Изобретение относится к устройствам для намотки сварочной проволоки преимущественно большого (3 м и более) диаметра с бухты на катушку и может найти применение в отраслях проьалштенности, где применяется автсфштическая сварка под флюсом, например в котлэстроении, нефтяном и химическом маомностроении.
Известны устройства для намотки сварочной проволоки на катушку, Содержавще укладчик проволоки в виде полэуна с фильеройi который получае возвратно-поступательное движение от привода через кулачок lj ,
Основной недостаток этих устройств - нерегулируемость величины хода укладчика по ширине катушки, так как эта величина жестко задана профилем кулачка.
Известны устройства для перемотк проволоки, в которых величина хода укладчика, вьшолненного в виде ползуна и связанного с ходовым винтом, задается положением регулируемых упоров, взаимодействукяцих с конечными выключателями, которые обеспечивают рейёрсирование ползуна в крайних положениях 2J .
Наиболее близким к предлагаемому является устройство для намотки сварочной проволоки на катушку, содержащее станину, бухтодержатель, катушку для проволоки и укладчик проволоки, состоящий из каретки с держателем, ходового винта с гайкой и конечных, выключателей, связанных с механизмом реверсирования щ.
Недостатка ш этого устройства применительно к перемотке проволоки большого (3 мм и более) диаметра являются ненадежность устройства и низкое качество ухсладки проволоки. I
Цель изобретения - повьш1ение качества укладки проволоки и надежноети устройства.
Указанная цель дос.тигается тем, что в устр;ойстве для намотки сварочной прбвайоки на катушку, содержаще станину, бухтодержатель, катушку для проволоки и укладчик проволоки, состоящий из каретки с держателем, ходового винта с гайкой и конечных выключателей, связанных с механизмом реверсирования, укладчик щ)овол ки снабжен регулируемыми упорами, установленными по обе стороны каретки, и гайкой, размещенной с возможностью перемещения на ходовом винте медцу упорами, а конечные выключатели выполнены в виде щупов, установленных по концам катушки с ее внутренней стороны.
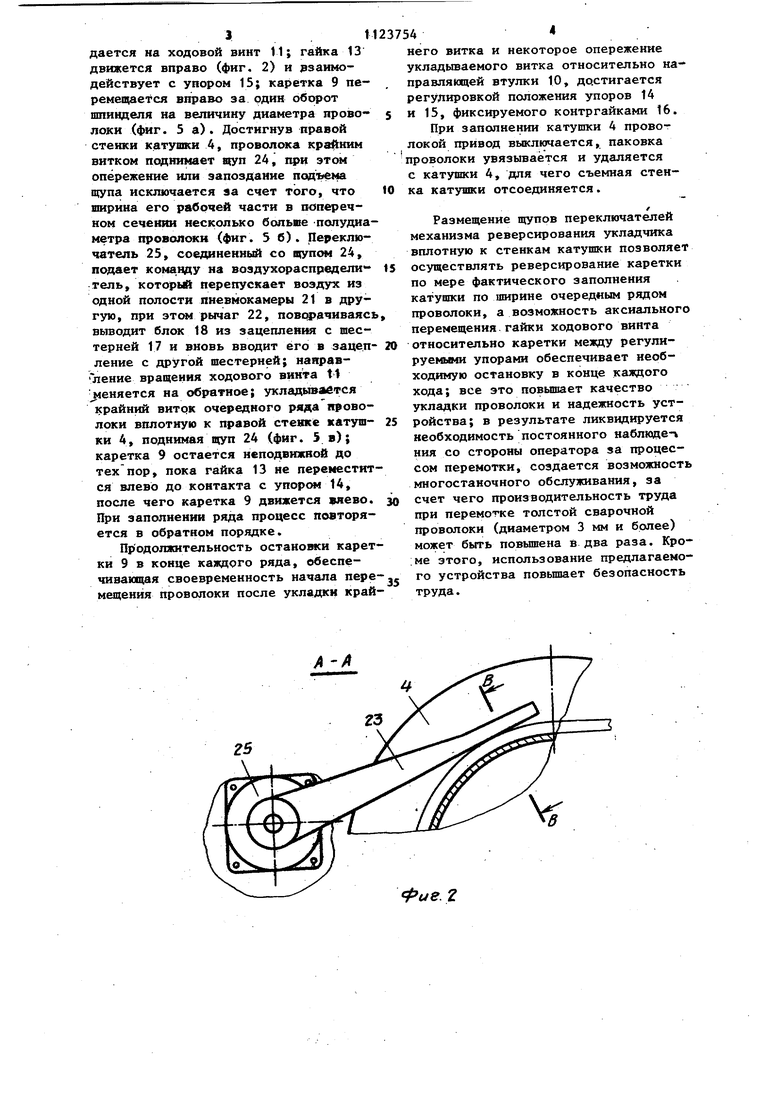
На фиг. 1 изображено устройство, вид в плане; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 а, б. в - сечение Г-Г на фиг. 3 в трех положениях.
Устройство для перемотки сварочной проволоки на катушку состоит из станины t, бухтодержателя 2, приспособления 3 для очистки проволоки катушки 4, одна из стенок которой съемная, привода 5 вращения намоточного шпищеля, цепной передачи 6, соединяющей намоточный шпиндель с редуктором,; в корпусе 8 размещены укладчик проволоки в виде каретки 9 с направляющей втулкой 10, ходовой винт 11, направлякяцая 12, гайка 13, регулируеюле упоры 14 и 15 с контргайками 16; ходовой винт 11 связан с механизмом реверсирования, состоящим из конической шестерни 17 и блока 18 шестерен, передвижного по валу 19 со шпонкой 20, пневмокамеры 21 двустороннего действия и рычага, 22; у стенок катуапси 4 установлены щупы 23 и 24, соединенные с переключателями 25 типа галетных, которые электрически связаны с воздзгхораспределителем (не показан), подающим сжатый воздух в полости пневмокамеры 21 ширина рабочей поверхности щупов в поперечном сечении (горизонтальных участков) несколько больше полудиаметра перематьгааемой проволоки.
Устройство работает следуиощм образом.
Каретку 9 устанавливают в крайнее например, левое (со стороны бухтодержателя 2) положение. Проволоку протяги| ают через приспособление 3 для очистки, напраад1Я1вщую втулку 10 и ее конец закрещхяется на катушке 4 у левой стенки, катушку проворачиваю на один оборот, укладывая виток проволоки вплотную к стенке катушки; щуп 23 укладывают на этот виток, а щуп 24 - на поверхность катушки ,4; включают привод вргодения намоточного шпинделя; это вращение посредством цепной передачи 6 через редукто з 7, блок 18 шестерен и шестерню 17.передается на ходовой винт 11; гайка 13 движется вправо (фиг. 2) и эзаимодействует с упором 15; каретка 9 перемещается вправо за рдия оборот шпи1щеля на величину диаметра проволоки (фиг. 5 а). Достигнув правой стенки катушки 4, проволока крайним витком поднимает щуп 24 j при этом опережение или запоздание подъема щупа исключается За счет того, что ширина его рабочей части в поперечном сечении несколько больше полудиаметра проволоки (фиг. 56). Переключатель 25, соединенньй со щупом 24, подает команду на воэдухораспредели :Тель, который перепускает воздух из одной полости пневмокамеры 21 в другую, при рычаг 22, повсфачиваясь выводит блок 18 из зацепления с шестерней 17 и вновь вводит его в зацепление с другой шестерней; направление вращения ходового винта t1 меняется на обратное; укладывается крайний виток очередного ряда проволоки вплотную к правой стенке катушки 4, поднимая щуп 24 (фиг. 5 в); каретка 9 остается неподвижной до тех пор, пока гайка 13 не переместится влево до контакта с упорсж 14, после чего каретка 9 движется влево, При заполнении ряда процесс повторяется в обратном порядке.
Продолжительность остановки каретки 9 в конце каждого ряда, обеспечивающая своевременность начала пере мещения проволоки после укладки крайнего витка и некоторое опережение укладываемого витка относительно направлякхцей втулки 10, достигается регулировкой положения упоров 14 и 15, фиксируемого контргайками 16. При заполнении катушки 4 проволокой привод выключается, паковка проволоки увязывается и удаляется с катушки 4, для чего съемная стенка катушки отсоединяется.
/ Размещение щупов переключателей
механизма реверсирования укладчика вплотную к стенкам катушки позволяе осуществлять реверсирование каретки по мере фактического заполнения катушки по ширине очередным рядом проволоки, а возможность аксиальног перемещения гайки ходового винта относительно каретки между регулируемыми упорами обеспечивает необходимую остановку в конце каждого хода; все это повьшгает качество укладки проволоки и надежность устройства; в результате ликвидируется необходимость постоянного наблидения со стороны оператора за процессом перемотки, создается возможност многостаночного обслуживания, за счет чего производительность труда при перемотке толстой сварочной проволоки (диаметром 3 мм и более) может быть повышена в два раза. Кро;ме этого, использование предлагаемого устройства повьшиет безопасность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления двухпетлевых арматурных пучков,сматывающее устройство,бухтодержатель и правильно-тормозное устройство | 1980 |
|
SU966200A1 |
| Станок типа лобзикового | 1968 |
|
SU413730A1 |
| Укладчик проволоки на катушку | 1981 |
|
SU1058666A1 |
| СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОКИ | 1995 |
|
RU2104101C1 |
| Механизм для изменения направленияпЕРЕМЕщЕНия узлА РАСКлАдКи НАМОТОч-НОгО уСТРОйСТВА | 1979 |
|
SU845941A1 |
| НАМОТОЧНЫЙ СТАНОК | 1971 |
|
SU422620A1 |
| Намоточное устройство | 1983 |
|
SU1139529A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1995 |
|
RU2095171C1 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| Устройство для регулировки шириныРАСКлАдКи НиТКи | 1979 |
|
SU804060A1 |

УСТРОЙСТВО ДЛЯ НАМОТКИ СВАРОЧНОЙ ПРОВОЛОКИ НА КАТУШКУ, содержащее станину, бухтодержатель, катушку для проволоки и укладчик проволоки, состоящий из каретки с держателем, ходового винта с гайкой и конечных выключателей, связанных с механизмом реверсирования, отличающееся тем, что, с целью повышения качества укладки проволоки и надежности устройства, укладчик проволоки снабжен регулируемыми упорами, установленными по обе стороны каретки, и гайкой, размещеннойс возможностью перемещения на ходовом винте между упорами, а конечные выключатели выполнены в виде вцупов, установленных по концам катушки с ее внутренней стороны.
j-/r
V
Х
. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
