Изобретение относится к порошковой металлургии, в частности к-устройству для прокатки ленты из порошков.
Известен прокатный стан для получения ленты, включающий в себя двухвалковую клеть, оснащенную ограничителями ширины ленты. Однако на данном стане можно прокатывать ленту только из металлических материалов, а ограничитель служит как калибрирующий элемент.
Наиболее близким к изобретению является устройство, с помощью которого реализуют способ прокатки ленты из порошков, содержащее бункер для засыпки порошка, прокатные валки и ограничители ширины ленты из эластичного материала. Но недостатком конструкции данного устройства является невозможность прокатки на стане качественной ленты, в частности, из вспученного графита (графита в виде хлопьев с весом 1 дм3, равным 2-8 гр). Эта некачественность объясняется неравномерной плотностью по поперечному сечению ленты. Неравномерная плотность, в сторону ее
уменьшения, особенно заметна по краям, так как основная подача хлопьев графита осуществляется за счет захвата их лентооб- разующими валками, а по периферии образуются застойные зоны. Причиной образования застойных зон являются таким образом неблагоприятные условия захвата порошка по периферии по сравнению с центральной частью устройства. В результате по поперечному сечению (ширине ленты) порошок поступает с разной скоростью, поэтому получить равномерную плотность, а следовательно, равномерные саойства по ширине ленты невозможно. Целью предлагаемого изобретения является повышение качества за счет обеспечения равномерной плотности порошка по ширине.
Указанная цель достигается тем, что в устройстве, содержащем бункер для засыпки порошка, прокатные валки и ограничители ширины ленты из эластичного материала, ограничители выполнены в виде пустотелых колец и установлены на каждом валке с возможностью вращения вместе с валком и уве(Л
с
| VJ ,0 0 00 О
личения высоты ограничителя за счет их контакта друг с другом. Кроме того, для получения профильной ленты, кольца выполне- ны с местными утолщениями на поверхностях контакта с порошком.
На фиг. 1-3 представлена схема устройства.
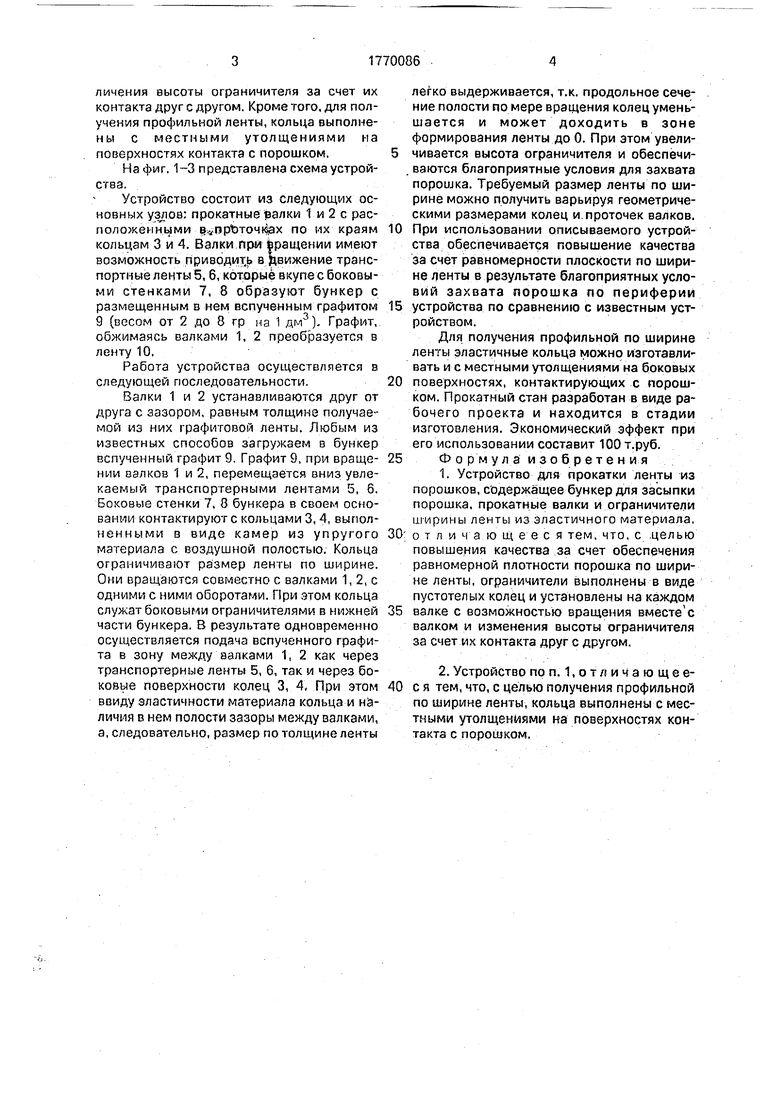
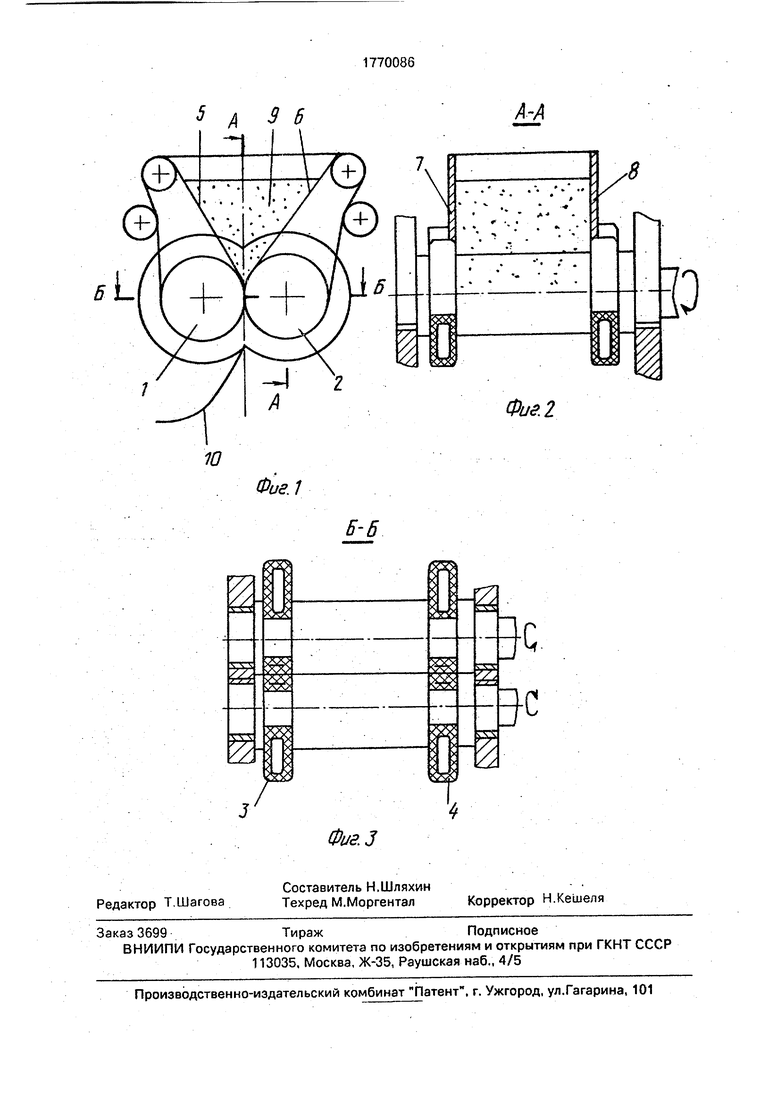
Устройство состоит из следующих основных узлов: прокатные валки 1 и 2 с расположенными е прЪточйах по мх краям кольцам 3 и 4. Валки при фращении имеют возможность приводить в Движение транспортные ленты 5, 6, которые вкупе с боковыми стенками 7, 8 образуют бункер с размещенным в нем вспученным графитом 9 (весом от 2 до 8 гр на 1 дм3)- Графит, обжимаясь валками 1, 2 преобразуется в ленту 10.
Работа устройства осуществляется в следующей последовательности.
Валки 1 и 2 устанавливаются друг от друга с зазором, равным толщине получаемой из них графитовой ленты. Любым из известных способов загружаем в бункер вспученный графит 9. Графит 9, при вращении валков 1 и 2, перемещается вниз увлекаемый транспортерными лентами 5, 6, Боковые стенки 7, 8 бункера в своем основании контактируют с кольцами 3,4, выполненными в виде камер из упругого материала с воздушной полостью. Кольца ограничивают размер ленгы по ширине. Они вращаются совместно с валками 1, 2, с одними с ними оборотами. При этом кольца служат боковыми ограничителями в нижней части бункера. В результате одновременно осуществляется подача вспученного графита в зону между валками 1, 2 как через транспортерные ленты 5, 6, так и через боковые поверхности колец 3, 4, При этом ввиду эластичности материала кольца и наличия в нем полости зазоры между валками, а, следовательно, размер по толщине ленты
легко выдерживается, т.к. продольное сечение полости по мере вращения колец уменьшается и может доходить в зоне формирования ленты до 0. При этом увеличивается высота ограничителя и обеспечи- . ваются благоприятные условия для захвата порошка. Требуемый размер ленты по ширине можно получить варьируя геометрическими размерами колец и проточек валков.
При использовании описываемого устройства обеспечивается повышение качества за счет равномерности плоскости по ширине ленты в результате благоприятных условий захвата порошка по периферии
устройства по сравнению с известным устройством.
Для получения профильной по ширине ленты эластичные кольца можно изготавливать и с местными утолщениями на боковых
поверхностях, контактирующих с порошком. Прокатный стан разработан в виде рабочего проекта и находится в стадии изготовления. Экономический эффект при его использовании составит 100 т.руб.
Формула изобретения
1.Устройство для прокатки ленты из порошков, содержащее бункер для засыпки порошка, прокатные валки и ограничители ширины ленты из эластичного материала,
отличающееся тем, что, с целью повышения качества за счет обеспечения равномерной плотности порошка по ширине ленты, ограничители выполнены в виде пустотелых колец и установлены на каждом
валке с возможностью вращения вместе1 с валком и изменения высоты ограничителя за счет их контакта друг с другом.
2.Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что, с целью получения профильной
по ширине ленты, кольца выполнены с местными утолщениями на поверхностях контакта с порошком.
5 А В 6
А-А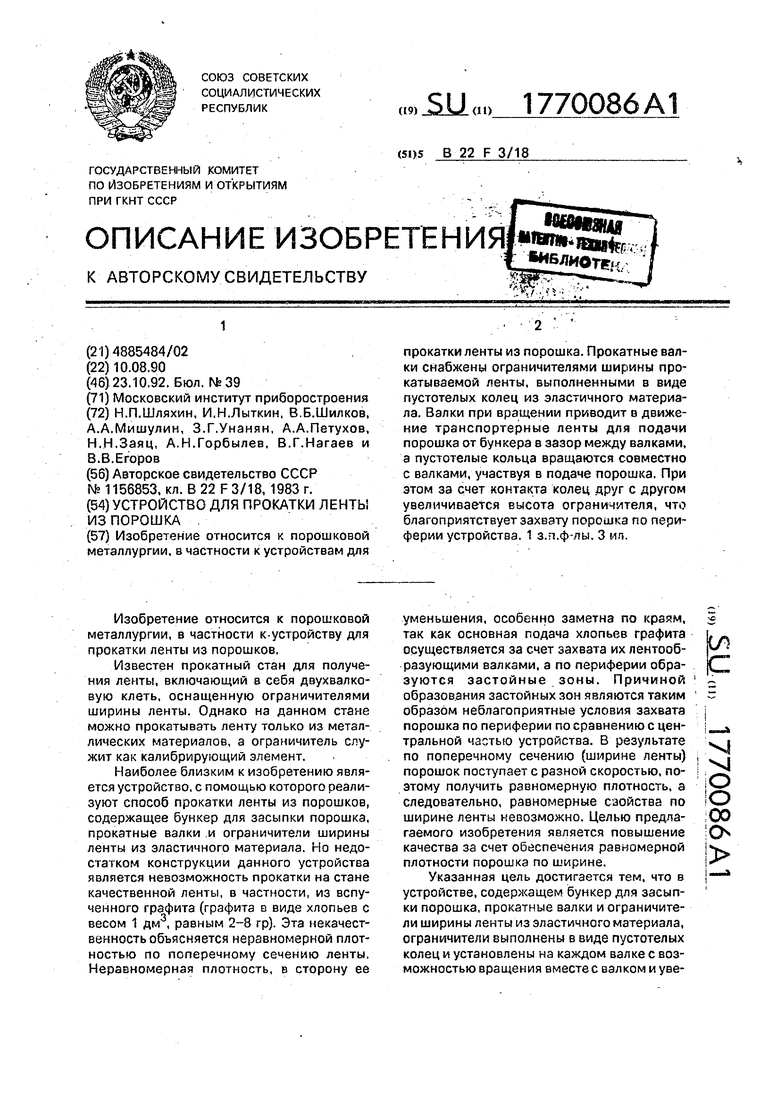
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА | 2009 |
|
RU2410359C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2415108C2 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ ТЕРМОРАСШИРЕННОГО ГРАФИТА | 2010 |
|
RU2421427C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЙ | 1992 |
|
RU2076085C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ ГРАФИТОВОЙ ФОЛЬГИ, ФОЛЬГА И ПЛЕТЕНАЯ САЛЬНИКОВАЯ НАБИВКА | 2010 |
|
RU2429211C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для прокатки ленты из порошка. Прокатные валки снабжены ограничителями ширины прокатываемой ленты, выполненными в виде пустотелых колец из эластичного материала. Валки при вращении приводит в движение транспортерные ленты для подачи порошка от бункера в зазор между валками, а пустотелые кольца вращаются совместно с валками, участвуя в подаче порошка. При этом за счет контакта колец друг с другом увеличивается высота ограничителя, что благоприятствует захвату порошка по периферии устройства. 1 зл.ф-лы. 3 ил.
Фие.1
й§
Ж
И J
-8
-13
i
Фи$.1
Ґ$
-Эс
с
ъ
| Способ прокатки ленты из порошков | 1983 |
|
SU1156853A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
