Известны устройства для клеймения порядков1:1м нсмерол, состоящие из набора клейм, устанавливаемых па поверхности, подлехсащей клеймению. Путем ударов но клеймам бойком наносятся знаки клейм на эту поверхность.
Особенность предлагаемого станка в наличии в нем механизма, подающего клейма на одну и ту же рабочую позицию посредством радиально расположенных в одной плоскости рычагов, несущих клейма в сочетании с шаговой подачей изделий, подвергающихся клеймению. Предлагаемый станок дает возможность осуществлять многозначное клеймение с любым сочетанием имеющихся клейм в любой последовательности, а таюке производить после клеймения гибку литейных скоб. Механизм подачи клейм работает подобно пишущей машинке.
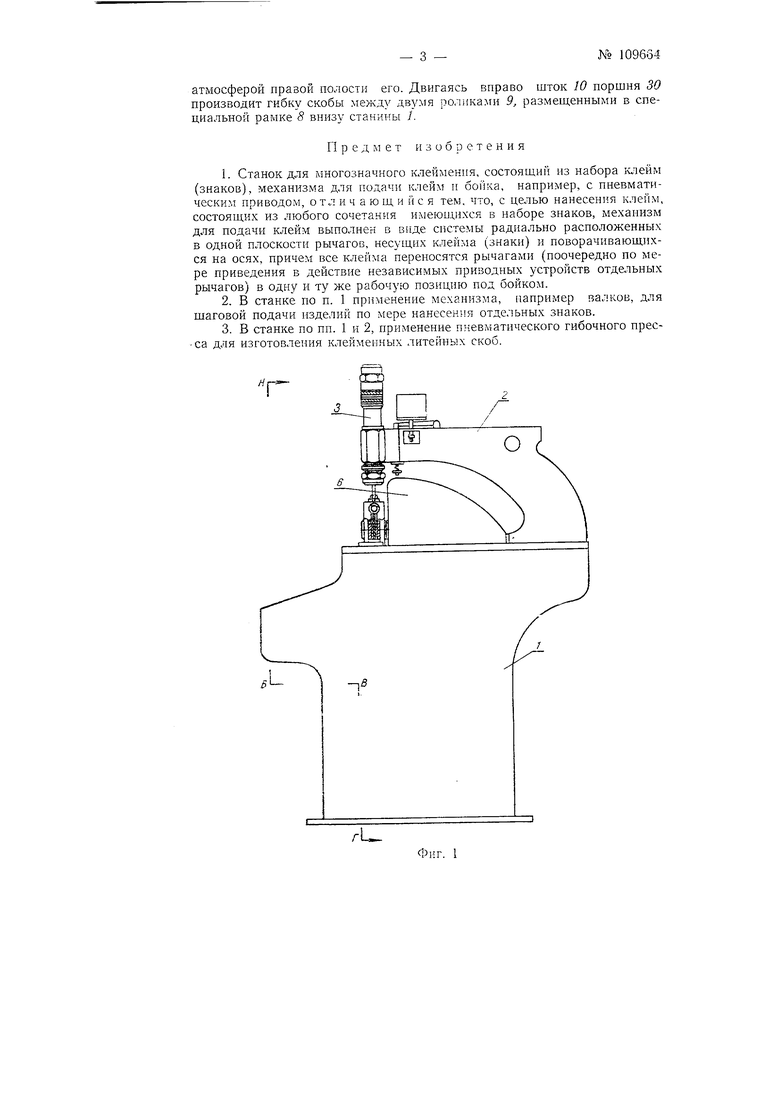
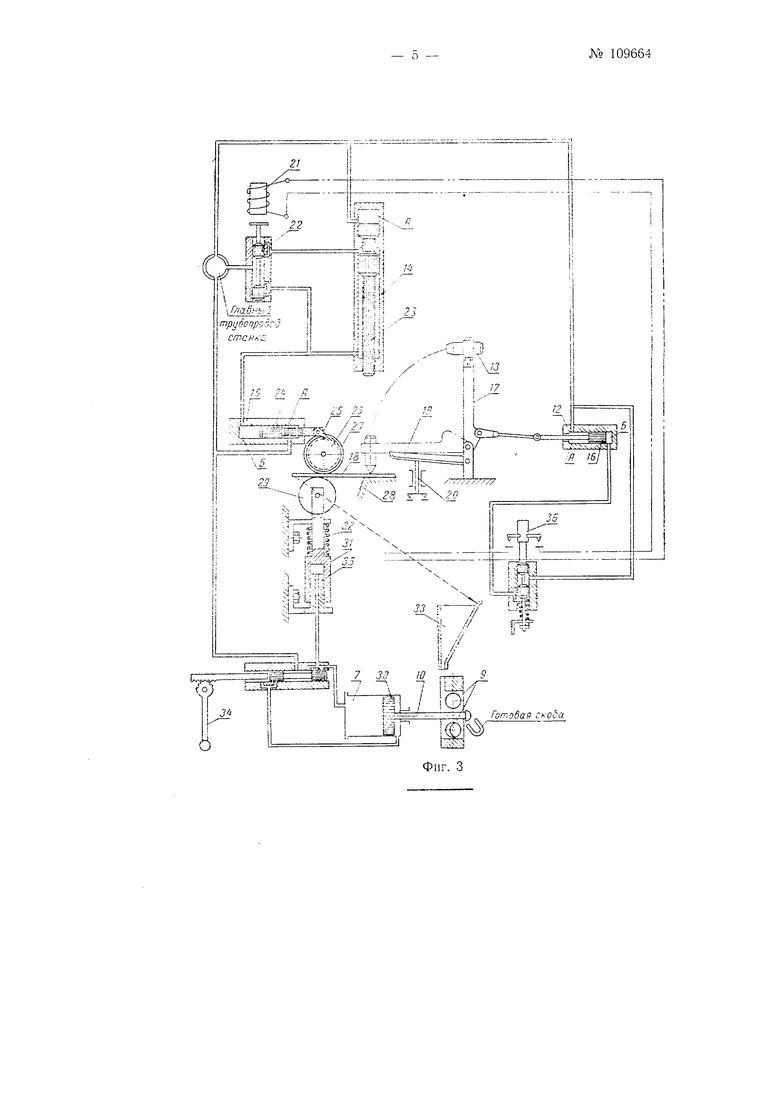
Па фиг. 1 изображен вид станка сбоку; на фиг. 2 - разрез на АБВГ на фиг. 1; на фиг. 3 - принципиальная схема пневматической и электрической части станка.
Па станине / станка на специальном кронштейне 2 закреплен пневматический молоток 5 с золотником и электромагнитом и механизм 4 подачи заготовки при клеймении.
В верхней части станины расположен узел кнопок с золотниками 5. причем на верхней панели выведены клавиши кнопок с надписями, соответствующими знаку, который наносится на изделие клеймолт при нажатии клавиша.
Под кожухом 6 размещены механизмы подачи клейм.
В нижней части станины находится гибочный нневматический цилиндр 7 и рамка 8 с двумя роликами 9, между которыми штоком 10 производится гибка литейной скобы // из полоски.
Процесс клеймения осуществляется следующим образом.
При открытии главного вентиля сжатого воздуха в полости А цилиндра 12 подачи клейма 13, цилиндра 14 бойка и цилиндра 5 шаговой подачи изделия поступает воздух и приводит механизм в исходное поло№ 109664- 2 -
жение. Давление в полостях А всех цилиндров сохраняется в течение всего времени работы станка.
При нажатии на клавиши 36 кнопки-золотника сжатый воздух по трубе поступает в рабочую полость Б цилиндра 12 подачи клейма 13 и, так как площадь поршня больше в полости Б, чем в полости Л, приводит поршень 16 в движение, в результате которого рычаг 17 подает клеймо 13 на заготовку 18.
При постановке клейма 13 на заготовку 18 рычаг 17 нажимает через рычаг 19 кнопку 20 и включает электромагнит 21, который притягивает к себе зо.ютник 22 пневматического молотка 3, после чего боек 23 наносит удар по клейму 13.
При возврате в исходное положение клавиши 36 перекрывается доступ сжатого воздуха в полость Б цилиндра 12 подачи клейма 13 и открывается выход сжатого воздуха из полости Б в атмО|Сферу. Действующий в полости /1 постоянный подпор сжатого воздуха возвращает шток с поршнем 16 в исходное положение.
В это же время происходит разрыв электрической цепи, отключение электромагнита, возврат в исходное положение золотника 22 пневматического молотка 3 и подъем вверх бойка 23.
Механизм подачи клейм имеет четырнадцать клейм и, следовательно, четырнадцать рычагов, поршней и цилиндров при одном пневматическом молотке 5.
Благодаря расположению рычагов с клеймами по дуге и соответствующей форме рычагов все клейма подаются на одну и ту же рабочую позицию под боек 23.
Механизм шаговой подачи заготовки работает следующи.м образом. В момент удара молотка полость Б цилиндра 15 механизма шаговой (Юдачи заготовки и нижняя полость цилиндра 14 пневматического молотка сообщаются с атмосферой. При возврате бойка 23 пневматического молотка вверх полости Б обоих указанных цилиндров 14 и 15 находятся под давлением сжатого воздуха, что заставляет поршень 24 механизма шаговой подачи двигаться вправо и с по мощью собачки 25 и храпового колеса 26 повернуть валок 27 так, что заготовка 13, зажатая между наковальней 28, ниж:ним нажимным валком 29 и валком 27 продвигается на 9 мм, т. е. на размер ширины клейма.
Работа механизма скобы после клеймения происходит следующим образом.
После того, как тга заготовке скобы нанесен требуемый условный помер, производится поворот рукоятки золотникового крана зп)аво.
Сжатый воздух поступает в правую полость цилиндра 7 и отводит поршень 30 влево.
Прекращается доступ сжатого воздуха в цилиндр 31 нодъе: 1а нижнего нажимного валка 29 механизма шаговой подачи заготовки 8. Полость указанного цилиндра сооби ается с атмосферой и под действием пружины 32 нижний нажимной валок 29 опускается вниз и освобождает заготовку 18.
Освобожденная заготовка сталкивается вручную операторо.м при помощи следующей заготовки в направляющий желоб 33 и попадает под щток 10 поршня 30 гибочного пневматического цилиндра 7 в тот момент, когда он .,хится в крайнем левом положении. После возврата рукоятки 34 золотликового крана в исходное положение (влево), происходит, во-первых, подача сжатого воздуха через поршень 35 в цилиндр 31 нижнего нажимного валка 29 механизма шаговой подачи заготовки и зажим вновь вложенной заготовки; во-вторых, подача сжатого воздуха 3 левую полость гибочного пиевматического цилипдра 7 и сообщение с
атмосферой правой полости его. Двигаясь вправо шток 10 поршня 30 производит гибку скобы между двумя ро;11Пч:ами 9, размещенными в специальной рамке 8 внизу станины /.
Предмет изобретения
1.Станок для многозначного клеймения, состояш,ий из набора клейм (знаков), механизма для подачи клейм и бойка, например, с пневматическим приводом, о т л и ч а ю ш, и и с я тем, что, с целью нанесения клейм, состояш,их из любого сочетания имеюи ихся в наборе знаков, мехапизм для подачи ютейм выполнен в виде системы радиально расположенных в одной плоскости рычагов, несущих клейма (знаки) и поворачивающихся на осях, причем все клейма переносятся рычагами (поочередно по мере приведения в действие независимых приводных устройств отдельных рычагов) в одну и ту же рабочую позицию под бойком.
2.В станке по п. 1 применение механизма, иапример вал1чов, для шаговой подачи изделий по мере нанесения отдельных знаков.
3.В станке по пи. 1 и 2, применение пневматического гибочного пресса для изготовлеиия клейменных литейных скоб.
П
Разрез no КЕВГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический одноударный молоток | 1990 |
|
SU1805026A1 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ | 1992 |
|
RU2015767C1 |
| Устройство для ударного клеймения изделий | 1991 |
|
SU1814573A3 |
| Автоматическое устройство для клеймения | 1989 |
|
SU1712025A1 |
| Устройство для клеймения деталей | 1975 |
|
SU521962A2 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Устройство для ударного клеймения изделий | 1988 |
|
SU1613216A1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И РАЗМЕТКИ ДЕТАЛЕЙ | 1967 |
|
SU216469A1 |

en C QAOQ . g)&®l&® S ® &&®®© &
RM 23iS67d3 о-запас
r
p-B bsMlj
