Способы изготовления пористых эЛектродов с местным уплотнением для электрохимических целей из металлического порошка прокаткой его между валкай-ш пзвест1 ы.
Отличительной особеяКогтью описываемого способа является периодаческое в процессе прОХ атети перемещение по пазерх иости валка ленты специалвиой конфигур-ации, :в зависимости от места уплотнения электрода.
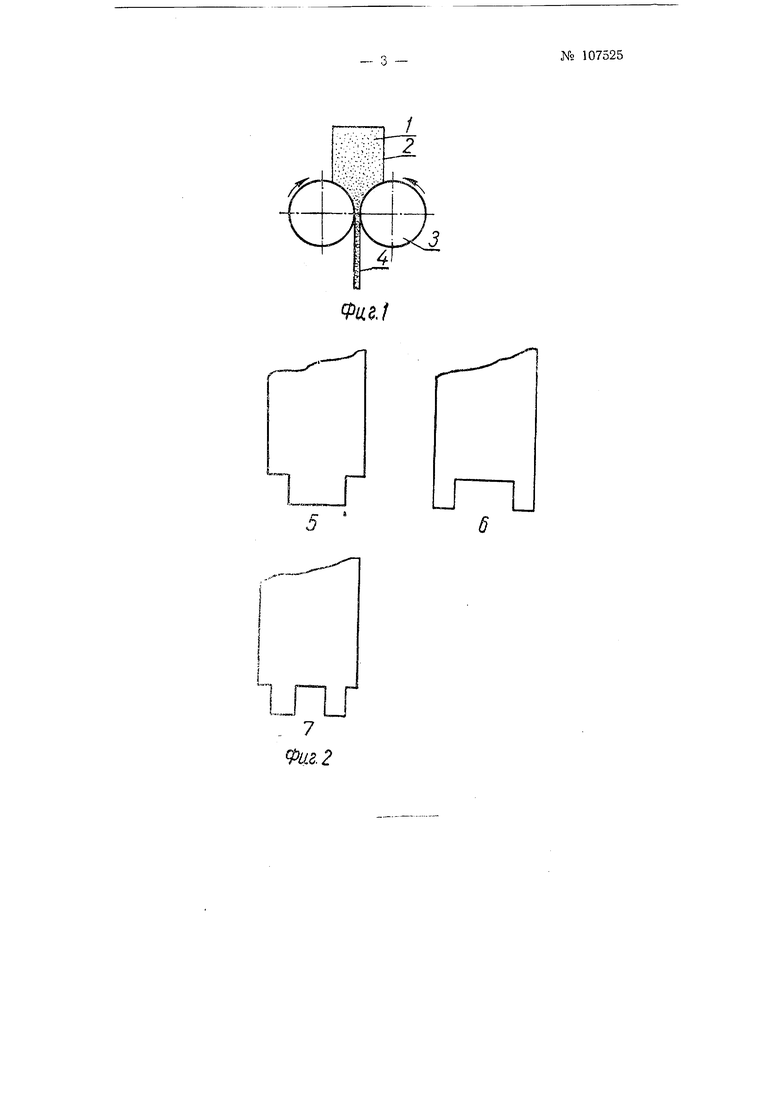
На фиг. 1 приведена схема прокатки поропдков в ленту; на фиг. 2- окончания .тенты-ограничйтсля для прокаики из порошка пласти)н-лент с различный распределением плотносии.
Металлический порошок /, поступающий из бункера 2, прокатывают между валка1ми 3, в результате чего обр:азуется лента 4. Пористзю лент у с кромкой более плотной, чем средняя часть, или другим распределе ииеш полос повышенной плотности можно получить, если при прокатке порощКа в очаг дефор|мации, определяемый углом захвата, ввести специальную ленту-ограничитель, скользящую по валку. Находясь в очаге деформации, лента-10гран ИЧ1Итель изолирует порошок от вращающихся валков и тем с-амым уменьшает угол захвата- Уменьшение угла захвата пропорционально глубине введения ленты-ограничителя в деформации.
Фо|р1ма 0:кончания ленты определяется степенью распределения плотности: с плотньгмп кро.мками 5, с пористымш кр01мкам|и 6 и с тремя полоса)М1й 7 повышевной плотности (по кромкам и в цеятре).
Если, например, Hia ож:ончани1и ленты-ограничителе двдеется выемка, то в этом месте угол захвата у1меньшен на накоторую величину илн совсем не изменен и, поэто му, «а ленте получается полоса повыш(ен1Н1ой плотности.
№ 107525- 2 -
Можно получить ленту 1из порошка также и с поперечными полосами повышенной плотности, если в процессе прокатим периюдич еоки вводить и выводить из очага деформации ле;нту-олраН|ИЧИТ1ель.
Прокатываться в ленту (могут порошки 1металлов, смеси их с 0 ислами и окислы.
Прм прокатке плохо прессующихся порошков, HanpiRMep окислов, в них следует вводить склеивающие (добагани (ка|нифоль, резиновый клей и т. п.). Завершающей операцией в праивводстве электродов методом порошковой шеталлургии является спекание.
Предмет изобретения
Способ изготовления пористых электродов .с iMecTiHbiM уплотнением для электрох|И1М1Ических целей из металлического порошка прокаткой его ме(жду валками, отличающийся тем, что для получения на электроде местного уплотиения производится периоиичеакое в процессе прокатки перемещ.ение по поверхности валка ланты специальной конфигурации, в зав исимости от места уплотнения электрода.
/.
/ М
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лент из ферромагнитных порошков | 1955 |
|
SU105704A1 |
| Устройство для подачи металлического порошка в прокатные валки | 1958 |
|
SU119772A1 |
| Устройство для подачи порошка в прокатные валки | 1959 |
|
SU127124A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Устройство для прокатки изделий из порошка | 1956 |
|
SU112325A1 |
| ПОРИСТАЯ ОСНОВА ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2098894C1 |
| Устройство для прокатки порошка | 1986 |
|
SU1382640A1 |
| Устройство для прокатки металли-чЕСКОгО пОРОшКА | 1979 |
|
SU810375A1 |
ц.г,1
