(54) СПОСОБ ОБРАБОТКИ В ДЕТАЛЯХ ТРЕХ И БОЛЕЕ ОТВЕРСТИЙ С НЕПЕРЕСЕКАЮЩИМИСЯ
ОСЯМИ
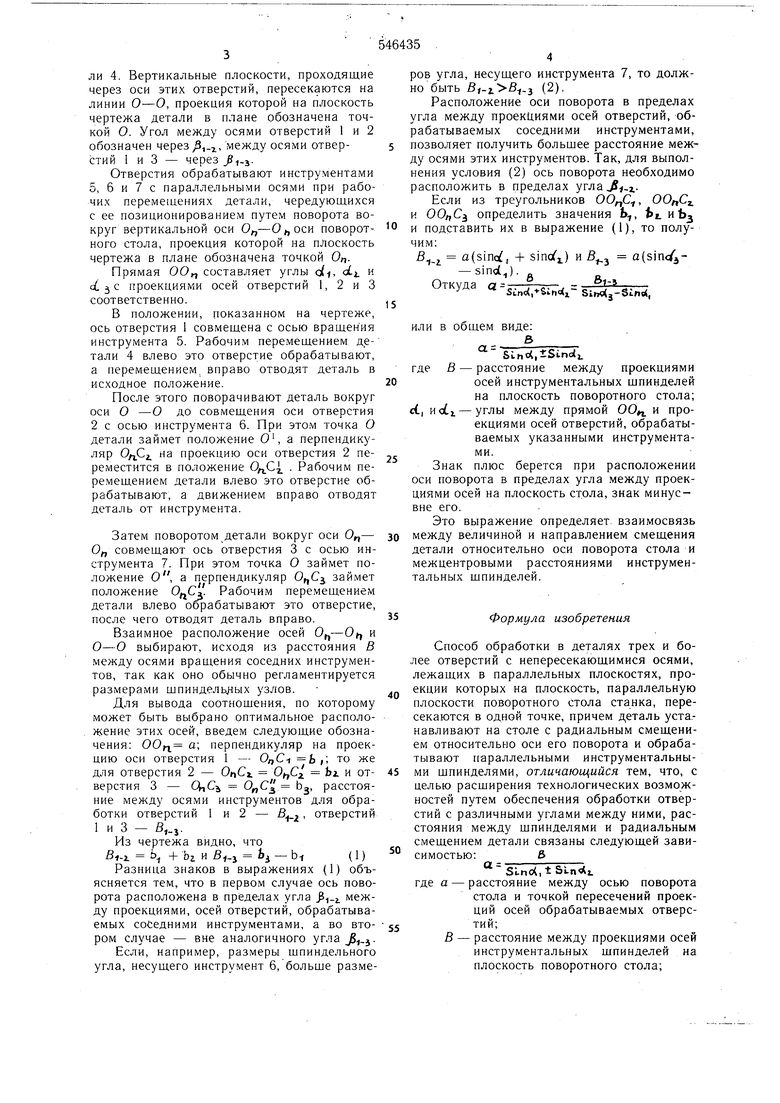
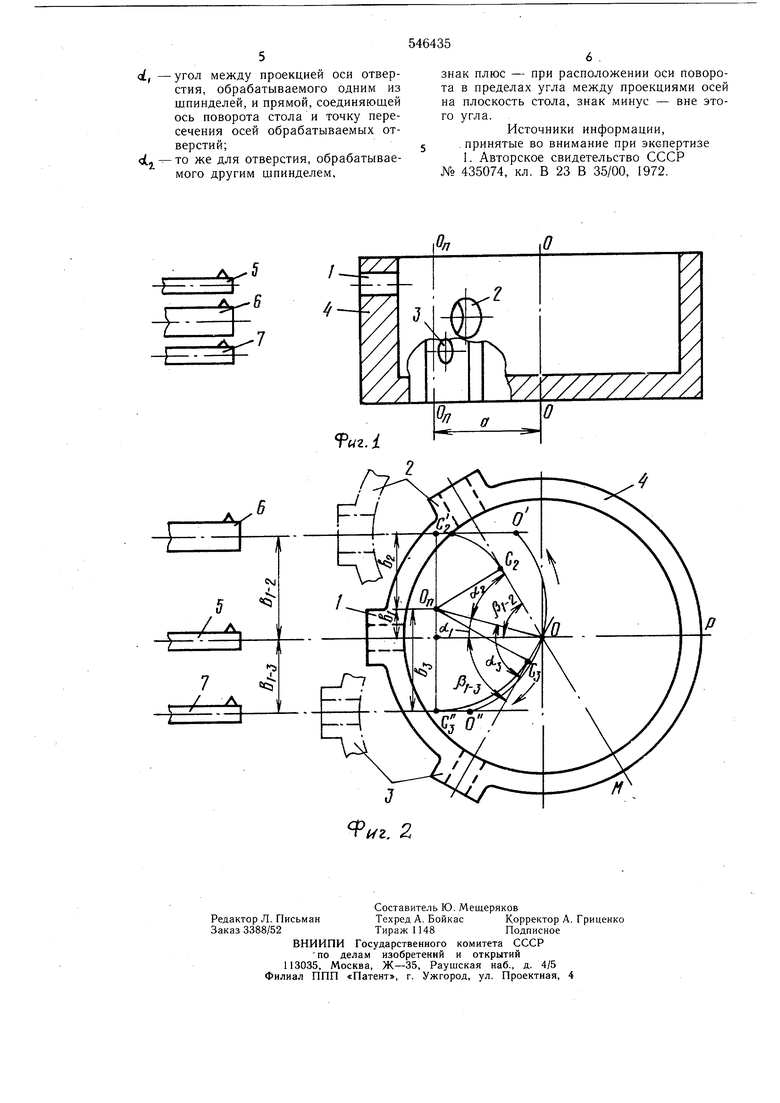
ли 4. Вертикальные плоскости, проходящие через оси этих отверстий, пересекаются на линии О-О, проекция которой на плоскость чертежа детали в плане обозначена точкой О. Угол между осями отверстий 1 и 2 обозначен через , между осями отверстий 1 и 3 - через i-j.
Отверстия обрабатывают инструментами 5, 6 и 7 с параллельными осями при рабочих перемещениях детали, чередующихся с ее позиционированием путем поворота вокруг вертикальной оси Ofj-О оси поворотного стола, проекция которой на плоскость чертежа в плане обозначена точкой OnПрямая 00,, составляет углы d, it. и с J с проекциями осей отверстий 1, 2 и 3 соответственно.
В положении, показанном на чертеже, ось отверстия 1 совмещена с осью вращения инструмента 5. Рабочим перемещением детали 4 влево это отверстие обрабатывают, а перемещением, вправо отводят деталь в исходное положение.
После этого поворачивают деталь вокруг оси О -О до совмещения оси отверстия 2 с осью инструмента 6. При этом точка О детали займет положение О , а перпендикуляр ОдС на проекцию оси отверстия 2 переместится в положение . . Рабочим перемещением детали влево это отверстие обрабатывают, а движением вправо отводят деталь от инструмента.
Затем поворотом детали вокруг оси Ofj совмещают ось отверстия 3 с осью инструмента 7. При этом точка О займет положение О, а перпендикуляр займет положение . Рабочим перемещением детали влево обрабатывают это отверстие, после чего отводят деталь вправо.
Взаимное расположение осей 0,-0, и О-О выбирают, исходя из расстояния В между осями вращения соседних инструментов, так как оно обычно регламентируется размерами щпиндельлых узлов.
Для вывода соотнощения, по которому может быть выбрано оптимальное расположение этих осей, введем следующие обозначения: 00fi о; перпендикуляр на проекцию оси отверстия 1 - ОдС Ь ; то же для отверстия 2 - . bi и отверстия 3 - CViCj О„С bj, расстояние между осями инструментов для обработки отверстий 1 и 2 - В, отверстий 1 и 3 S.j.
Из чертежа видно, что Bf-i Ь + Ьг и В.1 Ьз (1)
Разница знаков в выражениях (1) объясняется тем, что в первом случае ось поворота расположена в пределах угла i-j, между проекциями, осей отверстий, обрабатываемых соседними инструментами, а во втором случае - вне аналогичного угла jSi-j.
Если, например, размеры щпиндельного угла, несущего инструмент 6, больще размеров угла, несущего инструмента 7, то должно быть , (2).
Расположение оси поворота в пределах угла между проекциями осей отверстий, обрабатываемых соседними инструментами, позволяет получить больщее расстояние между осями этих инструментов. Так, для выполнения условия (2) ось поворота необходимо расположить в пределах угла i.j.
Если из треугольников , . и OOtjCj определить значения Ь, Ь.иЬ и подставить их в выражение (1), то получим: a(sinQ, + sinc/i) и a( sindj. Откуда - oij
Stn«, (j-SLne(,
ИЛИ в общем виде:
В а
SlholitStnct
где В - расстояние между проекциями осей инструментальных щпинделей
на плоскость поворотного стола; cL, Hodi. - углы между прямой 00 и проекциями осей отверстий, обрабатываемых указанными инструментами.
Знак плюс берется при расположении оси поворота в пределах угла между проекциями осей на плоскость стола, знак минусвне его.
Это выражение определяет взаимосвязь 0 между величиной и направлением смещения детали относительно оси поворота стола и межцентровыми расстояниями инструментальных щпинделей.
Формула изобретения
Способ обработки в деталях трех и более отверстий с непересекающимися осями, лежащих в параллельных плоскостях, проекции которых на плоскость, параллельную плоскости поворотного стола станка, пересекаются в одной точке, причем деталь устанавливают на столе с радиальным смещением относительно оси его поворота и обрабатывают параллельными инструментальными шпинделями, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки отверстий с различными углами между ними, расстояния между щпинделями и радиальным смещением детали связаны следующей завив
симостью:
а
Slnot, t
где а - расстояние между осью поворота стола и точкой пересечений проекций осей обрабатываемых отверс5тий;
В - расстояние между проекциями осей инструментальных щпинделей на плоскость поворотного стола;
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| Способ групповой обработки отверстий многошпиндельной головкой | 1986 |
|
SU1362568A1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2008 |
|
RU2479387C2 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Обрабатывающий центр | 1990 |
|
SU1756104A1 |
| РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ И ФРЕЗЕРОВАНИЯ С ТОРЦОВ | 1999 |
|
RU2173612C2 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
