1
Изобретение относится к области металлообработки и может быть использовано для сложноконтурного вырезания узких пазов, щелей, отверстий в твердых материалах как металлических, так и неметаллических.
Известны лобзиковые станки, инструментом в которых является обработанная, например, электроискровым способом проволока, перематываемая в прямом и обратном направлениях и натягиваемая в рабочей зоне посредством проволок, установленных но обе стороны рабочего стола.
При использовании проволоки большой длины для обеспечения ее однослойной намотки и постоянного положения ветвей механизм перемотки выполнен в виде гладкого барабана, перемещаемого вдоль оси вала, принудительно вращаемого со скоростью, согласованной со скоростью упомянутого осевого перемещения.
При этом механизм согласования скоростей выполнен в виде винтовой пары, винт которой через гитару сменных шестерен связан с валом, а гайка посредством жесткого поводка - с барабаном.
Для обеспечения реверсирования вращения барабана на станине установлены переставные конечные выключатели, электрически связанные с приводным двигателем.
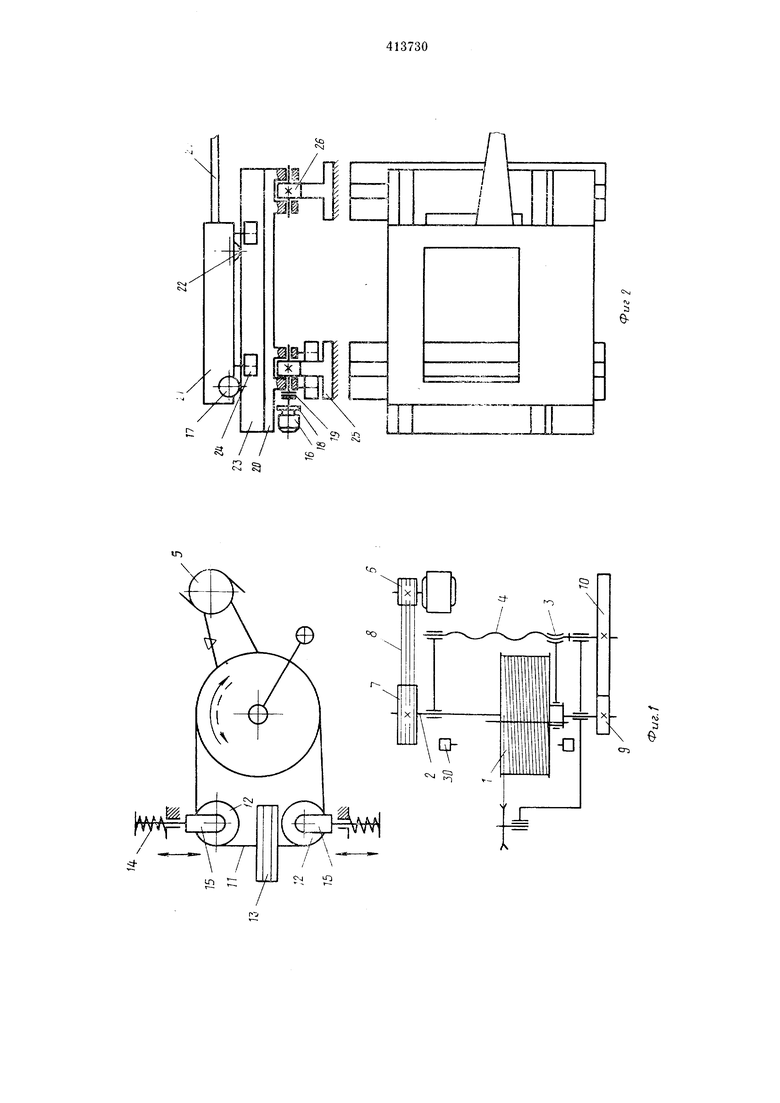
На фиг. 1 изображена кинематическая схема станка в двух проекциях; на фиг. 2 - кинематическая схема стола в двух проекциях; на фиг. 3 - схема обработки вручную.
Механизм намотки выполнен в виде гладкого барабана 1 (см. фиг. 1), скользящего
вдоль шлицевого вала 2 при помощи гайки 3 и винта 4. Реверсивное вращение барабана осуществляется электродвигателем 5 через шкивы 6 и 7 и клиновые ремни 8. Вращение передается винту 4 через шестерни 9 и 10. Режущим элементом является, например, стальная проволока 11, намотанная с заданным шагом на барабан 1, которая проходит через проводки 12 перпендикулярно координатному CTOviy 13 и концами закрепляется у противоположных торцов барабана 1 с заданным натягом. Натяг проволоки 11 осуществляется пружинами 14 через кронштейны 15.
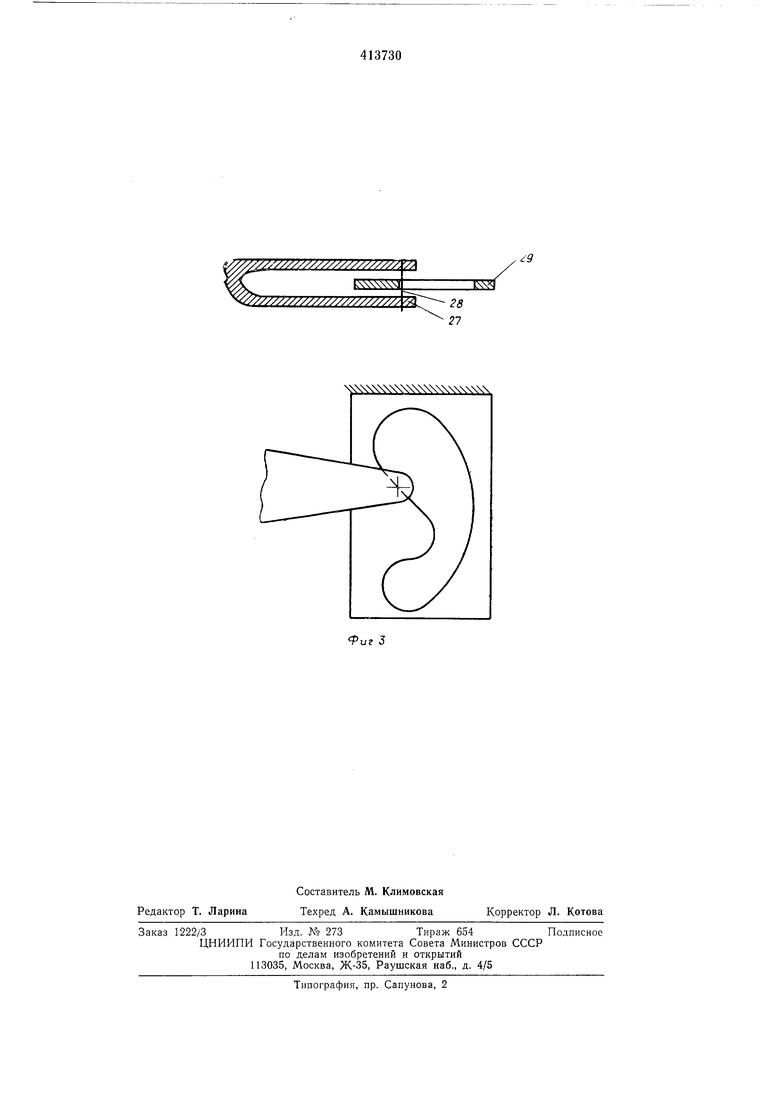
Координатный стол 13 (см. фиг. 2) перемещается в горизонтальной плоскости по взаимно перпендикулярным направлениям с помощью электродвигателей 16 и 17 через редукторы 18, магнитные муфты 19 и катки кареток 20 и 21. Каретка 21 катится на роликах 22 по направляющим 23, а ролики 24 являются направляющими. Каретка 20 катится по направляющим 25, а направляющими являются катки 26. Кронштейн 27 жестко укреплен на каретке 21. На конце кронштейна 27 укреплен проволочный щуп 28 (см. фиг. 3), который скользит по кромке 29 шаблона.
Работа станка с ручной подачей осуществляется следующим образом. Заготовку размечают и закрепляют на столе 13 (см. фиг. 1). Включением электродвигателя 5 через шкивы 6 и 7 клиновой ремень 8 приводит в реверсивное вращательное движение шлицевой вал 2, а соответственно и барабан 1. Наряду с реверсивным вращательным движением барабан 1 совершает вдоль щлицевого вала 2 возвратно-поступательное движение при помощи винта 4 и гайки 3. Вращение винта 4 осуществляется шестернями 9 и 10. Проволока 11 соответственно движению барабана 1 соверщает возвратно-поступательное движение, перпендикулярное плоскости стола 13, пересекая плоскость перемещения стола в одной постоянной точке относительно станины станка. Ввиду того, что проволока 11 концами закреплена у противоположных торцов барабана 1, при вращении и одновременном перемещении барабана 1 проволока 11 с одной стороны сматывается, а на другую сторону цилиндра наматывается в один слой с шагом, определенным винтом 4. Реверсивное и продольное движение барабана 1 ограничивается передвижными конечными выключателями 30. При работе вручную перемещают стол 13, следя, чтобы разрез, выполненный проволокой, совпадал с линией размотки.
В том случае, когда требуется вырезать детали более точно и в большем количестве, эту операцию можно осуществить вручную следующим образом (см. фиг. 3): на конце кронштейна 27 укрепляют щуп 28, равный диаметру режущей проволоки И. При перемещении стола 13 щуп 28 должен скользить
но кромке 29. Этим способом вырезается деталь с точностью, равной точности изготовленного шаблона. Обработку можно проводить и по автоматическому циклу,
Формула изобретения
1. Станок типа лобзикового, инструментом в котором является обработанная, например, электроискровым способом проволока, перематываемая в прямом и обратном паправлениях и натягиваемая в рабочей зоне посредством установленных по обе стороны рабочего стола проволок, отличающийся тем, что, с целью обеспечения однослойной намотки закрепленной на барабане обоими концами проволоки с шагом, несколько превышающим ее диаметр, и сохранения постоянного положения ветвей проволоки относительно плоскости проволок, механизм перемотки выполнен в виде гладкого барабана, перемещаемого в осевом направлении на валу, принудительно вращаемом со скоростью, согласованной со скоростью упомянутого осевого перемещения.
2. Станок по п. 1, отличающийся тем, что механизм согласования скоростей вращательного и осевого перемещений барабана выполнен в виде винтовой пары, винт которой через гитару сменных шестерен связан с валом барабана, а гайка посредством жесткого поводка - с барабапом.
3. Станок по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что, с целью реверсирования вращения барабана, на станине расположены переставные конечные выключатели, электрически связанные с приводным двигателем.
:э 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок типа лобзикового | 1978 |
|
SU905071A2 |
| СТАНОК ДЛЯ НАМОТКИ ТЕСЬМЫ | 1971 |
|
SU303270A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОИСКРОВОГО ВЫРЕЗАНИЯОТВЕРСТИЙ | 1971 |
|
SU430980A1 |
| Устройство для намотки сварочной проволоки на катушку | 1982 |
|
SU1123754A1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
f-
X
fvi
и
сщ
