Устройство д.чя прокатки нзде.ти; из порошка, погтупаюшего в прокатные валки из бункера, известно.
Особенностью описываемого устройства яв.ляется выно..:1нение бункера при подаче пороп1ка в процессе прокатки передвижным вдоль зазора между врап1.аю1димнся валками. Такое выполнение устройства обеспечивает возможность получения фигурных изделий, например .епт с криво.тинейной нр(доль} ОЙ осью. Для прокаткн .тент периодического профиля по ширине передвижными вдоль зазора между валками зьтолнены боковые степкн бункера, перпендикулярные зто-лу зазору ripn пеподвнжном бункере,
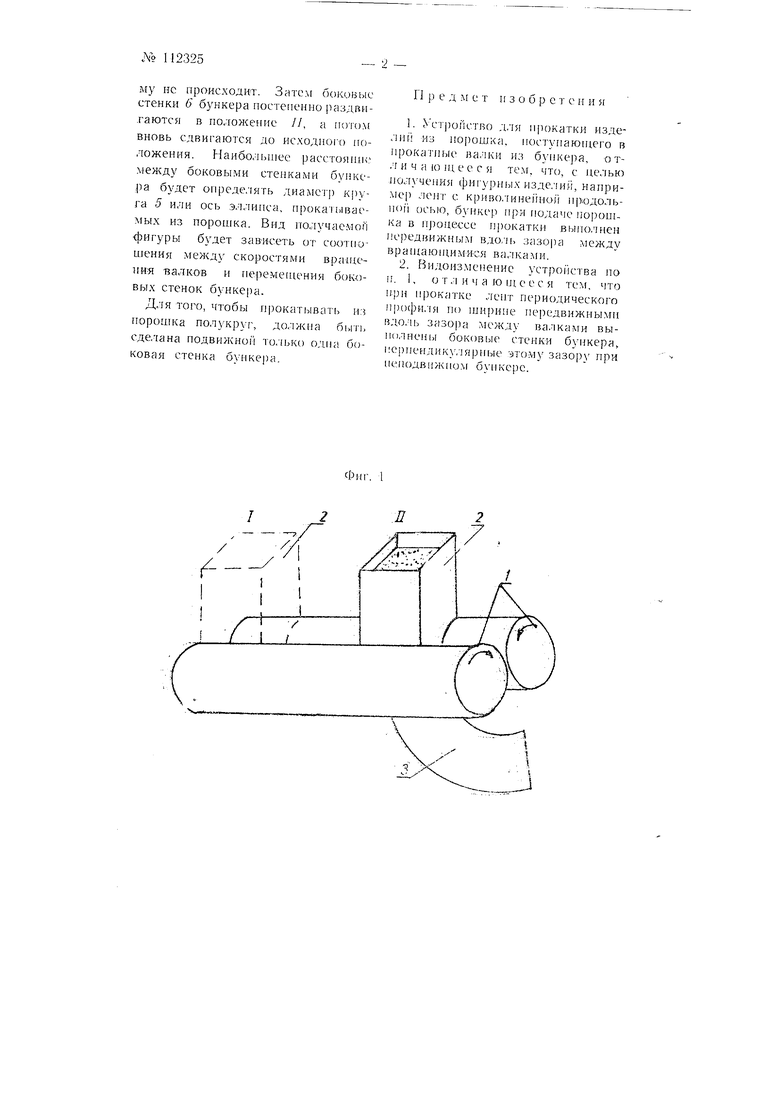
Г1ред,тагаемое ycTpoiiCTBo схематически юказано па фиг, 1 и 2 (п1)и прокатке .тент с криволипсГ ной продольной осью),
Прлкатка норопжа в ,тепту обычно производится путем подачи порошка в ва.ткн / из бункера 2, опирающегося на -валки в постоянном положении. При этом нолучаетси прямая лента,
Ес.ти при нрокагке норошка бункер 2 передвигать вдоль валков,
лепте 3 можно прпдавать криволннейную фе)рму с сох1)анеппсл; о; ноРОДНО ПЛОТПОСТП,
Прп движенпн бункера пз ;-.сходного по.южепия / в по.южснис // можно получить лету в виде кол па 3 п.ш е.ч) части.
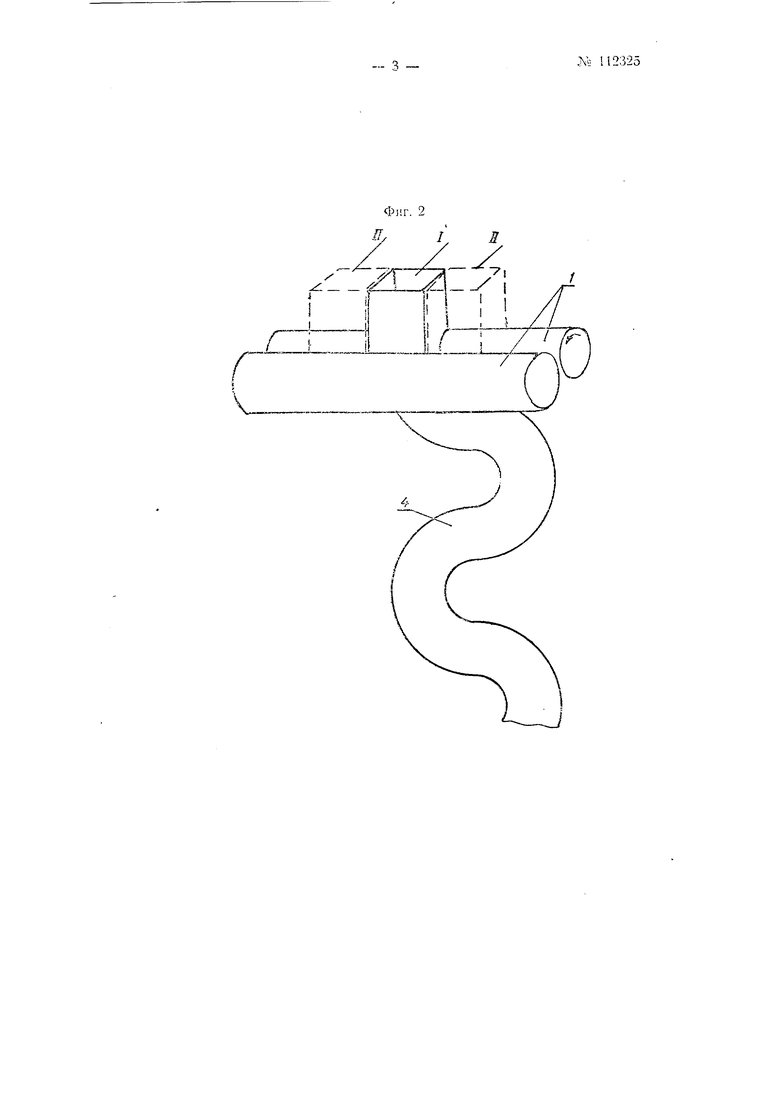
Есл1 при )катке бункеру давать возвратпо-постхпательное ;1вижение-вдо.ть ва.тков, т, е, пе|1евод;1гь пз ноложенп; / в по.южение // (фиг, 2), то можно Голучать криво,тиие1 ную .ченту 4, состонп ую пз ряда полуколен (п.1И еныпих часTeii K(Mbuai, Такая лента будет служить xoiioHieii ()Г1 при резки чол;,иа lia част).
На фги. 3 показан;; поi-ioiiiKa в ,-;eirry, представляющую c()6oii круг 5 И,тн эллипс, В этом случае обе боковые стенки б бункера 2 должны быть Г;одвижными и во время ;1)окатки- п.тавпо передвигаться по валкам /,
При нача.те прокатки боковые стенки fi бункера 2 до.тжны быть сведены в Г1оложение / до такого расстояии-я между пнми, нри котором поронюк не высыпается из бункера в валки п прок;1тки поэтому НС происходит. Затем боковые стенки 6 бункера постепенно (шздви.гаются в положение //, а потом вновь сдвигаются до исходно1-с) положения. Наиболыпее расстоянл(.между боковы.ми стенками бунке|)а будет опреде.тять диаметр круга 5 или ось эллипса, прокатываемых из порошка. Вид получаемой фигуры будет зависеть от соотношения между скоростялги враихения валков и пере.ме1нения боковых стенок бункера.
Для того, чтобы ирокат151вать нз порошка полукруг , до.тжна бьгп сде.тана подвижной то.тько одпа боковая стенка бункера.
П р е д .мет и з о б р е т с и и я
1. Уст|)о11ство д.чя м|К)катки изде.jnii из no)oujKa, поступаюп;его в прокатные валки из бункера, о т.т и ч а ю HI е е с я те.м. что, с цельна но т чения (jjHryjjHiii.x нзде.чнй, например лент с криволине1П1О)| п|юдольHofi осью, бункер при подаче ijoponiка в процеч-се прокатки выполнен псредвижны.м вдо/и. зазора между врашаюни мися валка.ми.
2. Вндоиз.менепие устройства по и. I, от л и ч а ю п е с с я тем, что нрн прокатке периодичеекого ирофи.-|я по HJHpHne передвижными вдо;Пз зазора между валками выполнен) боковые стенки б}Икера, |:ерпендику,1ярные .му зазор} при пеподвижном бункере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи порошка в прокатные валки | 1959 |
|
SU127124A1 |
| Устройство для подачи металлического порошка в прокатные валки | 1958 |
|
SU119772A1 |
| Способ изготовления пористых электродов с местным уплотнением | 1956 |
|
SU107525A1 |
| Способ изготовления лент из ферромагнитных порошков | 1955 |
|
SU105704A1 |
| Способ повышения теплоустойчивости металлического порошка | 1957 |
|
SU110409A1 |
| Устройство для прокатки ленты из порошков | 1990 |
|
SU1770086A1 |
| Дозирующий бункер для подачи порошка в валки прокатного стана | 1961 |
|
SU145513A1 |
| Прокатный стан | 1983 |
|
SU1166893A1 |
| Устройство для прокатки порошка | 1977 |
|
SU849988A3 |
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU917908A1 |

.ff
Фиг. 3
