Изобретение относится к электроэрозионным методам обработки и может быть использовано для повышения износостойкости, коррозионной стойкости деталей машин и инструментов.
Известен способ электроискрового нанесения покрытий, при котором легирующий электрод - анод контактирует с обрабатываемой поверхностью детали - катода с ультразвуковой частотой. Однако отсутствие согласования по времени между импульсами постоянного тока и ультразвуковыми колебаниями электрода приводит к тому, что к моменту искрового разряда легирующий электрод находится на разных расстояниях от поверхности детали с различной по величине скоростью движения, направленной к детали или от нее.
Это вызывает нарушение стабильности по интенсивности искровых разрядов, ухудшает качество покрытия и снижает эффективность процесса легирования. /Авторское свидетельство СССР N 622611, кл. B 23 P 1/18, 1979 г./
Наиболее близким к предлагаемому является способ электроискрового легирования, при котором на легирующий электрод накладывают ультразвуковые колебания, а импульсы постоянного тока в виде серий импульсов подают на траектории сближения легирующего электрода с деталью, при этом уменьшают амплитуду и длительность импульсов постоянного тока, модулируя их мгновенным значением величины смещения ультразвукового колебания. /Авторское свидетельство СССР N 1126402 A, кл. B 23 P 1/18, 1984 г./
В этом способе импульсы постоянного тока в виде серий импульсов подают на всей траектории сближения электрода с деталью, поэтому частота следования импульсов постоянного тока превышает частоту ультразвуковых колебаний, а энергия и длительность отдельных искровых разрядов невелика. Толщина слоя покрытия получается небольшой и находится в пределах 5 - 100 мкм.
Способ осуществляется устройством, содержащим ультразвуковую колебательную систему с легирующим электродом на конце, установленной на приводе исполнительного механизма автоматического поддержания расстояния между электродами. Импульсы постоянного тока подают на электрод с использованием программного модулятора по сигналам от генератора ультразвуковых колебаний.
Устройство не обеспечивает получение на электроде стабильных искровых разрядов повышенной длительности и энергии.
Задачей, решаемой описываемым изобретением, является повышение производительности процесса нанесения покрытия, улучшение качества покрытия, его толщины и сплошности за счет увеличения стабильности по интенсивности искровых разрядов в широком диапазоне энергий.
Для решения поставленной задачи согласно способу электроискрового легирования, включающего наложение на легирующий электрод ультразвуковых колебаний и возбуждение на траектории сближения электрода с деталью искровых разрядов генератором постоянного импульсного тока, импульсы постоянного тока подают в моменты снижения величины смещения ультразвуковых колебаний до порогового значения, при этом в зависимости от энергии искрового разряда выбирают оптимальное целое численное соотношение между частотой ультразвуковых колебаний и частотой следования импульсов постоянного тока.
Устройство для осуществления предлагаемого способа электроискрового легирования содержит акустическую колебательную систему с легирующим электродом на конце, генератор возбуждающего электрического тока акустической системы и генератор постоянного импульсного тока, положительный полюс которого соединен с легирующим электродом, а отрицательный - с обрабатываемой деталью.
Перед легирующим электродом устанавливают датчик с сигналом, пропорциональным величине смещения ультразвуковых колебаний. Датчик соединен последовательно через блок транзисторного ключа, блок дифференцирования прямоугольных импульсов и делитель частоты с генератором постоянного импульсного тока.
Постоянное положительное напряжение отсечки на входе транзисторного ключа, включенного по схеме с общим эмиттером, выбирают по абсолютной величине, равным уровню сигнала с датчика для порогового значения смещения ультразвуковых колебаний электрода.
Блок дифференцирования прямоугольных импульсов с транзисторного ключа выделяет синхроимпульсы по переднему фронту импульса. Делитель частоты синхроимпульсов обеспечивает заданное целое численное соотношение между частотой ультразвуковых колебаний и частотой следования импульсов постоянного тока.
Частоту ультразвуковых колебаний выбирают в пределах 10-45 кГц, амплитуду - 40-100 мкм. Энергия искровых разрядов до 0,5 Дж.
Акустическую колебательную систему укрепляют в корпусе с возможностью их совместного перемещения в осевом направлении по направляющим держателя, а корпус подпружиненно подвешивают к держателю. Электрод прижимают к обрабатываемой поверхности детали с постоянным усилием 1-3 кгс.
Подача импульсов постоянного тока на траектории сближения электрода с деталью в моменты снижения величины смещения ультразвуковых колебаний электрода до порогового значения обеспечивает эффективную эрозию электрода, увеличивает коэффициент переноса материала анода на катод при сохранении высокой стабильности по интенсивности искровых разрядов.
Для нанесения толстослойных покрытий с высокой производительностью необходимо повышать энергию искровых разрядов и частоту их следования. Однако для искровых разрядов с энергией более 0,01 Дж при высокой частоте ультразвуковых колебаний и высокой частоте следования искровых разрядов в зоне воздействия электрода значительно повышается температура, приводящая к отпуску нанесенного покрытия и основы обрабатываемой детали. Поэтому для устранения вредного влияния повышения температуры, нарушающее также стабильность процесса легирования в целом, выбирают по энергии искровых разрядов частоту ультразвуковых колебаний и устанавливают оптимальное численное соотношение между частотой ультразвуковых колебаний и частотой следования импульсов постоянного тока.
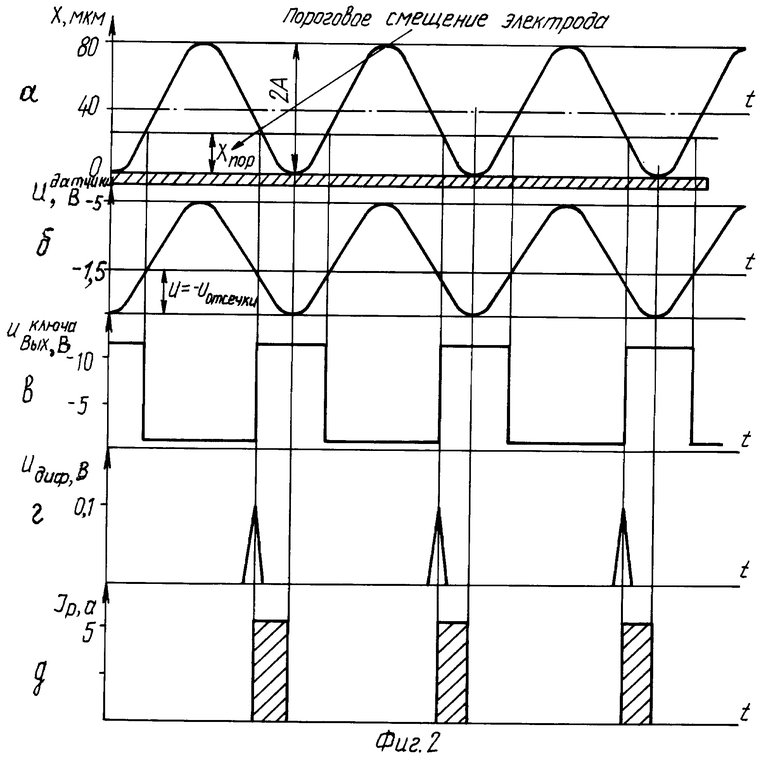
На фиг. 1 представлен чертеж используемого инструмента и блок-схема устройства с его применением, на фиг. 2а - временная диаграмма ультразвуковых колебаний электрода [x - смещение электрода], на фиг. 2б - изменение сигнала с датчика после линейного усиления во времени, [Uдатчика - величина отрицательного сигнала, Uотсечки - напряжение отсечки транзисторного ключа], на фиг. 2в - изменение напряжения на выходе транзисторного ключа Uвыхключа во времени, на фиг. 2г - временная диаграмма следования синхроимпульсов после дифференцирования прямоугольных импульсов с транзисторного ключа [Uдиф - величина сигнала; приведен случай fуз/fс = 1, где fуз - частота ультразвуковых колебаний, fc - максимальная частота синхроимпульсов; оптимальную частоту синхроимпульсов устанавливают экспериментально], на фиг. 2д - временная диаграмма следования импульсов постоянного тока [Ip - величина тока разряда; представлен случай максимальной частоты следования импульсов постоянного тока].
Искровой промежуток образован обрабатываемой деталью 1 и легирующим электродом 2, укрепленным на конце акустической системы 3. Акустическая система размещена в цилиндрическом корпусе 4 и закреплена в нем в узле колебаний. Корпусу обеспечивают перемещение в осевом направлении при качении подшипников 5, укрепленных в подпружиненных вкладышах 6, по направляющим 7 держателя 8. Корпус подвешен к держателю на пружинах 9 для сохранения необходимого упругого усилия прижима легирующего электрода к детали при изменении профиля обрабатываемой поверхности.
Согласование по времени между импульсами постоянного тока и ультразвуковыми колебаниями легирующего электрода осуществляют по регистрации момента снижения смещения ультразвуковых колебаний до порогового значения, определяемого по сигналам напряжения, пропорциональным величине смещения ультразвуковых колебаний /U = K · X(t)/, поступающих с пьезоэлектрического датчика.
Датчик состоит из двух одинаковых пьезоэлектрических пластин 12, между которыми находится металлическая прокладка. К концу концентратора акустической системы прижималась игла 11, приклеенная к пластине датчика. При работе устройства пластины 12 совершают поперечные изгибные колебания и на пьезоэлектрических пластинах вследствие поляризации возникает напряжение, пропорциональное величине смещения ультразвуковых колебаний электрода. Резонансную частоту пьезоэлектрического датчика выбирают вне рабочей области.
Питание обмотки магнитострикционного преобразователя 10 акустической системы осуществляют от генератора возбуждающего электрического тока 13. Устройство содержит линейный усилитель 14, блок транзисторного ключа 15, блок дифференцирования прямоугольных импульсов 16, делитель частоты 17 и генератор постоянного импульсного тока 18.
Для осуществления процесса искрового легирования инструмент с помощью ходовой передачи /не чертеже не показана/ подводят к детали 1 и создают необходимое упругое контактирование электрода 2 с деталью.
Устройство включается в сеть. Генератор возбуждающего электрического тока 13 акустической системы 3 подает питание на обмотку магнитострикционного преобразователя 10 и электрод на конце акустической системы совершает ультразвуковые колебания выбранной частоты.
Отрицательные сигналы напряжения с пьезоэлектрического датчика 12 усиливаются линейным усилителем 14 и поступают на блок транзисторного ключа 15, включенного для транзисторов проводимости p-n-p по схеме с общим эмиттером. Постоянное положительное напряжение на базе транзистора в цепи база-эмиттер /напряжение отсечки/ устанавливают по абсолютной величине равным уровню сигнала, соответствующего пороговому значению смещения ультразвуковых колебаний электрода.
На выходе транзисторного ключа формируются прямоугольные импульсы. Они поступают на блок дифференцирования 16, который выделяет положительные синхроимпульсы по переднему фронту прямоугольного импульса. Синхроимпульсы подают на вход делителя частоты 17. В этом блоке в зависимости от энергии используемых искровых разрядов осуществляют уменьшение частоты следования синхроимпульсов в целое число раз, обеспечивая стабильный производительный режим нанесения покрытия с необходимыми характеристиками слоя покрытия: его толщины, сплошности и твердости. Далее синхроимпульсы подаются на запуск генератора импульсного тока 18, который вырабатывает в эти моменты времени импульсы постоянного тока и через межэлектродный промежуток следуют искровые разряды выбранной частоты.
Ультразвуковые колебания на легирующем электроде осуществляют упрочняющее воздействие на наносимое покрытие, улучшая диффузионное проникновение легирующих элементов в основу детали, и активируют поверхность детали перед очередным искровым разрядом.
Указанным способом получают покрытия до 500 мкм с производительностью 10-50 см2/мин. Шероховатость покрытия по параметру среднего арифметического отклонения Ra= 2,5-0,32 мкм.
Пример. Проводилось покрытие образца стали У10А, термообработанного до твердости 55 - 60 НРСэ. В качестве легирующего электрода применялся сплав феррохром. Использовалась акустическая система мощностью 1,0 кВт с частотой продольных колебаний 18 кГц и амплитудой 80 мкм. Усилие статического прижима легирующего электрода к обрабатываемой поверхности детали 1,0 кгс, энергия искровых разрядов 0,05 Дж. Величина напряжения генератора постоянного импульсного тока 70 В. Для выбранной энергии искровых разрядов и частоты ультразвуковых колебаний установлено оптимальное соотношение между частотой ультразвуковых колебаний и частотой следования импульсов постоянного тока, равное 12. Пороговое значение смещения ультразвуковых колебаний равно 10 мкм. При указанных параметрах было нанесено покрытие толщиной 300 мкм с шероховатостью Ra = 0,63 мкм и сплошностью слоя 98%. Микротвердость слоя 800-900 кгс/мм2. Производительность нанесения покрытия 25 см2/мин. Слой - равномерный, с большим количеством мелкодисперсных карбидов, интерметаллидов и других кристаллических и аморфных фаз. Слой - без следов прижогов и выгораний.
Использование данного способа электроискрового легирования позволяет повысить производительность процесса нанесения покрытия, улучшить качество покрытия и увеличить его толщину, сплошность и твердость.
Износостойкость газораспределительных валов тракторов, рабочие части которых были покрыты сплавом феррохром по предлагаемому способу, возросла в среднем в 4-5 раз. Стойкость некоторых удерживающих инструментов возросла в 6 - 7 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2074796C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2093323C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2132407C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
Изобретение относится к электроэрозионным методам обработки и может быть использовано для повышения износостойкости, коррозионной стойкости деталей машин и инструментов. На легирующий электрод накладывают ультразвуковые колебания. Импульсы постоянного тока для возбуждения искровых разрядов подают на траектории сближения электрода с деталью в моменты снижения величины смещения ультразвуковых колебаний электрода до порогового значения. Устройство содержит акустическую колебательную систему с легирующим электродом на конце и генератор возбуждающего электрического тока акустической системы. Положительный полюс генератора постоянного импульсного тока соединен с легирующим электродом, а отрицательный -с обрабатываемой деталью. Перед легирующим электродом устанавливают датчик с сигналом, пропорциональным величине смещения ультразвуковых колебаний электрода. Датчик соединен последовательно через блок транзисторного ключа, блок дифференцирования прямоугольных импульсов и делитель частоты с генератором постоянного импульсного тока. Указанным способом получают покрытия с толщиной слоя до 500 мкм с производительностью 10 - 50 см2/мин и шероховатостью слоя по параметру среднего арифметического отклонения Ra = 2,5 - 0,32 мкм. 2 с. и 2 з.п.ф-лы, 2 ил.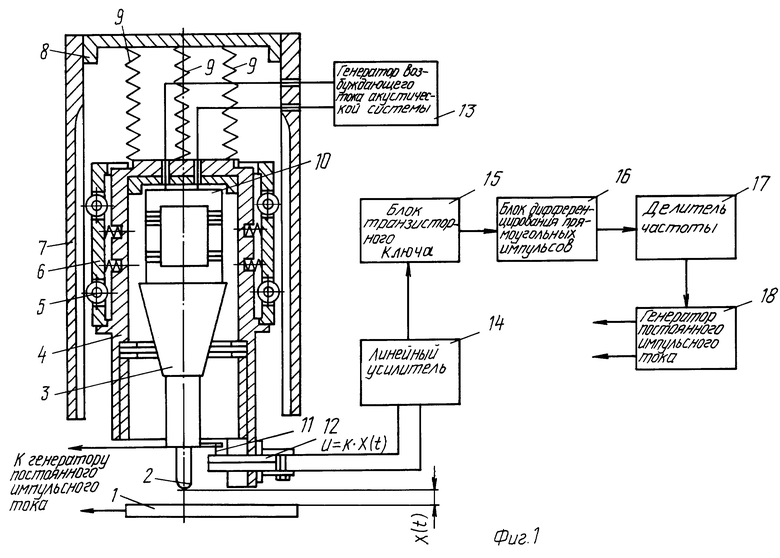
| Способ электроэрозионного легирования | 1983 |
|
SU1126402A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| DE 3530249 A1, 26.02.1987 | |||
| ПРЕОБРАЗОВАТЕЛЬ СИЛОВОГО ВОЗДЕЙСТВИЯ В ПНЕВМАТИЧЕСКИЙ СИГНАЛ | 0 |
|
SU292081A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
