Изобретение относится к машиностроению. По основному авт.св. № 887079 известен способ фрезерования двух т вращения с коническими или криволинейными сопрягаемыми поверхностями, включающий установку изделий на параллельных осях по обе стороны от вращающейся цилиндрической фрезы. Тела вращения устанавливают навстре чу и параллельно друг к другу в. нап равлении перемещения фрезы и осуществляют смещение оси фрезы относительно осей тел вращения, а вращение последних производят с разной угловой скоростью, обратно пропорциональной-их диаметрам Г13. Ширина фрезерования в каждый момент на первой и второй деталях раз ная за исключением момента равенства обрабатываемых диаметров конических поверхностей деталей. Ширина фрезерования определяется по зависи мости )t , - обрабатываемый диаметр пдетали в -(-и момент, мм; t - глубина резания, мм. Таким образом, в каждый момент .обработки разность ширины фрезерова ния равна (В - В J f где В и В2 ширины фрезерования первой и второй деталей в i-a момент, В связи с раз личными значениями В и В нормальные силы резания, направленные перпендикулярно к обрабатываемым поверхностям деталей, различны. В результате того, что силы противоположно направлены, их разность вызывает отжатие концевой фрезы, что приводит к появлению погрешности формы. При обработке направление разности силы меняется, а следовательно, изменяется направление отжа тия фрезы. Цель изобретения - повышение точ ности обработки. Поставленная цель достигается тем, что согласно способу фрезерова :Ния двух тел вращения с коническими ИЛИ сопрягаемыми поверхностями, уст новленных на параллельных осях по обе.стороны от вращающейся цилиндри ческой фрезы навстречу и параллельно друг другу в направлении перемещения фрезыг при котором осуществля ют смещение оси фрезы относительно осей тел вращения, а вращение последних производят с разной угловой скоростью, обратно пропорциональной их диаметрам, оси тел вращения располагают под углом к плоскострг, пересекающей тела вращения в месте, где диаметры обработки последниз4 равны. На чертеже представлена -схема обработки согласно предлагаемому способу. Тела 1 и 2 вращения устанавливают в приспособлении на парА ЛвЛьных осях навстречу друг другу в направлении перемеш,9«1$я фрезы 3. Фрезу 3 диаметром D устанавливают на различном расстоянии от .осей тел 1, 2 вращения (положение фрезы в позиции Г). Плоскость РР проходит через равные диаметры тел 1 и 2 вращения и перпендикулярна осям Ov,O и , . Плоскость равной ширины фрезерования КК пересекает оси и в точках В-, и В и проходит через равные диаметры обработки. Оси .,, и0203 поворачивают относительно точек В и Вг в одном направлении на угол oL. Угол ot- рассчитывают по формуле 3„ o(,o((90-y) при -, где сл - расстояние от торца тела 1 вращения до точки пересечения плоскости КК и оси вращения этого тела; UH отжим инструмента; JP - угол между плоскостями, проходящими через равные диаметры тел вращения и равные диаметры обработки последних . Оси вращения занимают новое положение и O2ttO2cc В процессе обработки фрезе сообщают вращение вокруг своей оси и движение подачи, деталям придают вращение с переменной частотой. Для обеспечения минимальной погрешнорти формы 5, вызываемой отжатием фрезы, после обработки первых деталей производят их измерение, по результатам которого ВЕЛполняют корректировку в угла cjt-.. Предлагаемый способ обеспечивает повышение точности благодаря уменьшению отжима концевой фрезы и позволяет снизить процент деталей с размерами, выходящими за поле допуска. 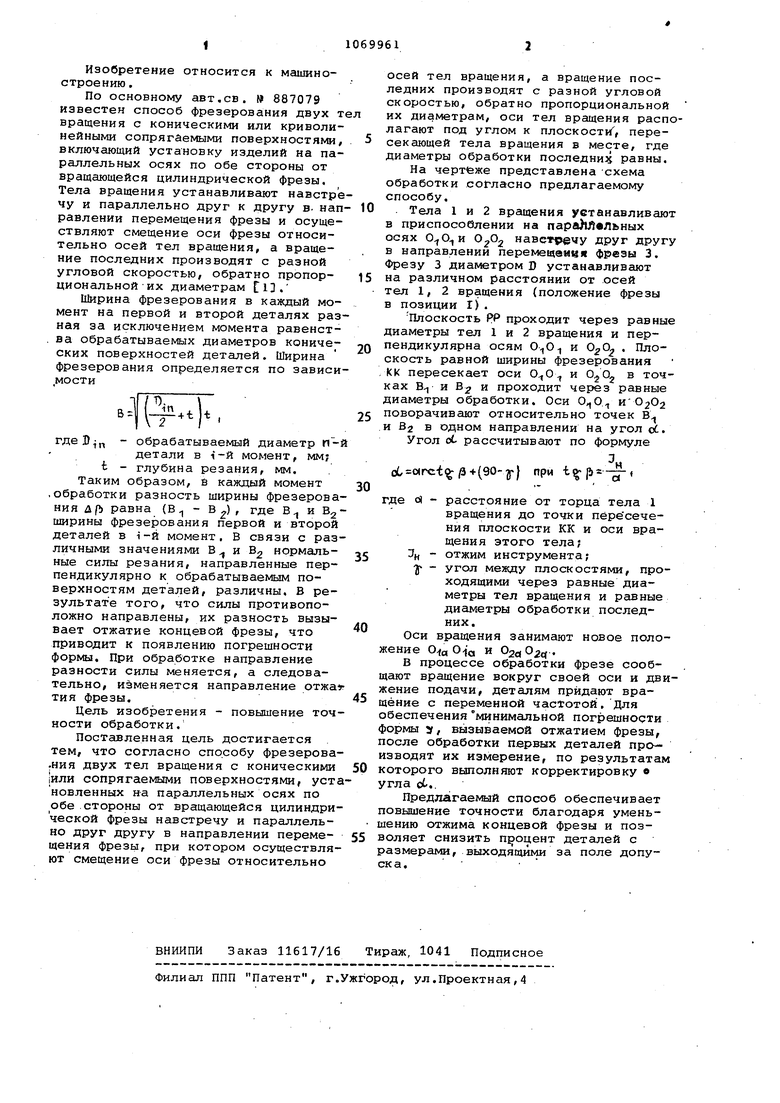
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования двух тел вращения | 1980 |
|
SU887079A1 |
| Способ обработки тел вращения | 1984 |
|
SU1201173A1 |
| Устройство для обработки | 1990 |
|
SU1745434A1 |
| Способ фрезерования тел вращения | 1985 |
|
SU1268315A1 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
| Способ обработки нежестких деталей | 1987 |
|
SU1502230A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1990 |
|
SU1813598A1 |
| Способ фрезерования тел вращения | 1983 |
|
SU1126391A1 |
СПОСОБ ФРЕЗЕРОВАНИЯ ДВУХ ТЕЛ ВРАЩЕНИЯ ПО авт.СВ. 887079, отличающийся тем, что, с целью повышения точности обработки, оси тел вращения располагают под углом к плоскости, пересекающей тела вращения в месте, где диаметры обработки равны. (Л с а со со о:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ фрезерования двух тел вращения | 1980 |
|
SU887079A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
