Фив. i Изобретение относится к швейной промьшшенности и может использоваться в швейных машинах с программируемыми параметрами строчек. Известен способ прокладьшания отделочных строчек на швейной машине с программным управлением, заключающий ся в задании количества стежков на каждом участке строчки с последующим шитьем до заданных точек lj . Недостатком известного способа яв ляется то, что он не позволяет учитывать изменения в длине программиру емых участков материала в процессе шитья, возникающих вследствие физико-механических свойств материала,, неточности кроя, погрешности предыдущей обработки и т.д. и не обеспечи вает точность, необходимую при про кладывании отделочных строчек, Цель изобретения - повышение точности прокладьшания за счет учета из менения длины материала в пр9Цессе шитья. Поставленная цель достигается тем, что согласно способу прокладывания отделочных строчек на швейной машине с программным управлениемjзаключающемуся в задании количества стежков на каждом участке строчки с последующим шитьем до заданных точек на подошву нажимной лапки швейной машины наносят метки, расстояние между которыми равно номинальному значению шага стежка, количество стежков на каждом участке строчки устанавливают равным отношению номинальной длины соответствующего участ ка к максимальному значению шага строчки,.причем на каждом участке вьтолняют количество стежков в соответствии с заданием, по меткам, нанесенным на подошву нажимной лапки-, определяют длину участка между последней точкой прокола иглой детали и заданной точкой и корректируют количество стежков в задании на каждом участке, а шитье осуществляет одиноч ными стежками до выхода в заданные точки. На фиг.1 изображена принципиальна схема швейной машины с программным управлением; на фиг,2 - нажимная лап ка швейной машины с нанесенными метками. Швейная машина 1 с автоматизированньт электроприводом 2 и человеком оператором 3 снабжена микропроцессорной системой управления, содержащей пульт 4 управления, запоминающее устройство 5, блок 6.коррекции программы, управляюций микропроцессор 7. Зажимная лапка 8 швейной машины 1 имеэт нанесенные на подошву 9 метки 10. По обрабатываемой детали 11 приложгн з часток 12 строчки. Заданная точча 13 участка 12 строчки отстоит от точки 14 прокола иглой 15 детали 11ia некотором расстоянии а . Способ осуществляют следующим образом. Человек-оператор 3 программирует с пульта 4 управления число участков строчки и число стежков на каждом участке. Причем количество стежков на каж;;ом участке строчки устанавливают рав;1ым отношению номинальной длины соответствующего участка к максимапь- ному значению шага строчки. Изменения длины участка и шага строчки определяюг предварительно с помощью соответствующих экспериментов. Полученную информацию вносят в запоминающее устройство 5. Далее начинается процесс шит:ья. на швейной машине 1. При этом микропроцессор 7 .получает информацию из :запоминающего устройства 5 и упрайляет работой автоматизированного эле1 стропривода 2, Отработав заданное число стежков на участке 12, машина 1 автоматически останавливается. ОпераiTop 3 визуально оценивает расстояние а между точкой 14 прокола иглой 15дет.ши 11 и заданной точкой 13. Рас-столниеа оценивают по меткам 10, нанесенным на подошву 9 нажимной лапки 8. Шаг между виткамд принимают равным номинальной длине стежка. Оценив, CKpJXbKO меток 10 укладывается в расстоянии а , оператор 3 вносит коррекцию с пульта 4 управления в блок 6 кор екции программы, который обменивается информацией с микропроцессором 7. Последний обеспечивает вьшолнёние недостающих стежков до заданной точки 13.Коррекция программы может вноситься путем соответствующего числа нажатий на кнопку одиночного оборота на ijiynbTe 4 управления. ехнико-экономический эффект от использования данного способа достигае-ся за счет повьш1ения точности прокладывания отделочных строчек. Ю 10 Q3U8. 2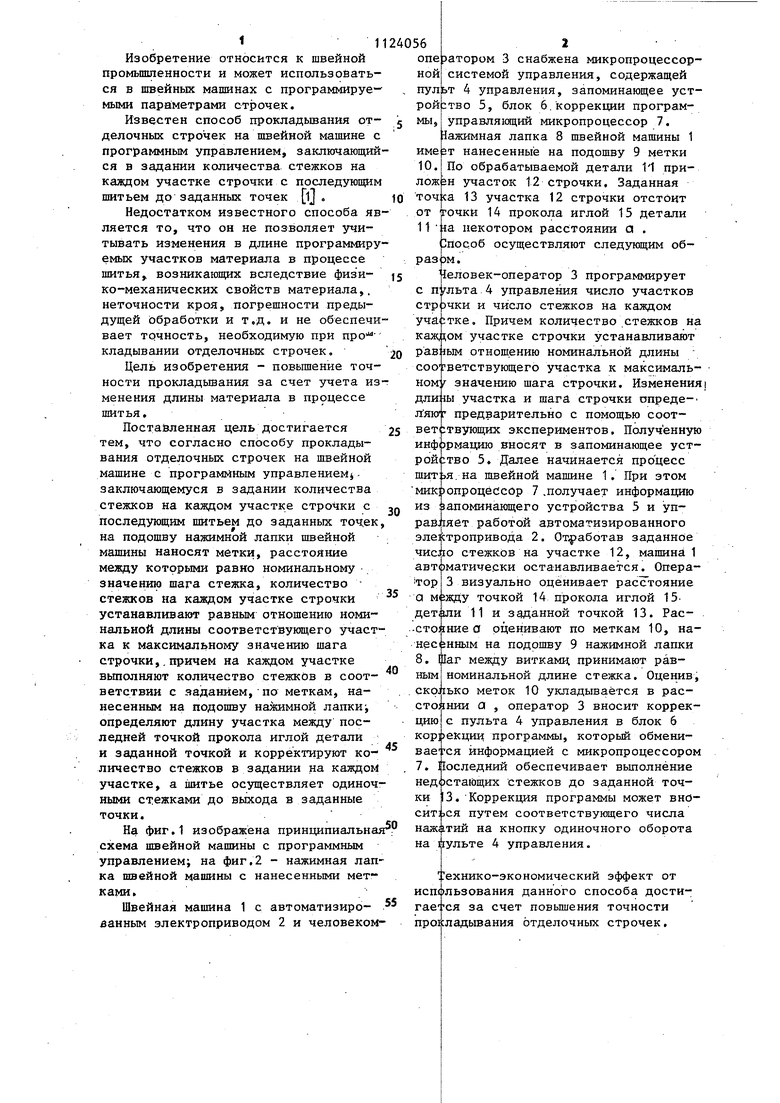
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокладывания отделочных строчек на швейной машине с программным управлением | 1986 |
|
SU1440988A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415209C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ПОВРЕЖДАЕМОСТИ НИТЕЙ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ПРИ ШИТЬЕ | 2013 |
|
RU2516894C1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| Устройство управления автоматической закрепкой строчки | 1985 |
|
SU1306996A1 |
| Устройство для регулирования геометрической формы строчки на швейной машине | 1982 |
|
SU1390271A1 |
| Швейная машина с программным управлением | 1986 |
|
SU1641913A1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ НИТОЧНОЙ СТРОЧКИ | 1995 |
|
RU2120509C1 |

СПОСОБ ПРОКЛАДЫВАНИЯ ОТДЕПОЧНЫХ СТРОЧЕК НА ШВЕЙНОЙ НШИНЕ С ПРОГ РАЮШМ УПРАВЛЕНИЕ) заключакщийся в заданш ка1шчества стежков на каащом участке строчки с последующим шитьем до заданных точек, отличаю :щ и и с я тем, что, с целью повьоюния точности Ёгрокладывается за счет учета изменения длины материала а процессе шит-ья, на подошву нажимной лапки швейной машины наносят метки, расстояние между которьв4и равно номинальному значению шага стежка, количество стежков на калдцом участке строчки устанавливают равным отношению номинальной длины Соответствующего участка к максимальному значению шага строчки, - причем на каждом участке выполняют количество стежков в соответствии с заданием по меткам, нанесенным на подошву нажимной лапки, определяют длину участка между последней точкой прокола иглой детали и $ заданной точкой и корректируют количество стежкоа в задании -на каждом участке, а шитье осуществляют одиночными стежками до выхода в заданные точки. ч vF 7X /W
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 4092937, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
