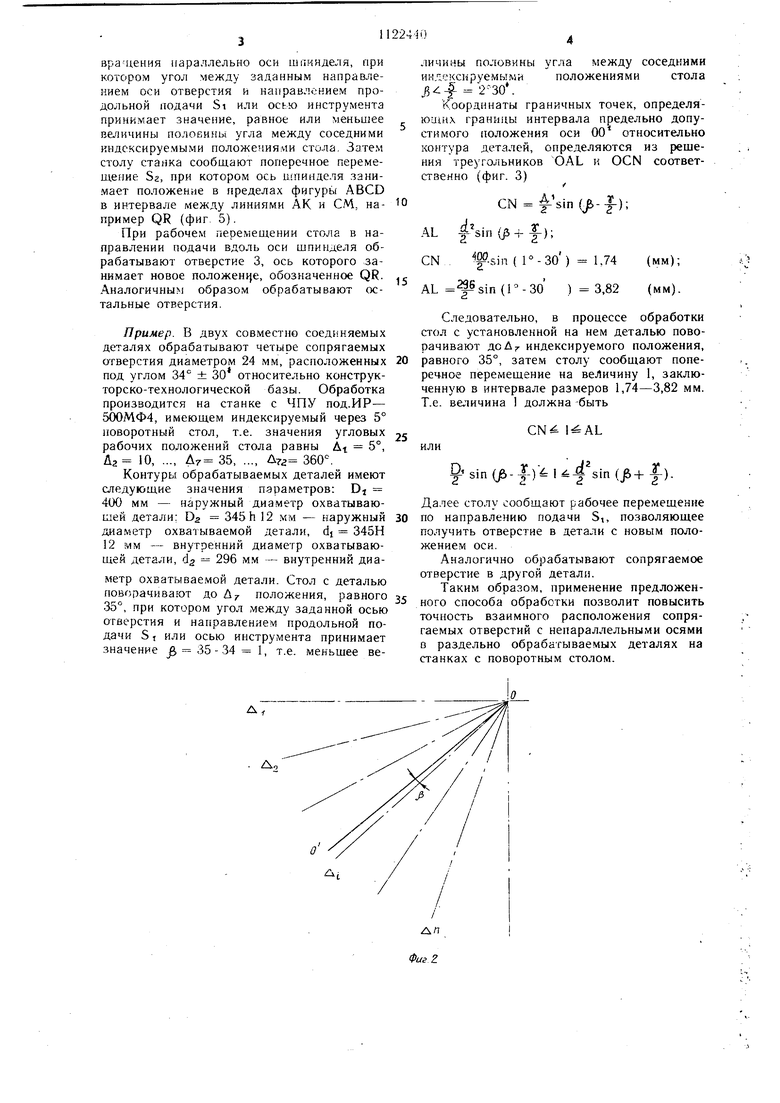
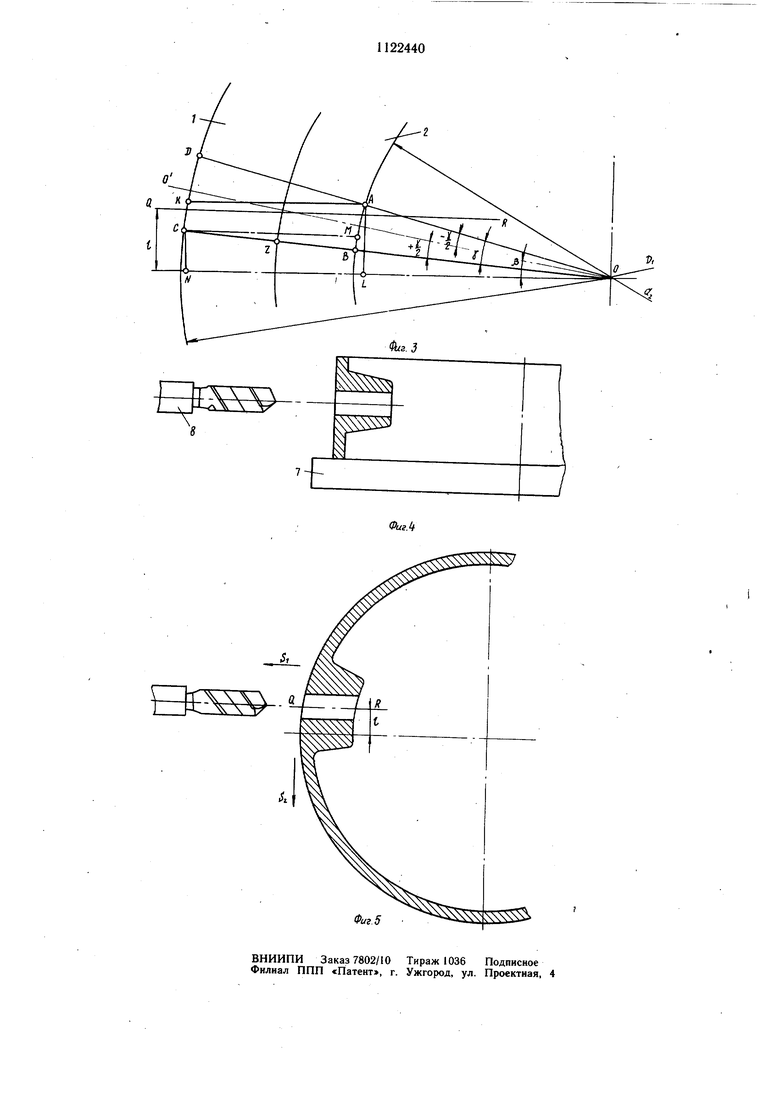
Изобретение относится к области обработки металлов резанием и может быть использовано для получения отверстий в раздельно обрабатываемых деталях, предназначенных для сопряжения. Известен способ обработки отверстий с непараллельными осями, при котором деталь устанавливают на индексируемом столе станка с радиальным смещением относительно оси его поворота и поворачивают стол до совмещения оси обрабатываемого отверстия с осью инструмента 1. Недостатком известного спсоба является невысокая точность взаимного расположения отверстий в раздельно обрабатываемых деталях. Цель изобретения - повыщение точности взаимного расположения отверстий в раздельно обрабатываемых деталях. Эта цель достигается тем, что согласно способу обработки отверстий с непараллельными осями, при котором деталь устанавливают на индексируемом столе станка с радиальным смещением относительно оси его поворота и поворачивают стол до совмещения оси обрабатываемого отверстия с осью инструмента, индексируемый стол с деталью поворачивают вокруг оси в рабочее положение, при котором угол между направлением оси обрабатываемого отверстия и направлением продольной подачи инструмента не больше величины половины угла между соседними индексируемыми положениями стола , и сообщают последнему перемещение в плоскости, перпендикулярной направлению продольной подачи инструмента на величину, определяемую зависимостью sin (-.-f ) (+ -Р) , где t - величина перемещения стола в плоскости, перпендикулярной оси инструмента; Dt - наружный диаметр охватывающей сопрягаемой детали; d, -внутренний диаметр рхватывае мой детали; Р) -угол между направлением оси обрабатываемого отверстия и индексируемым положением стола; / -угловой допуск заданного поло жения оси отверстия. На фиг. 1 изображены контуры сопрягаемых деталей в плоскости, проходящей через ось отверстий параллельно плоскости стола; на фиг. 2 - расположение оси отверстий относительно угловых рабочих положений стола; на фиг. 3 - номинальное и предельно допустимые положения оси отверстий относительно их контура в деталях; на фиг. 4 - схема, поясняющая предлагаемый способ с расположением детали в вертикальной плоскости; на фиг. 5 - то же. с расположением детали в горизонтальной плоскости. В раздельно обрабатываемых деталях i и 2 растачивают отверстия 3, 4 и 5, 6. по которым детали сопрягаются при сборке. Номинальные положения осей отверстий 3 и 4 совпадают и выражаются оОщей лкнкей 00 , положение которой относительно угловых рабочих положений стола станка OAj., Ouj,...,OAi ,...0urt обозначено углом. Угол В всегда меньше величины, равной половине утла между соседними рабочими положениями стола. Предельные положения оси 00 при отрицательном и положительном значении углового допуска обозначены линиями OD и ОС соответственно. В фигуре ABCD точки А, в, с и D являются граничными, определяющими предельно допустимые положения оси ОО относительно контура отверстий в деталях 1 и 2 в плоскости, проходящей через ось 00 параллельно йлоскости стола 7. Следовательно, собираемость деталей обеспечивается при нахождении оси 00 сопрягаемых отверстий в пределах фигуры ABCD. Собираемость деталей обеспечивается как в спучаях прохождения оси 00 через центр деталей (точку 0), например в детали 1 ось 00 выполнена на пределе отрицательного значения углового допуска (линия OD), а в детали 2 -- на пределе положительного значения углового допуска (линия OZ), а также при произвольном положении оси 00 в пределах фигу-ры ABCD, т.е. ось 00 (фиг. 3) может не проходить через центр деталей 1 и 2. Случаи предельного расположения оси 00, обеспечивающие собираемость деталей, .могут быть: ось 00 проходит через BD и АС. В связи с тем, что номинальное положение оси 00 не совпадает с угловым индексированным положением стола станка, получить заданное положение оси 00, проходящее через точку О, на станках с индексируемым столом затруднительно. Наиболее простым техническим решением является получение нового положения оси 00, параллельного оси инструмента 8 и направлению продольной подачи S стола. Как.: указывалось, условия собираемости деталей будут выдержаны при новом положении оси 00 в пределах фигуры ABCD, а именно при положении оси 00 параллельном оси шпинделя и направлению продольной подачи в пределах фигуры ABCD, т.е. в интервале линий АК и СМ, где АК - отрицательное новое продольное положение оси 00, СМ - положительное новое предельное положение оси 00. Стол станка с установленной на нем деталью поворачивают до совмещения Ai.-го индексируемого рабочего положения стола с плоскостью, проходящей через |ентр его
вра-цения параллельно оси шпинделя, при котором угол между заданным направлением оси отверстия и направлением продольной подачи Si или осью инструмента принимает значение, равное или меньшее величины половины угла между соседними индексируемыми положениями стола. Затем столу станка сообщают поперечное перемещение 5г, при котором ось шпинделя занимает положение в пределах фнгурь ABCD в интервале между линиями АК и СМ, например QR (фиг 5).
При рабочем перемещении стола в направлении подачи вдоль оси шпинделя обрабатывают отверстие 3, ось которого занимает новое положен1 е, обозначенное QR. Аналогичным образом обрабатывают остальные отверстия.
Пример. В двух совместно соединяемых деталях обрабатывают четыре сопрягаемых отверстия диаметром 24 мм, расположенных под углом 34° ± 30 относительно конструкторско-технологической базы. Обработка производится на станке с ЧПУ под.ИР- 500МФ4, имеющем индексируемый через 5° поворотный стол, т.е. значения угловых рабочих положений стола равны A.I 5°, U2 10, ..., , ..., Д7г 360
Контуры обрабатываемых деталей имеют следующие значения параметров: Dj 400 мм - наружный диаметр охватывающей детали; D 345 h 12 мм - наружный диаметр охватываемой детали, dj 345Н 12 viM - внутренний диаметр охватывающей детали, ds 296 мм - внутренний диаметр охватываемой детали. Стол с деталью поворачивают до Д положения, равного 35°, при котором угол между заданной осью отверстия и направлением продольной подачи St или осью инструмента принимает значение 35-34 1, т.е. меньшее веА
личины половины угла между соседними ин.екснруемыми положениями стола J 230.
Координаты граничных точек, определяющи.х границы интервала предельно допустимого положения оси 00 относительно контура деталей, определяются из решения треугольников OAL и OCN соответственно (фиг. 3)
CN fsin(-|-);
AL |-sin(+|);
sin ( 1°-30) 1J4
(MM);
sin (Г-ЗО (MM).
) 3,82
Следовательно, в процессе обработки стол с установленной на нем деталью поворачивают до Л г индексируемого положения, равного 35°, затем столу сообщают поперечное перемещение на величину 1, заключенную в интервале размеров 1,74-3,82 мм. Т.е. величина 1 должна -быть
CN
или
sin (J5-1-) 1 -| sin (р+ |-).
Далее столу сообщают рабочее перемещение по направлению подачи St, позволяющее получить отверстие в детали с новым положением оси.
Аналогично обрабатывают сопрягаемое отверстие в другой детали.
Таким образом, применение предложенного способа обработки позволит повысить взаимного расположения сопрягаемых отверстий с непараллельными осями в раздельно обрабатываемых деталях на станках с поворотным столом.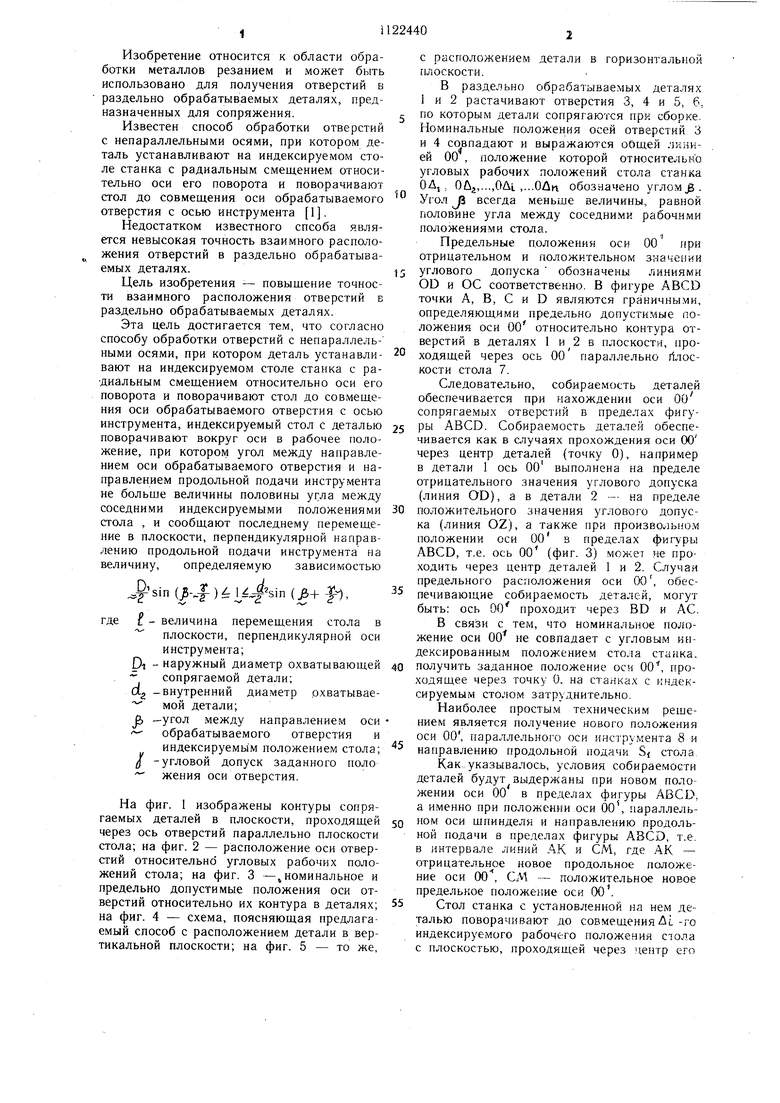
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1984 |
|
SU1227365A1 |
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СВЕРЛИЛЬНАЯ СИСТЕМА ДЛЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2014 |
|
RU2630722C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2015 |
|
RU2607071C2 |
| Способ фрезерования двух тел вращения | 1982 |
|
SU1069961A2 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ с непараллельными осями, при котором деталь устанавливают на индексируемом столе станка с радиальным смещением относительно оси его поворота и поворачивают стол до совмещения оси обрабатываемого отверстия с осью инструмента, отличающийся тем, что, с целью повышения точности взаимного расположения отверстий в раздельно обрабатываемых деталях, индексируемый стол с деталью поворачивают вокруг оси в рабочее положение, при котором угол между направлением оси обрабатываемого отверстия и направлением продольной подачи инструмента не больше величины половины угла между соседними индексируемыми положениями стола, и сообщают последнему перемещение в плоскости, перпендикулярной направлению продольной подачи инструмента на величину, определяемую зависимостью (-f )( JL -величина перемещения стола в где плоскости, перпендикулярной оси инструмента; D, -наружный диаметр охватывающей сопрягаемой детали; ctj -внутренний диаметр охватываемой детали; § ft -угол между направлением оси обрабатываемого отверстия и индексируемым положением стола; j - угловой допуск заданного положения оси отверстия. 1C 1C 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки отверстий | 1975 |
|
SU546435A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
