Копировально-гибочный станок относится к оборудованию, предназначенному для изгибания заготовок, изготовляемых из листового материала, в частности, деталей обшивки самолетов.
Прокатно-гибочные станки для листового материала и, в частносги, для частей обшивки самолетов, снабл енные тремя формующими валками, один из которых может в процессе работы непрерывно изменять свое положение при помощи копирного устройства п пневматических приводов, известны.
Однако известные станки сложны по своей конструкщп, кроме того, на них нельзя производить гибку частей обшивки современных самолетов, обладающих малыми радиусами изгибов.
Предлагаемый станок этих недостатков не имеет. Это достигается нуте.м применения двухстороннего привода для валков мллых диаметров и больщой длины при прокатывании элементов общивки с малыми радиусами изгиба. С целью осуществления удобного съема готовых изделий с гибочного валка при малом радиусе изгиба, передвижная в вертикальном направлении траверса, несущая гибочный валок, вынолнена в своем верхнем положении поворотной относительно оси, параллельной оси валка.
Прямолинейные направляющие для вертнкалыюго перемещения траверсы в своей верхней части выполнены изогнутыми под соответствующим углом.
Постели опорных валков своими установочными поверхностями установлены одна над другой.
Кулисы применены для управления двил ениямн траверс.
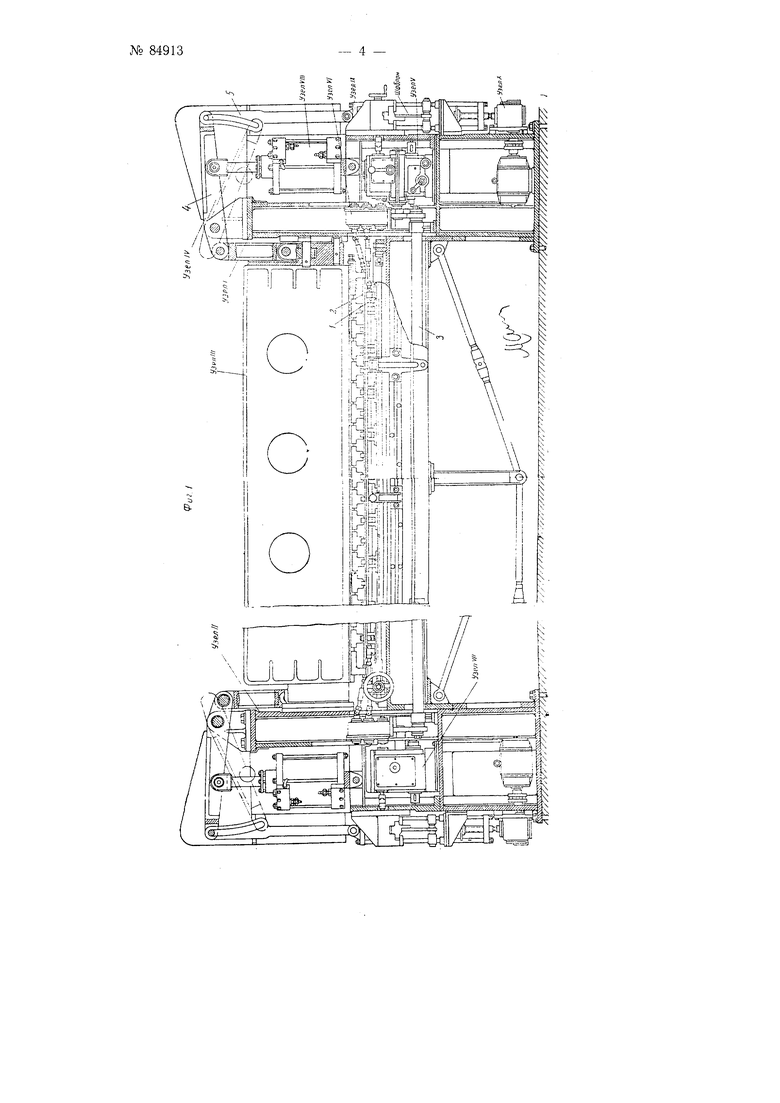
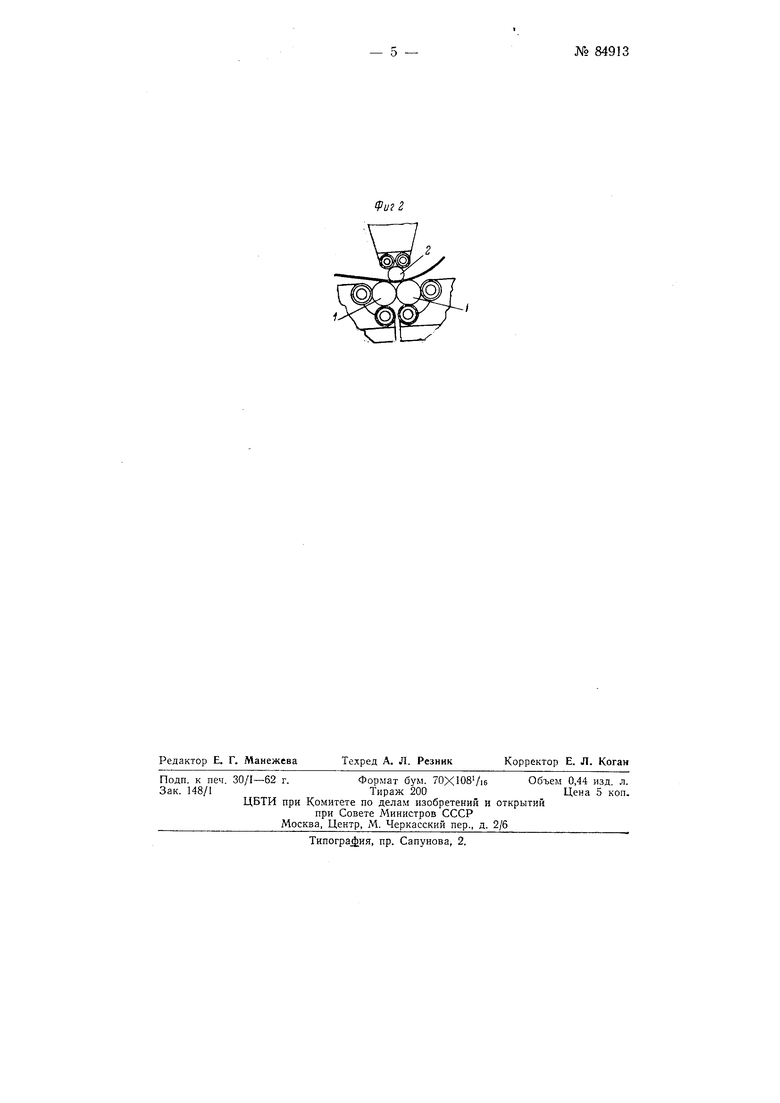
На фиг. 1 изображен общий вид копировально-гибочного прокатного станка; на фиг. 2 - поперечный разрез станка по валкам.
Основной частью стайка, формующей лист, являются валки, из которых нижние / опорные. Они не меияют своего положения по вертикали, по могут раздвигаться параллельно или под углом один к другому на специальных постелях. Третий же валок 2 в процессе работы может
.N984913
непрерывно изменять свое положение прп помощи коппрного устройства. Станок допускает смену валков. Когда требуется получпть длинные ЭоТементы, обшивку е малым радиусом изгиба, устанавливают валки малых диаметров и большой длины и применяют двухсторонний привод, осупдествляемый от электромоторов через редуктор, систему шестеренчатых передач, заключеппых в узлах V, VI и Vfl (рис. 1) и вала о, распо.тожеииого внутри стайка, для согласования привода с обоих концов. Кривизну формуемого ;шста изменяют путем опускания или верхн.его валка 2, а конусность - путем непараллельной установки нижних валков /.
Прогиб листа осуш.еетвляетея верхним валком, прижимаемым пневматическим Прпводом, изображенным в узле V/// {рис. 1). Поршепь узла Vllf и рычаг 4 узла IV прижимают верхнюю траверсу {узел ///) с монтированным на ней валком 2 к изгибаемому листу. Для поворота траверсы в ее верхнем положении ее направляющие для вертиксилг лоп) HepeMenieiiiiH имеют изгиб под соответствуюш,им углом. Пневматические приводы верхнего валка имеются в ста1н е с каждой стороны в узлах / и //. Рычаг 4, прижимающий верхний валок к листу, сопряжен на другом конце с копирным роликом в узле IX, который, обкатываясь iio шаб;:оиу, обеспечивает требуемый прогиб листу. Шаблоны копира закреплены на зубчатых рейках е каждой стороны станка, а рейки сцепляются е шестернями валков и движутся согласованно с ними. При работе без шаблона ограничение перемещеиия верхней траверсы и нрогиба листа осуществляется заключенным в узле X червячным виитом регу.чятора, приводимым во вращение электромотором и удерживающим копирный ролнк. Для автоматического отключения копирных устройств от траверсы при ее вертикальном холостом ходе сопряжение рычагов 4 с коппрами осущеетвлено через посредство кулис 5.
Для удобства снятия готового отформированного листа е гибочного валка 2 при малом радиусе изгиба траверса, могущая двигаться вертн1С1Льпо и несущая гибочный валок, может также и поворачиваться вокруг оси, параллельной оеи валка. Нижние опорные валки / монтированы на станине ири посредстве постелей. Для увеличения жесткости постелей они монтировань своими установочными поверхностями одиа на другой, а для ирохода валковых оиор нижней постели при раздвигании валков верхняя постель снабжена окнами.
Пред м е I и 3 о б р е т е н и я
1.Копировальпо-гибочный прокатный станок для листового материала и, в частности, для частей обшивки самолетов, снабженный тремя формуюшими валками, один из которых может в процееее работы непрерывпо изменять свое положение при помон.1.и копирного уетройетва и пневматических приводов, отличающийся тем, что, е целью обеенечеиия возможности примеиения валков малых диаметров и большой длины при прокатывании э.тементов обцсивки с малыми радиусами изгиба, валкн снабжены двухеторонним приводол.
2.Форма выиолпения копировально-гнбочиого станка по н. 1, отличающаяся тем, что, с целью осуществления удобного съема готовых изделий с гибочного валка при малом радиуее изгиба, передвижная в вертикальном нанравлении траверса, несущая гибочный валок, выполнена в евоем верхнем положении поворотной от 1осите.. оси, параллельной оси валка.
3.Форма выполнения копировальпо-гибочного станка по п. 2, отличающаяся тем, что, с целью поворота траверсы в ее верхнем
положении, прямолинейные направляющие для вертикального перемещения траверсы в своей верхней члсти выполнены изогнутыми под соответствующим углом.
4.Форма выполнения копирозалыю-гнбочного станка по пп. 1, 2 и 3, отличающаяся тем, что, с це.тью увеличения жесткости постелей опорных валков, они своими установочными поверхностями расположены одна на другую, причем верхняя постель снабжена окнами для прохода валковых опор нижней постели.
5.Форма выполнения копировально-гибочного станка по пп. 1, 2, 3 и 4, отличающаяся тем, что, с целью автоматического отключения копирных устройств от траверсы при се вертикальном холостом ходе, для сопряжения копирных устройств с рычагами, управляющими движениями траверсы, применены кулисы.
3 -№ 84913
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ВАЛКОВЫМ ГИБОЧНЫМ СТАНКОМ ДЛЯ НЕПРЕРЫВНОЙ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2497620C2 |
| Валковый гибочный листовой станок | 1957 |
|
SU116035A1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| СТАНОК ДЛЯ НЕПРЕРЫВНОЙ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ С ЗАДАННЫМИ РАДИУСАМИ | 2010 |
|
RU2448798C2 |
| Станок для гибки листов из термопластичного материала | 1980 |
|
SU939233A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Станок для гибки труб | 1991 |
|
SU1817719A3 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| Устройство для гибки заготовок | 1979 |
|
SU878390A1 |