этом обойма установлена в направляющих элементах конической оправки и подпружинена к нeй, втулки установлены с возможностью совместного .
возвратно-поступательного перемещения, вдоль оси барабанов а наружная втулка - с возможностью совместного поворота с наружным барабаном.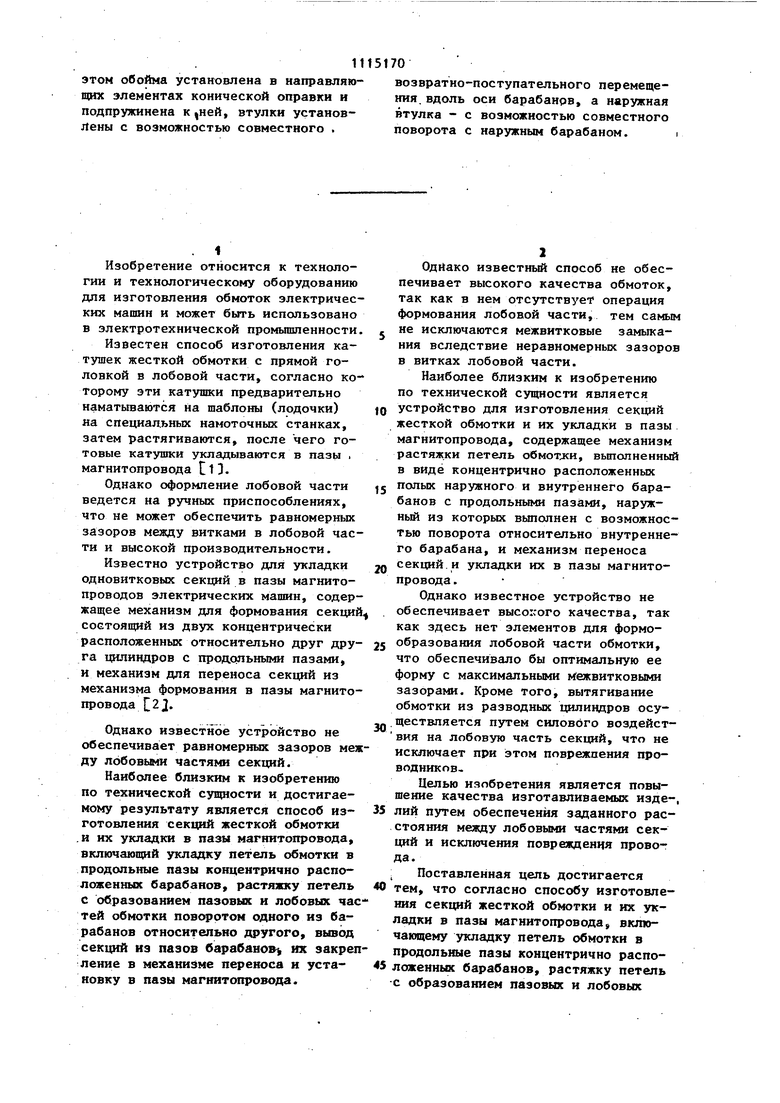
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и укладки секций жесткой обмотки в пазы магнитопровода электрической машины | 1988 |
|
SU1594654A1 |
| Устройство для изготовления и укладки секций жесткой обмотки в пазы магнитопровода | 1988 |
|
SU1636943A1 |
| Способ изготовления секций обмоток электрических машин и устройство для его осуществления | 1982 |
|
SU1023552A1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОДНОВИТКОВЫХСЕКЦИЙ | 1970 |
|
SU277921A1 |
| Устройство для автоматической укладкиСЕКций СТЕРжНЕВОй ОбМОТКи B пАзы | 1973 |
|
SU593621A1 |
| Устройство для автоматической укладки секций стержневой обмотки в пазы магнитопровода электрической машины | 1980 |
|
SU974510A2 |
| Станок для изготовления стержневых обмоток электрических машин | 1982 |
|
SU1072193A1 |
| Устройство для изготовления и укладки одновитковых секций | 1976 |
|
SU612351A1 |
| Устройство для формования лобовых частей обмоток | 1988 |
|
SU1674313A1 |



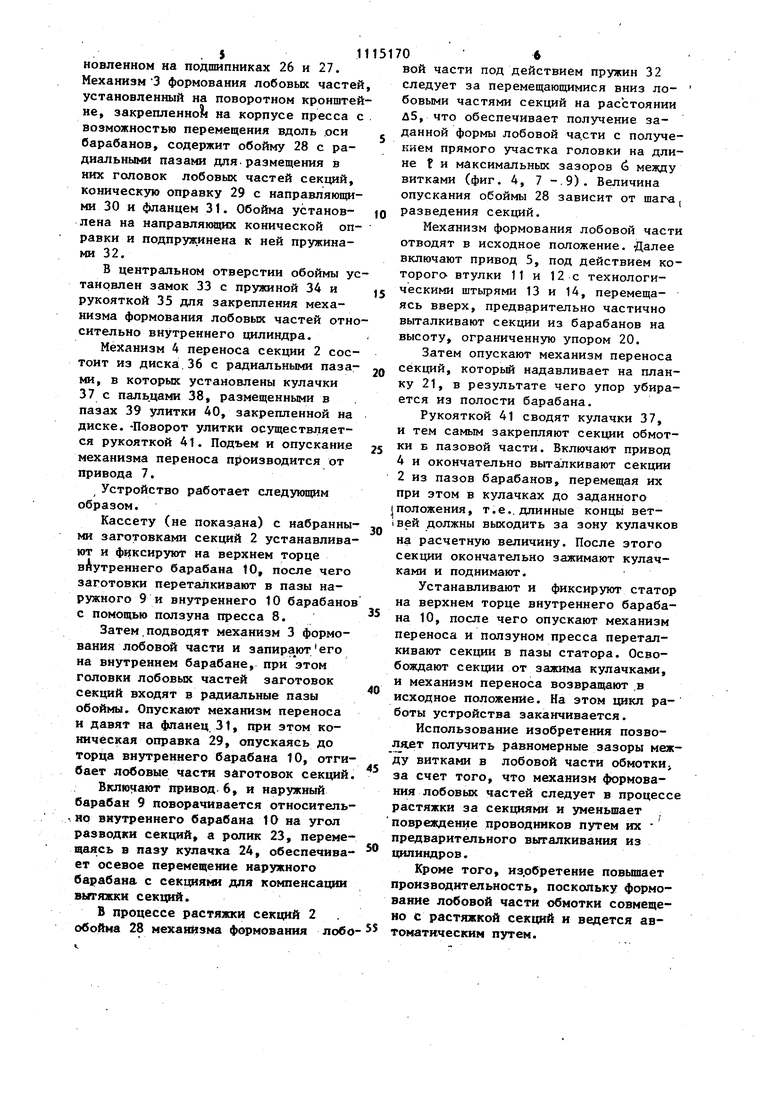
1. Способ изготовления секций жесткой обмотки и их укладки в пазы магнитопровода, включакнций укладку петель обмотки в продольные пазы концентрично расположенных барабанов, растяжку петель с образованием пазовых и лобовых частей обмотки поворотом одного из барабанов относительно другого, вывод секций из пазов барабанов,их закрепление в механизме переноса и установку в пазы магнитопровода, отличающийся тем,, что с целью повышения качества изготавливаемых изделий путем обеспечения заданного расстояния между лобовыми частями секций, одновременно с растяжкой петель производят формование лобовых частей путем фиксирования Головок лобовых частей и перемещения лобовых частей в направлении пазовых частей секций. 2. Устройство для изготовления секций жесткой обмотки и их укладки в пазы магнитопровода, содержащее механизм растяжки петель обмотки, выполненный в виде концентрично расположенных полых наружного и внутреннего барабанов с продольными пазами, наружный из которых выполнен с возможностью поворота относительно внутреннего барабана, и механизм переноса секций и укладки их в пазы магнитопровода, отличающееся i тем, что, с целью повышения качества изготавливаемых изделий путем обеспе(Л чения заданного расстояния между ло. бовыми частями секций, оно содержит С механизм формования лобовых частей, (выполненный в виде обоймы с радиальны;ми пазами для размещения головок лобовых частей секций, конической оправки с направляющими элементами, установленной над торцовой поверхностью внутреннего барабана со стосд роны расположения лобовых частей секций с возможностью возвратно-поступательного перемещения вдоль оси барабанов, и замка для закрепления механизма формования лобовых частей относительно внутреннего барабана, механизм растяжки секций снабжен концентрично расположенньв(и наружной и внутренней втулками с продольными пазами, установленными в наружном барабане концентрично ему со стороны расположения концов секций, и технологическими штырями, размещенными одним концом в пазах втулок, а другим - в пазах барабанов, при
Изобретение относится к технологии и технологическому оборудованию для изготовления обмоток электрических машин и может быть использовано в электротехнической промышленности.
Известен способ изготовления катушек жесткой обмотки с прямой головкой в лобовой части, согласно которому эти катушки предварительно наматываются На шаблоны (лодочки) на специальных намоточных станках, затем растягиваются, после чего готовые катушки укладываются в пазы магнитопровода С13Однако оформление лобовой части ведется на ручных приспособлениях, что не может обеспечить равномерных зазоров между витками в лобовой части и высокой производительности.
Известно устройство для укладки одновитковых секций в пазы магнитопроводов электрических машин, содержащее механизм для формования секций состоящий из двух концентрически расположенных относительно друг друга цилиндров с продольными пазами, и механизм для переноса секций из механизма формования в пазы магнитопровода C2J.
Однако известное устройство не обеспечивает равномерных зазоров между лобовыми частями секций.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления секций жесткой обмотки .и их укладки в пазы магнитопровода, включаю1ций укладку петель обмотки в продольные пазы коицентрично расположенных барабанов, растяжку петель с образованием пазовых и лобовых час тей обмотки поворотом одного из барабанов относительно другого, вывод секций из пазов барабано их закрепление в механизме переноса и установку в пазы магнитотфовода.
Однако известный способ не обеспечивает высокого качества обмоток, так как в нем отсутствует операция формования лобовой части, тем самым
не исключаются межвитковые замыкания вследствие неравномерных зазоров в витках лобовой части.
Наиболее близким к изобретению по технической сущности является
устройство для изготовления секций жесткой обмотки и их укладки в пазы магнитопровода, содержащее механизм растяжки петель обмотдси, выполненный в виде концентрично расположенных
полых наружного и внутреннего барабанов с продольными пазами, наружный из которых выполнен с возможностью поворота относительно внутреннего барабана, и механизм переноса
секций.и укладки их в пазы магнитопровода.
Однако известное устройство не обеспечивает высогсого качества, так как здесь нет элементов для формообразования лобовой части обмотки, что обеспечивало бы оптимальную ее форму с максимальными ь ежвитковыми зазорами. Кроме того, вытягивание обмотки из разводных цилицдров осуществляется путем силового воздейстВИЯ на лобовую часть секций, что не исключает при этом повреждения проводников.
Целью изобретения является повышение качества изготавливаемых изде-,
ЛИЙ путем обеспечения заданного расстояния между лобовыми частями секций и исключения повреждения провода, i Поставленная цель достигается
тем, что согласно способу изготовления секций жесткой обмотки и их укладки в пазы магнитопровода, включающему укладку петель обмотки в продольные пазы концентрично расположеннык барабанов, растяжку петель с образованием пазовых и лобовых
31
частей обмотки поворотом одного из барабанов относительно другого, вывод секций из пазов барабанов, их закрепление в механизме переноса и установку в пазы магнитопровода, од.новременно с растяжкой петель производят формование лобовых частей путем фиксирования головок лобовых частей и перемещения лобовых частей в направлении пазовых частей секций.
Поставленная цель достигается так же. тем, что в устройство для изготов ления секций жесткой обмотки и их укладки ,в пазы магнитопровода, содержащее механизм растяжки петель обмотки, выполненный в виде кондентрично расположенных полых наружного и внутреннего барабанов с продольными пазами, наружный из которых выполнен с возможностью поворота относительно внутреннего барабана, и механизм переноса секций и укладки их в пазы магнитопровода, содержит механизм формования лобовых частей, выполненный в виде обоймы с радиальными пазами для размещения головок лобовых частей секций, конической оправки с направляющими элементами, установленной над торцовой поверхностью внутреннего барабана со стороны расположения лобовых частей секций с возможностью возвратно-поступательного перемещения вдоль оси барабанов, и замка для закрепления механизма формования лобовых частей относительно внутреннего барабана, механизм растяжки секций снабжен концентрично расположенными наружной и внутренней втулками, с продольными Пазами, установленными в наружном барабане концентрично ему со стороны расположения концов секций, и технологическими штьфями, размещенными одним концом в пазах втулок, а другим - в пазах барабанов, при этом обойма установлена в направлякицих элементах конической оправки и подпружинена к ней, втулки установлены с возможностью совместного возвратно-поступательного перемещения вдоль оси барабанов, а наружная втулка с возможностью совместного поворота с наружным барабаном.
На фиг. 1 показано устройство для изготовления секций жесткой обмотки и их укладки в пазы магнитопровода, общий вид; на фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - механизм формования секций, в разрезе; на
51704 ;
фиг. 4 - изготовленная секция; на , фиг. 5 - разрез Б-Б на фиг. 3; на фиг.6 - разрез В-В на фиг. 3; на / фиг. 7 - схема механизмов для растяжки петель и формования лобовой части обмотки, в положении до растяжки петель; на фиг. 8 - то же, после растяжки петель; на фиг. 9 - лобовая часть секции обмотки.,
o Устройство для изготовления сек, ций жесткой обмотки и их укладки в пазы магнитопровода (фиг. 1) содер жит механизм 1 растяжки петель секций 2, механизм 3 формования лобовых частей, механизм 4 переноса секций из механизма растяжки петель в пазы магнитопровода и приводы 5 и 6 механизма формования; секций, и привод 7 механизма переноса секций, которые работают от пресса 8.
Механизм 1 растяжки петель включа-. ет в себя концентрично расположенные наружный 9 и внутренний 10 барабаны с продольными пазами для размещения
, в них секций. Внутренний барабан 10 неподвижен, а наружный барабан 9 поворачивается относительно него с помощью привода 6. Внутри наружного цилиндра 9f концентрично ему установлены наружная 11 и внутренняя 12 - ;. втулки с продольными пазами, соот- . ветствующими пазам цилиндров, в которых размещены технологические штыри 13 и 14, соответственно установленные одним концом в пазах наружной
5 и внутренней втулок, а другим в пазах наружного и внутреннего барабанов. Втулки 11 и 12 сочленены друг с другом посредством кольца 15. Штыри 13 и 14 закреплены во втулках секто рами 16 и 17 и разделеныгильзой 18. Наружная втулка 11 установлена внутри наружного барабана 9 на шпонке 19, а внутренняя втулка 12 связана с приводом ее возвратно-поступатель ного перемещения вдоль оси барабанов. Перемещение втуло регулируется упором 20, установленным в прорези наружного барабана 9.
Выдвижение упора 20 осуществляется
0 с помощью подпружиненной планки .21. Верхний предел перемещения втулок ограничивается упором 22, установленным во внутреннем барабане.
На внешней поверхности наружного
5 барабана 9 установлена ось с роли- ком 23, перемещающимся в наклонном пазу кулачка 24 при вращении наруж- ного барабана 9 в корпусе 25, уста.51 новленном на подшипниках 26 и 27. Механизм 3 формования лобовых частей установленный на поворотном кронштей не, закрепленной на корпусе пресса с возможностью перемещения вдоль оси барабанов, содержит обойму 28 с радиальными пазами для-размещения в них головок лобовых частей секций, коническую оправку 29 с направляющими 30 и фланцем 31. Обойма установлена на направляющих конической оправки и подпружинена к ней пружинами 32. В центральном отверстии обоймы ус тановлен замок 33 с пружиной 34 и рукояткой 35 для закрепления механизма формования лобовых частей отно сительно внутреннего цилиндра. Механизм 4 переноса секции 2 состоит из диска.36 с радиальными пазами, в которых установлены кулачки 37 с пальдами 38, размещенными в пазах 39 улитки 40, закрепленной на диске. -Поворот улитки осуществляется рукояткой 41. Подъем и опускание механизма переноса производится от привода 7. Устройство работает следующим образом. Кассету (не показана) с набранны ми заготовками секций 2 устанавлива ют и фиксируют на верхнем торце вАутреннего барабана 10, после чего заготовки переталкивают в пазы наружного 9 и внутреннего 10 барабано с помощью ползуна пресса 8. Затем.подводят механизм 3 формования лобов{й части и запирг1ютего на внутреннем барабане, при этом головки лобовых частей заготовок секций входят в радиальные пазы обоймы. Опускают механизм переноса и давят на фланец 31, при этом коническая оправка 29, опускаясь до торца внзггреннего барабана 10, отги бает лобовые части заготовок секций Вклю11ают ПРИВОД б, и наружный барабан 9 поворачивается относитель - но внутреннего барабана 10 на угол разводки секций, а ролик 23, переме щаясь в пазу кулачка 24, обеспечива ет осевое перемещение наружного барабана с секциями для компенсации вытяжки секций. В процессе растяжки секций 2 обойма 28 механизма формования лоб 0 вой части под действием пружин 32 следует за перемещающимися вниз лобовыми частями секций на расстоянии Д5, что обеспечивает получение заданной формы лобовой ча.сти с получением прямого участка головки на длине t и максимальных зазоров 6 между витками (фиг. 4, 7 -.9). Величина опускания обоймы 28 зависит от шаг-а разведения секций. Механизм формования лобовой части отводят в исходное положение. -Далее включают привод 5, под действием которого втулки 11 и 12 с технологическими штырями 13 и 14, перемещаясь вверх, предварительно частично выталкивают секции из барабанов на высоту, ограниченн5по упором 20. Затем опускают механизм переноса секций, который надавливает на планку 21, в результате чего упор убирается из полости барабана. Рукояткой 41 сводят кулачки 37, и тем самым закрепляют секции обмотки Б пазовой Части. Включают привод 4 и окончательно выталкивают секции 2 из пазов барабанов, перемещая их при этом в кулачках до заданного положения, т.е.. длинные концы ветвей должны выходить за зону кулачков на расчетную величину. После этого секции окончательно зажимают кулачками и поднимают. Устанавливают и фиксируют статор на верхнем торце внутреннего барабана 10, после чего опускают механизм переноса и ползуном пресса переталкивают секции в пазы статора. Освобождают секции от зажима кулачками, и механизм переноса возвращают .в исходное положение. На этом цикл работы устройства заканчивается. Использование изобретения позволяет получить равномерные зазоры между витками в лобовой части обмотки за счет того, что механизм формования лобовых частей следует в процессе растяжки за секциями и уменьшает повреждение проводников путем их предварительного выталкивания из цилиндров. Кроме того, из.обретение повьшает производительность, поскольку формование лобовой части обмотки совмещено с растяжкой секций и ведется автоматическим путем.
0U.i
39
фиг.2
Ф|/гЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Козлов Е.М | |||
| Конструирование и расчет обмоточных приспособлений электрических машин | |||
| М., Энергия, 1968, с, 105-130 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
