Известные трех- и четырехвалковые станки для гибки стального листа в трубы под сварку сложны, тяжелы и расходуют большое ко.чичество электроэнергии.
Универсальные гибочные вальцы не обеспечивают точности и правильного формообразования нахлеста по трубе.
Особенностью предлагаемого закатного станка для гибки листа в трубу является то, что в нем используются только два валка, причем один из них работает как оправка и определяет диаметр и длину , а другой валок - нажимной - выполняет операцию закатки листа в трубу.
Такое выполнение станка упрощает производство коротких труб и обеспечивает точность загибки их, параллельность стыка под сварку и прямолинейность торцов.
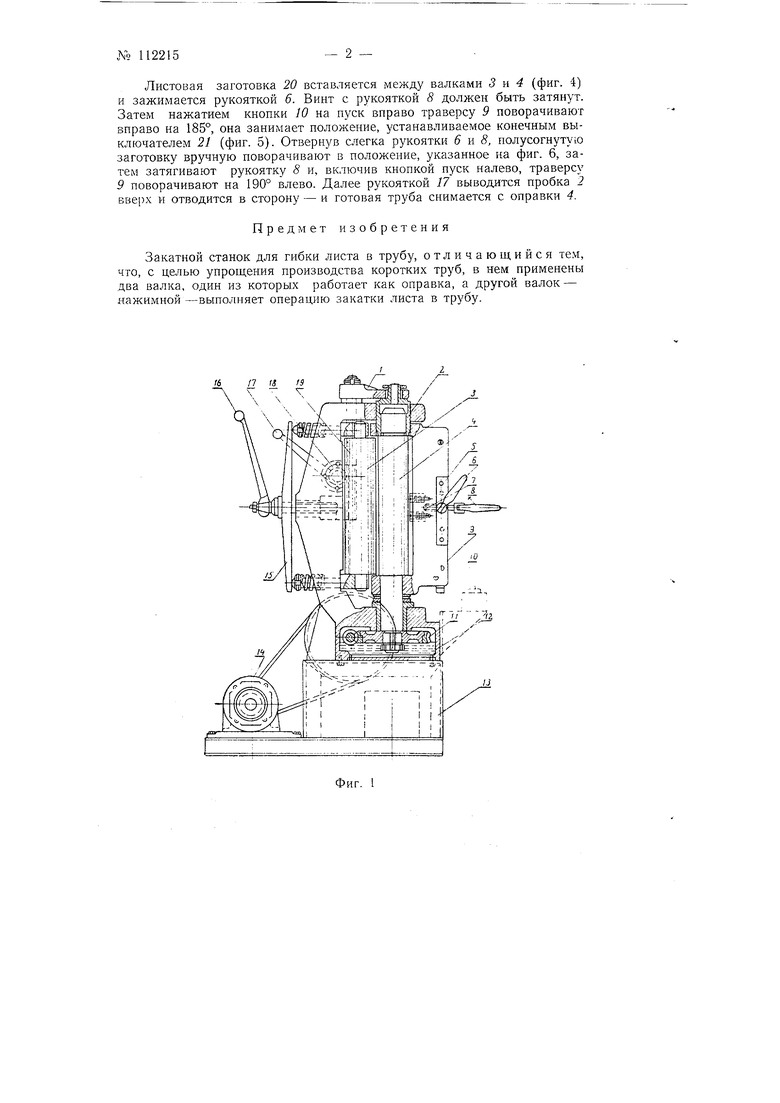
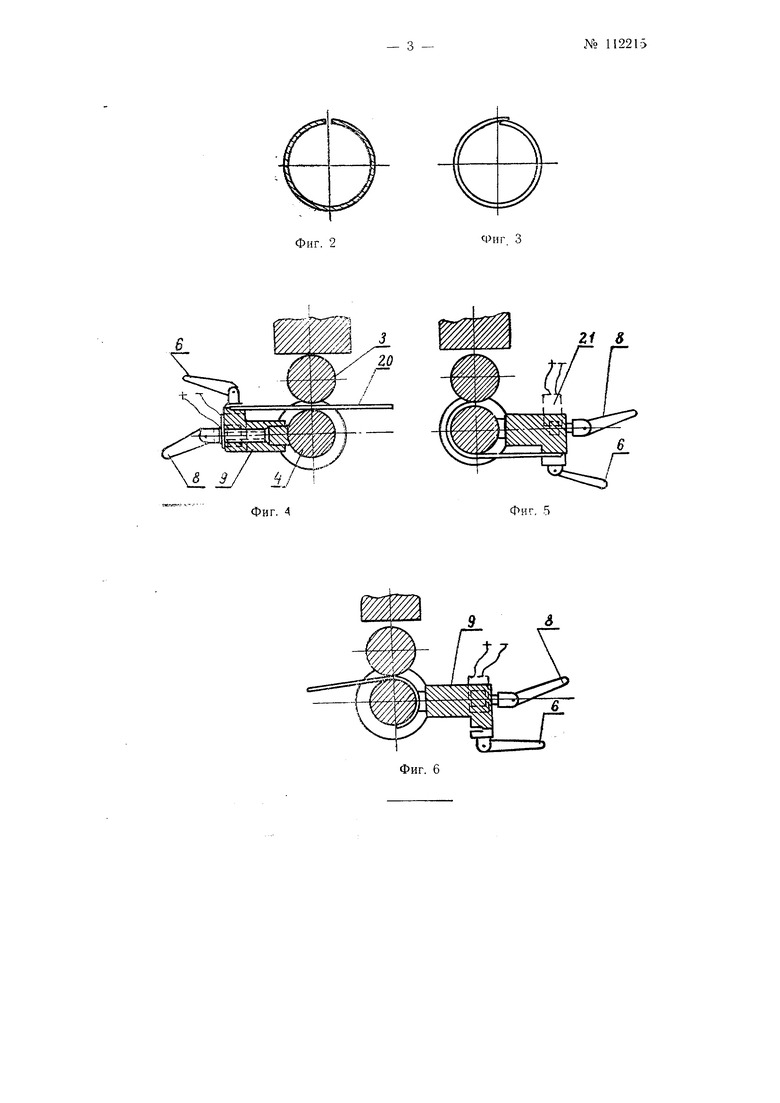
На фиг. 1 показан общий вид закатного станка; на фиг. 2 и 3 - сечення труб под стыковую и щовную электросварку внахлестку; на фиг. 4, 5 и 6 - различные положения формирования трубы из листовой заготовки.
Станок / состоит из опорной рамы 18, корпуса 12, валка-оправки 4, нажимного валка 3, червячной передачи 11 и электромотора 14.
Оправка 4 имеет возможность поворачиваться от электромотора 14 с помощью червячной передачи 11. На оправке 4 установлена свободно поворачивающаяся траверса 9, служащая для закрепления листовой заготовки с помощью колодки 7, винта с рукояткой 8 и планки 5 с винтом и рукояткой 6.
Нажимной валок 3 предназначен для прижима листового материала к оправке 4.
Равномерное давление нажимного валка 3 на оправку 4 осуществляется рукояткой 16 с помощью пружинной планки 15.
Для снятия готовой трубы с оправки 4, пробка 2 поднимается рукояткой 77 через валик-щестерню 18 и рейку 19.
Листовая заготовка 20 вставляется между валками 3 н 4 (фиг. 4) и зажимается рукояткой 6. Винт с рукояткой 8 должен быть затянут. Затем нажатием кнопки 10 на пуск вправо траверсу 9 поворачивают вправо на 185°, она занимает положение, устанавливаемое конечным выключателем 21 (фиг. 5). Отвернув слегка рукоятки 6 к 8, полусогнутую заготовку вручную поворачивают в положение, указанное на фиг. 6, затем затягивают рукоятку 8 и, включив кнопкой пуск налево, траверсу 9 поворачивают на 190° влево. Далее рукояткой 17 выводится пробка 2 вверх и отводится в сторону - и готовая труба снимается с оправки 4.
Предмет изобретения
Закатной станок для гибки листа в трубу, отличающийся тем, что, с целью упрощения производства коротких труб, в нем применены два валка, один из которых работает как оправка, а другой валок - нажимной -выполняет операцию закатки листа в трубу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Валковая листогибочная машина | 1990 |
|
SU1750781A1 |
| Листогибочная машина для изготовления труб намоткой | 1976 |
|
SU566648A2 |
| Листогибочная машина для изготовления труб намоткой | 1973 |
|
SU501805A1 |
| Копировально-гибочный прокатный станок для листового материала и,в частности, для частей обшивки самолета | 1947 |
|
SU84913A1 |
| Станок для изготовления конических обечаек | 1977 |
|
SU732048A1 |
| Трехвалковая листогибочная машина | 1982 |
|
SU1045980A1 |
| Машина для изготовления трубНАМОТКОй | 1978 |
|
SU795622A1 |
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| Станок для многозначного клеймения | 1957 |
|
SU109664A1 |
Zi 8
Фиг, 5