Изобретение относится к полимерному машиностроению, в частности к технологии изготовления поршневых колец из фторопласта
/
Цель изобретения - снижение трудоемкости изготовления кольца, расхода материала и повышения надежности уплотнения ъ работе.
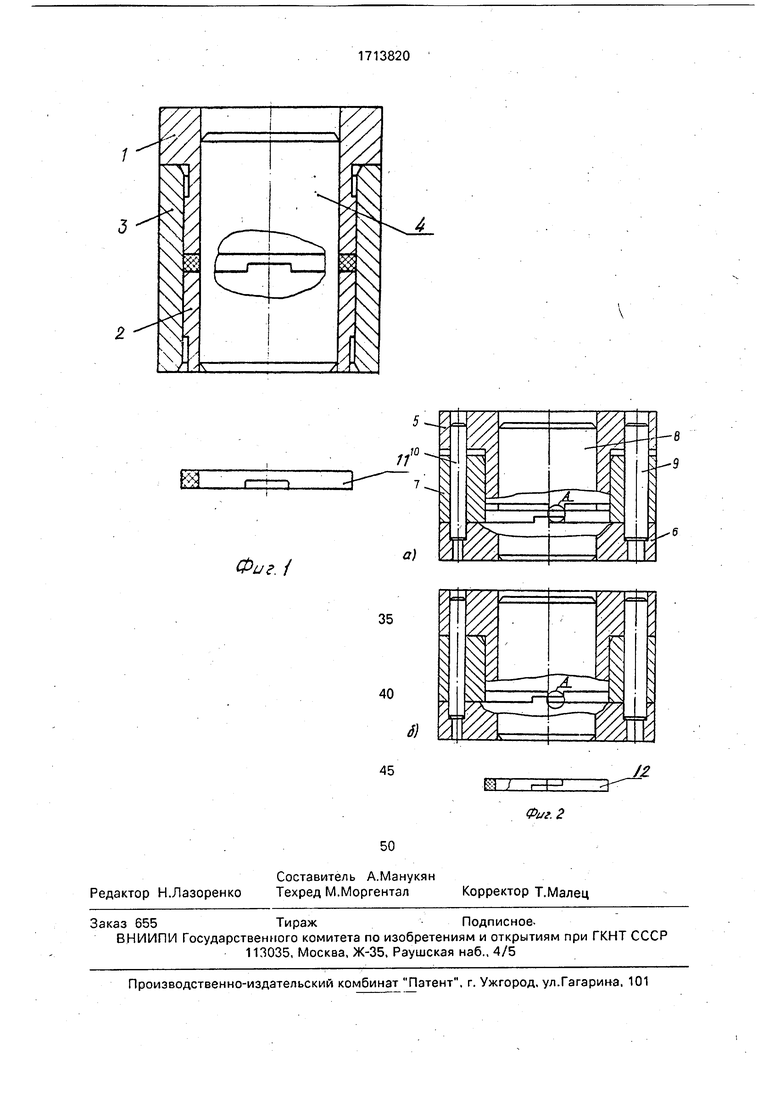
На фиг.1 показана пресс-форма для изготовления заготовки; на фиг.2 - прессштамп для формования изделия.
Пресс-форма состоит из пуансонов 1 и 2. матрицы 3 и знака 4. Пресс-штамп (фиг.2) состоит из пуансонов 5 и 6, матрицы 7, знака 8, направляющих колонок 9 и 10.
Способ осуществляется следующим образом.
Порошок помещают в пресс-форму (фиг.1), которая имеет выступ, поэтому в заготовке 11 формируется паз прямоугольной формы, длина которого равна двойной длине ступени замка кольца, а глубина - высоте ступени замка, причем размеры пресс-формы выбраны с учетом того, что длина окружности заготовки больше длины окружности поршневого кольца на ширину замка с учетом усадочных свойств материала. Далее заготовку 11 спекают в электропечи при 380°С в вакууме с целью исключения возможности окисления наполнителя и термодеструкции полимера в поверхностном слое заготовки 11. Скорость подъема температуры 120°С/ч. Выдержка при 380°С составляет 10 мин на 1 мм наименьшей длины в сечении заготовки. Охлаждают заготовку вместе с печью.
Далее заготовку помещают в прессштамп (фиг.2) таким образом, чтобы выступ пуансона 6 входил в паз за отовки 11 (фиг.2а). Затем пресс-штамп с заготовкой нагревают до температуры 240г260°С и нагружают давлением 15-18 МПа(фиг.2б). Под действием температуры и давления элемента А заготовки 11 (фиг.2а) деформируется и принимает требуемое положение (готовое поршневое кольцо 12).
Давление деформирования выбиралось в диапазоне, ограниченном С одной стороны наименьшим давлением, обеспечиваю-, щим полное формообразование замка, а с другой стороны давлением, под действием которого после окончания полного формообразования на кромках изделия в местах сопряжения формующих деталей наблюдалось образование облоя.
Температура формообразования выбиралась с учетом того, что изделие (поршневое кольцо) должно работать в зоне температур (140-160°С) и чтобы избежать активной термоокислительной деструкции полимера (для фторопласта это 280°С и выше),
Данный способ позволяет значительно снизить трудоемкость изготовления поршневого кольца, так как ступенчатый замок этого кольца оформляется в пресс-штампе способом, не требующим впоследствии механической обработки, а точность и качество рабочих поверхностей замка обеспечивается оснасткой. При этом деформирование материала в области замка в осевом направлении будет вызывать остаточные напряжения, которые в процессе эксплуатации детали в условиях повышенных температур будут способствовать стремлению ступени замка, образованной деформированием части заготовки, вернуться в прежнее положение (эффект памяти формы полимеров).
В результате произойдет смыкание рабочих поверхностей ступеней замка и значительно уменыЬатся перетечки через замок рабочей среды, что существенно повысит работоспособность и надежность уплотнения.
Формула и зобретеи и я
1.Способ изготовления поршневых колец из полимерных композиционных материалов на основе фторопласта, включающий изготовление кольцевой заготовки методом прессования с заданными для готового кольца размерами, спекание и формование замка, отличающийся тем, что, с целью снижения трудоемкости изготовления кольца, расхода материала и повышения надежности уплотнения в работе, заготовку изготавливают с одного из торцов с прямоугольнь1м пазом, длина которого равна двойной длине ступени замка, глубина - высоте ступени, а формование замка кольца осуществляют в пресс-штампе путеМ смещения материала одной половины перемычки в зоне дна прямоугольного паза заготовки относительно второй ее половины вдоль образующей к противоположному торцу кольцевой заготовки.
2.Способ по п.1,отличающийся тем, что формование замка осуществляют в пресс-штампе при температуре 240-260°С и давлении 15-18 МПа,,а после формования производят охлаждение под давлением до комнатной температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2216422C2 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
Изобретение относи/тся к полимерному машиностроению, в частности к технологииизготовления поршневых колец из фторопласта. Цель изобретения - снижение трудоемкости изготовления кольца, расхода материала и повышение надежности уплотнения в работе. Для этого заготовку изготовляют с одного из торцов с прямоугольным пазом, длина кбторого равна двойной длине ступени замка, глубина - высоте ступени, а формование замка кольца осуществляют в пресс-штампе путем смещения материала одной половины перемычки в зоне дна прямоугольного паза заготовки относительно другой ее половины вдоль образующей к противоположному торцу кольцевой заготовки. 1 з.п.ф-лы, 2 ил.СОс
Фиг. /
1-8
д)
| Способ изготовления поршневых колец | 1981 |
|
SU1031713A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
