йРквт АУав
(Л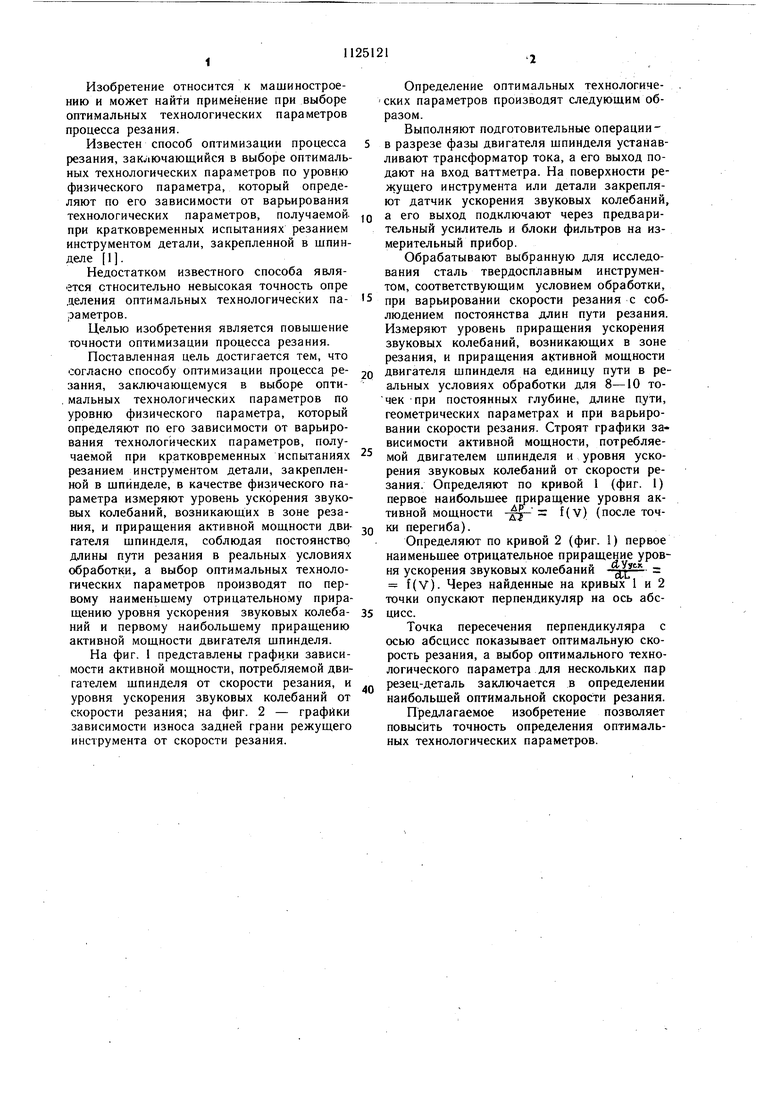
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2025253C1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Способ оптимизации процессаРЕзАНия | 1979 |
|
SU831532A1 |
| Способ автоматического управления процессом резания | 1976 |
|
SU654392A1 |
| Способ прогнозирования стойкости режущего инструмента | 1984 |
|
SU1232380A1 |
| Способ управления обработкой резанием | 1990 |
|
SU1750925A1 |
| СПОСОБЫ СОЗДАНИЯ КОЛЕБАНИЙ БУРИЛЬНОЙ КОЛОННЫ | 2013 |
|
RU2619299C2 |
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2204121C2 |
| Устройство для управления станком с выдвижным шпинделем | 1982 |
|
SU1108393A1 |
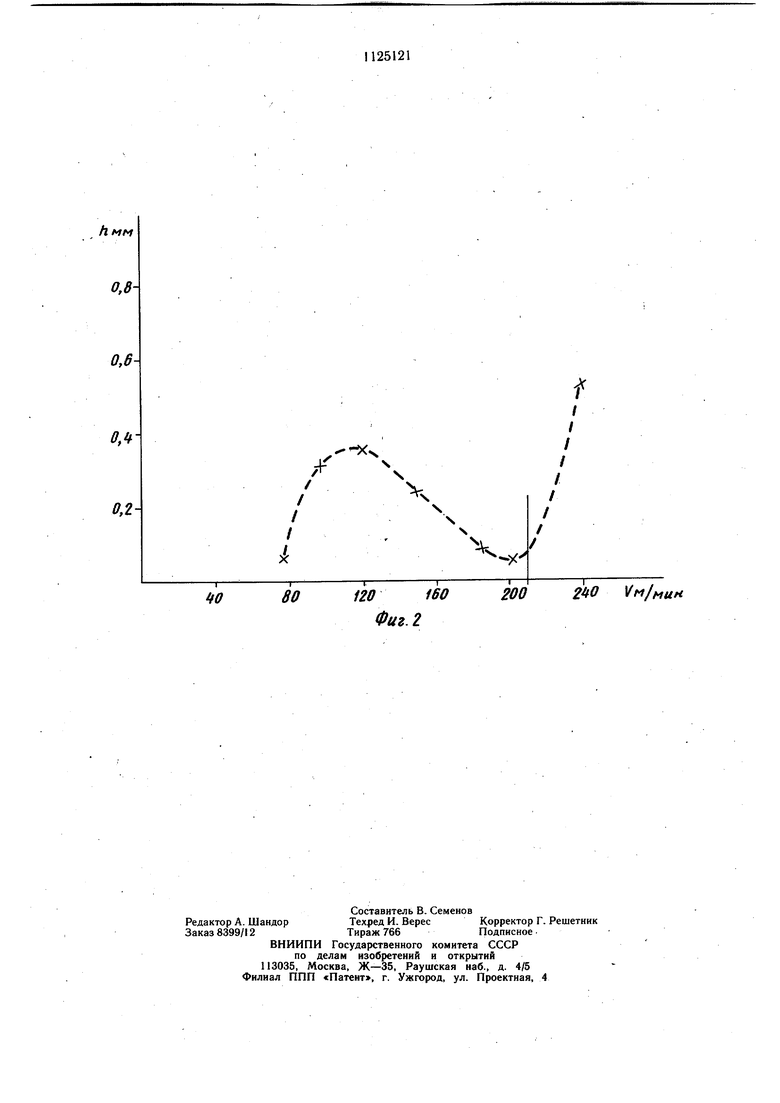
СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ, заключающийся в выборе оптимальных технологических параметров по уровню физического параметра, который определяют по его зависимости от варьирования технологических параметров, получаемой при кратковременных испытаниях резанием инструментом детали, закрепленной в шпинделе, отличающийся тем, что, с целью повышения точности, в качестве физического параметра измеряют уровень ускорения звуковых колебаний, возникающих в зоне резания, и приращения активной мощности двигателя шпинделя, соблюдая постоянство длины пути резания в реальных условиях обработки, а выбор оптимальных технологических параметров производят по первому наименьшему отрицательному приращению уровня ускорения звуковых колебаний и первому наибольшему приращению активной мощности двигателя шпинделя.
fO80 120160200
fФиг. 1
ю ел
ю
2tO
320 Ум/„ин
280 Изобретение относится к машиностроению и может найти применение при выборе оптимальных технологических параметров процесса резания. Известен способ оптимизации процесса резания, заключающийся в выборе оптимальных технологических параметров по уровню физического параметра, который определяют по его зависимости от варьирования технологических параметров, получаемой. при кратковременных испытаниях резанием инструментом детали, закрепленной в шпинделе 1 . Недостатком известного способа является относительно невысокая точность опре деления оптимальных технологических параметров. Целью изобретения является повышение точности оптимизации процесса резания. Поставленная цель достигается тем, что согласно способу оптимизации процесса резания, заключающемуся в выборе опти, мальных технологических параметров по уровню физического параметра, который определяют по его зависимости от варьирования технологических параметров, получаемой при кратковременных испытаниях резанием инструментом детали, закрепленной в шпинделе, в качестве физического параметра измеряют уровень ускорения звуковых колебаний, возникающих в зоне резания, и приращения активной мощности двигателя шпинделя, соблюдая постоянство длины пути резания в реальных условиях обработки, а выбор оптимальных технологических параметров производят по первому наименьшему отрицательному приращению уровня ускорения звуковых колебаНИИ и первому наибольщему приращению активной мощности двигателя шпинделя. На фиг. 1 представлены графи,ки зависимости активной мощности, потребляемой двигателем шпинделя от скорости резания, и уровня ускорения звуковых колебаний от скорости резания; на фиг. 2 - графики зависимости износа задней грани режущего инструмента от скорости резания. Определение оптимальных технологических параметров производят следующим образом. Выполняют подготовительные операциив разрезе фазы двигателя щпинделя устанавливают трансформатор тока, а его выход подают на вход ваттметра. На поверхности режущего инструмента или детали закрепляют датчик ускорения звуковых колебаний, а его выход подключают через предварительный усилитель и блоки фильтров на измерительный прибор. Обрабатывают выбранную для исследования сталь твердосплавным инструментом, соответствующим условием обработки, при варьировании скорости резания с соблюдением постоянства длин пути резания. Измеряют уровень приращения ускорения звуковых колебаний, возникающих в зоне резания, и приращения активной мощности двигателя щпинделя на единицу пути в реальных условиях обработки для 8-10 точек при постоянных глубине, длине пути, геометрических параметрах и при варьировании скорости резания. Строят графики зависимости активной мощности, потребляемой двигателем щпинделя и уровня ускорения звуковых колебаний от скорости резания. Определяют по кривой 1 (фиг. 1) первое наибольщее приращение уровня активной мощности д f(v) (после точки перегиба). Определяют по кривой 2 (фиг. 1) первое наименьшее отрицательное приращение уровня ускорения звуковых колебаний f(V). Через найденные на кривых 1 и 2 точки опускают перпендикуляр на ось абсцисс. Точка пересечения перпендикуляра с осью абсцисс показывает оптимальную скорость резания, а выбор оптимального технологического параметра для нескольких пар резец-деталь заключается в определении наибольшей оптимальной скорости резания. Предлагаемое изобретение позволяет повысить точность определения оптимальных технологических параметров.
/7,
/
0,2
«
Ч
v.,y
VM/MUH
200
160
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ оптимизации процессаРЕзАНия | 1979 |
|
SU831532A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
