульсов может меняться путем изменения сигнала, поступающего с усилителя 5. Одновременно в блоке 2 вырабатывается сигнал управления, изменяющий параметры генератора вибрирующего устройства таким образом, что давление электрода на обрабатываемую поверхность уменьшается. Уменьшение давления на электрод увеличивает контактное сопротивление электрод - деталь.
На рис. 5 показан сигнал с выхода генератора 2, поступающий на обмотки вибратора.
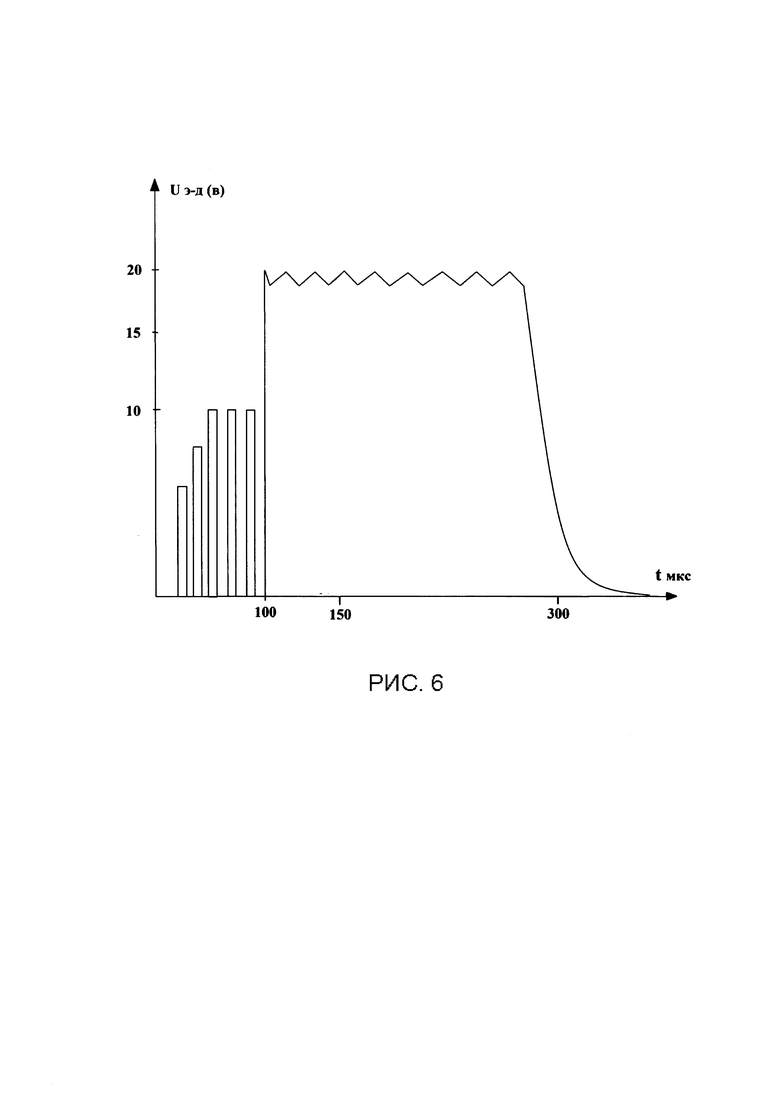
Работа генератора токов подогрева способствует стабилизации величины контактной площадки за счет оплавления микроконтактов и увеличения размеров поверхности контакта. Подбор параметров токов подогрева осуществляется, исходя из химического состава электродного материала. Изменяя значения токов подогрева, частоту и амплитуду вибрирующего устройства, добиваются стабилизации напряжения на контактном промежутке, получаемого на выходе усилителя 12. На этом процесс настройки заканчивается, далее включается генератор технологического тока 1 и на этой основе выбираются электрические параметры импульса тока, исходя из конкретных требований технологического характера. Частота следования, длительность и амплитуду тока контролируют в блоке 7. Блок позволяет изменять частоту вибрирующего устройства в пределах 50 - 800 Гц, длительность от 10 мкс до 2 мс, амплитуду тока от 5 до 800 А. На рис. 6 показана осциллограмма единичного разрядного импульса технологического тока совместно с током подогрева.
Для работы устройства в автоматическом режиме движение электрода 8, закрепленного на вибраторе 3, осуществляется шаговым двигателем 11. С помощью аналого-цифрового преобразователя (а.ц.п.) 13 сигналы, поступающие с шунта 4 и согласующего усилителя 12 оцифровываются и поступают на электронно-вычислительный блок (э.в.м.) 14, в котором происходит подсчет энергии, поступающей на электродный промежуток в процессе обработки в конкретной точке поверхности. При достижении определенных значений энергии с вычислительного блока поступает сигнал на блок управления шагового двигателя 10, а далее на шаговый двигатель, посредством которого происходит движение электрода. Таким образом, осуществляется пошаговая обработка. Количество энергии, поступающей на электродный промежуток, зависит от технологических параметров. Величина пошагового движения электрода подбирается исходя из его размеров. Вся информация об энергетических параметрах обработки записывается в электронно-вычислительный блок (э.в.м.) 14 для контроля и отработки технологии нанесения покрытий.
Краткое описание чертежей
На рис. 1 показана временная зависимость напряжения токовых импульсов на искровом промежутке электрод - деталь в процессе обработки детали, замеренная на выходе согласующего усилителя 12.
На рис. 2 показаны амплитуды технологического тока и напряжения на искровом промежутке в точке А, соответствующей сопротивлению, близкому к короткому замыканию, как мера энергии в пределах контактного пятна, замеренная на выходе согласующего усилителя 12.
На рис. 3 показана блок-схема устройства для электроискрового легирования, патент RU 2708196 С1, обеспечивающего реализацию, способа -прототипа.
На рис. 4 показана блок - схема устройства для электроискрового нанесения покрытий на поверхность детали в соответствии с предлагаемым способом.
На рис. 5 показана временная зависимость сигнала с выхода управляющего генератора 2, поступающий на обмотки вибратора 3.
На рис. 6 показана осциллограмма единичного разрядного импульса технологического тока совместно с током подогрева, поступающего на электрод.
Для отработки технологии нанесения покрытий и исследования процесса все значения энергетических параметров оцифровываются аналого-цифровым преобразователем (а.ц.п) 13 и поступают в электронно-вычислительный блок (э.в.м) 14. При этом, в интересах оптимизации технологии нанесения покрытия, дальнейшая обработка информации в вычислительном блоке 14 осуществляется программой MATLAB.
Использование данного способа позволяет получать однородные покрытия, имеющие высокую сплошность и толщину благодаря стабилизации параметров процесса нанесения, осуществляемых в результате контроля энергетических параметров на контактном промежутке электрод - деталь и применения результатов контроля в управлении процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроискрового нанесения покрытий | 2019 |
|
RU2708196C1 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2015 |
|
RU2595085C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2554260C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2622535C1 |
| Способ электроискрового легирования в вакууме, совмещенный с катодно-дуговым осаждением | 2019 |
|
RU2729278C1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2616694C2 |


Группа изобретений относится к способу и устройству для электроискрового нанесения покрытий на поверхность детали, используемых для получения износостойких, антикоррозийных и жаростойких покрытий на деталях и узлах машин. Способ включает обработку поверхности вибрирующим электродом, движущимся под углом к обрабатываемой поверхности, при котором в момент касания электрода и детали подают технологический импульс тока и осуществляют обработку части поверхности, образованной контактным пятном электрод-деталь. Предварительно контактную поверхность подготавливают высокочастотными импульсами тока с изменяемой длительностью импульсов от 0,5 до 20 мкс и изменяемой скважностью от 1% до 80% их длительности, причем одновременно с подачей импульсов тока стабилизируют напряжение на контактном пятне путем регулирования давления электрода на обрабатываемую поверхность изменением амплитуды и частоты его вибрации в пределах 40-800 Гц. В процессе нанесения покрытия осуществляют управление процессом с использованием информации о величине электрической энергии, расходуемой в искровом промежутке, измеренной на контактном пятне. Обеспечивается получение однородных покрытий, имеющих высокую сплошность и толщину. 2 н. и 1 з.п. ф-лы, 6 ил.
1. Способ электроискрового нанесения покрытий на поверхность детали, включающий обработку поверхности вибрирующим электродом, движущимся под углом к обрабатываемой поверхности, при котором в момент касания электрода и детали подают технологический импульс тока и осуществляют обработку части поверхности, образованной контактным пятном электрод-деталь с обеспечением нанесения покрытия, отличающийся тем, что перед подачей технологического импульса тока осуществляют предварительную подготовку контактной поверхности высокочастотными импульсами тока с изменяемой длительностью импульсов от 0,5 до 20 мкс и изменяемой скважностью от 1% до 80% их длительности, причем одновременно с подачей импульсов тока стабилизируют напряжение на контактном пятне путем регулирования давления электрода на обрабатываемую поверхность изменением амплитуды и частоты его вибрации в пределах 40-800 Гц, а управление процессом нанесения покрытия осуществляют с использованием информации о величине электрической энергии, расходуемой в искровом промежутке, измеренной на контактном пятне.
2. Способ электроискрового нанесения покрытий на поверхность детали по п. 1, отличающийся тем, что движение электрода под углом к обрабатываемой поверхности осуществляют в пошаговом режиме.
3. Устройство для электроискрового нанесения покрытий на поверхность детали способом по п. 1, содержащее генератор технологического тока, вибратор, работающий от генератора вибраций, двигатель электрода, находящегося под углом к обрабатываемой поверхности, и блок управления, при этом положительные выводы генератора тока соединены с электродом, закрепленным на вибраторе, а отрицательные выводы генератора выполнены с возможностью соединения с обрабатываемой деталью через шунт, отличающееся тем, что оно дополнительно содержит согласующий усилитель, подключенный непосредственно в контактный промежуток электрод - деталь, а блок управления подключен к генератору технологического тока, генератору вибраций и согласующему усилителю и выполнен с возможностью изменения параметров по сигналу от согласующего усилителя, причем генератор вибраций выполнен с возможностью изменения частоты в пределах 40-800 Гц и напряжения в пределах от 0 до 50 В по сигналу от согласующего усилителя.
| Способ электроискрового нанесения покрытий | 2019 |
|
RU2708196C1 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2003 |
|
RU2245767C1 |
| Способ электроэрозионного легирования | 1986 |
|
SU1484515A1 |
| CN 110814447 A, 21.02.2020. | |||

