При укладке мягких обмоток в пазы торцовых сердечников статоров электрических машин возникают большие затруднения из-за тесного размеш,ения внутренней лобовой части и необходимости поднимать первые катушки (секции) при укладке под них последних катушек,
Для уменьшения трудоемкости при выполнении указанной операции и повышения производительности труда были предложены различные устройства, позволяющие частично механизировать эту работу.
Предлагаемое устройство позволяет полностью механизировать процесс укладки обмоток в пазы.
Для этой цели устройство содержит вертикальный сборник с зубцами, служащий для укладки и растяжки на них обмоток, формовочную головку, предназначенную для придания лобовым частям обмотки нужной формы и последующей запрессовки обмотки в пазы статора.
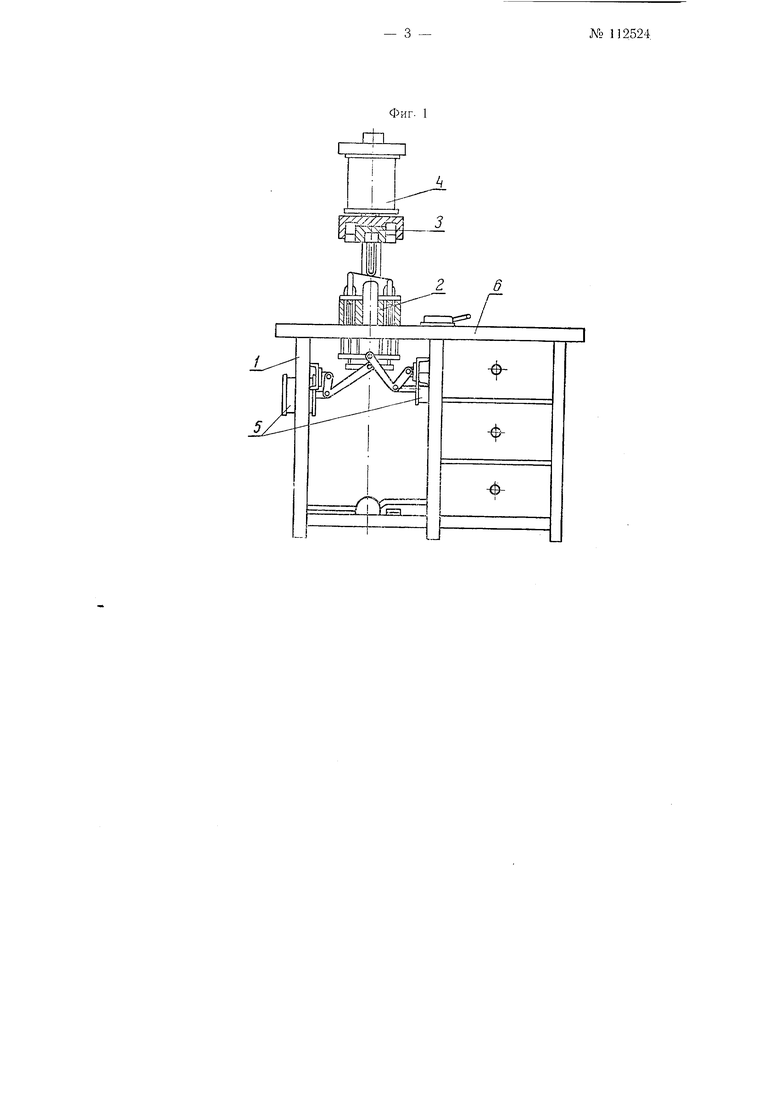
На фиг. 1 изображен общий вид предлагаемого устройства; на фиг. 2 и 3 - продольные разрезы его сборника и формовочной головкиУстройство выполнено в виде сварной станины /, на которой смонтированы рабочие узлы пресса, представляющие собой сборник 2, формовочную головку 3, пневматические цилиндры 4 и 5 и приборы управления. Сборник 2 служит для укладки и растяжки на нем обмотки. Придание лобовым частям обмотки требуемой формы и запрессовка обмотки в пазы статора осуществляется формовочной головкой 3. Сборник 2 и формовочная головка 3 приводятся в движение сжатым воздухом.
В столе 6 станины имеются ящики, в которых помещается подсобный инструмент, запас секций, изоляционные прокладки, ленты, трубки и пр.
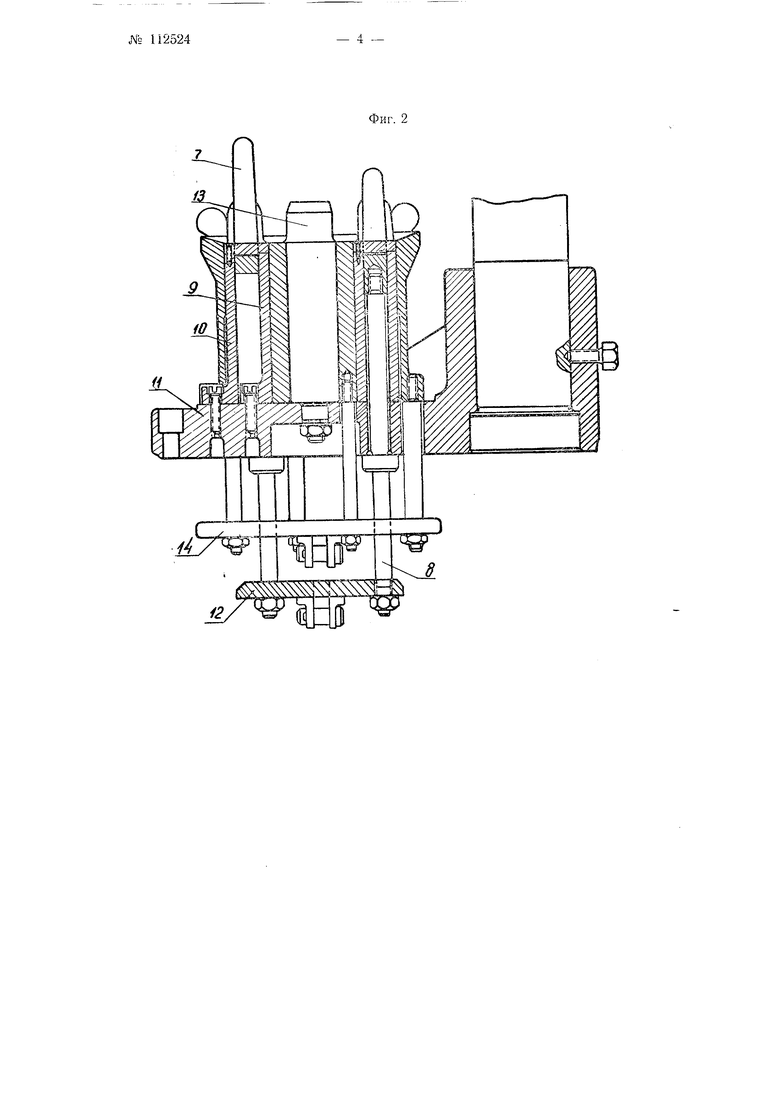
Сборник 2 снабжен зубцами 7, равномерно расположенными по окружности; количество их должно быть равно количеству пазов обматываемого статора. Сечение зубцов по мере приближения к основанию по: 112524- 2 -
степенно увеличивается; высота отдельных зубов также неодинакова: она плавно или ступенями меняется от первого к последнему зубцу.
Такое выполнение зубцов облегчает укладку секций обмотки, так как н этом случае по мере продвижения секций вглубь сборника они постепенно принимают нужную форму и размеры.
Каждый зубец сборника выполнен составным из трех частей. Наружная и внутренняя части зубцов имеют одинаковую высоту и неподвижны, а средняя часть (различная по высоте для каждого зубца) может убираться, освобождая в отформованной на сборнике обмотке место для зубцов сердечника статора. Для этого средние части зубцов соединены с кольцом, которое при помощи тяг 5 может перемещаться по вертикали в стаканах 9 и 10, укрепленных на плите //. Тяги 8 связаны между собой плитой 12, которая, в свою очередь, соединена рычагом со штоком пневматического цилиндраВнутренний диаметр лобовых частей оформляется верхней частью oiipaBKii 13. Снятие отформованной обмотки с зубцов 7 сборника осущес.-т вляется путем вертикального перемещения плиты 14.
Предмет изобретения
1.Устройство для укладки мягких обмоток в открытые пазы торцог.ых сердечников статоров электрических машин, отличающееся тем, ТО, с целью увеличения производительности труда при уьтадке обмотки путем -меха{1изации процесса, оно содержит вертикальный сборник с зубцами, служащий для укладки и растяжки на них обмоток, и подвиж1 ую в вертикальном направлении формовочную головку, предназначенную для придания лобовым частям обмотки нужной формы и последуюцей запрессовки обмотки в пазы статора.
2.Устройство по п. 1, отличающееся тем, что зубцы сборника от верщины к основанию выполнены постепенно увеличивающегося сече3.Устройство по ни. 1 и 2, отличающееся тем, что зубцы сборника имеют различную высоту, плавно или ступенями изменяющуюся от первого к последнему зубцу.
4.Устройство по пп. 1-3, отличающееся тем, что каждый зубец сборника выполнен составным из трех частей, причем наружпая и внутренняя части неподвижны, а средняя, помещенная между ними, может убираться, освобождая в отформованной на сборнике обмотке место для зубцов сердечника статора.
5.Устройство по пп. 1-4, отличающееся тем,что сборник имеет зубцы в количестве, равном количеству пазов статора.
6.Устройство по пп. 1-5, отличающееся применением пневматического привода для формовочной головки и подвижных зубцов сборника.