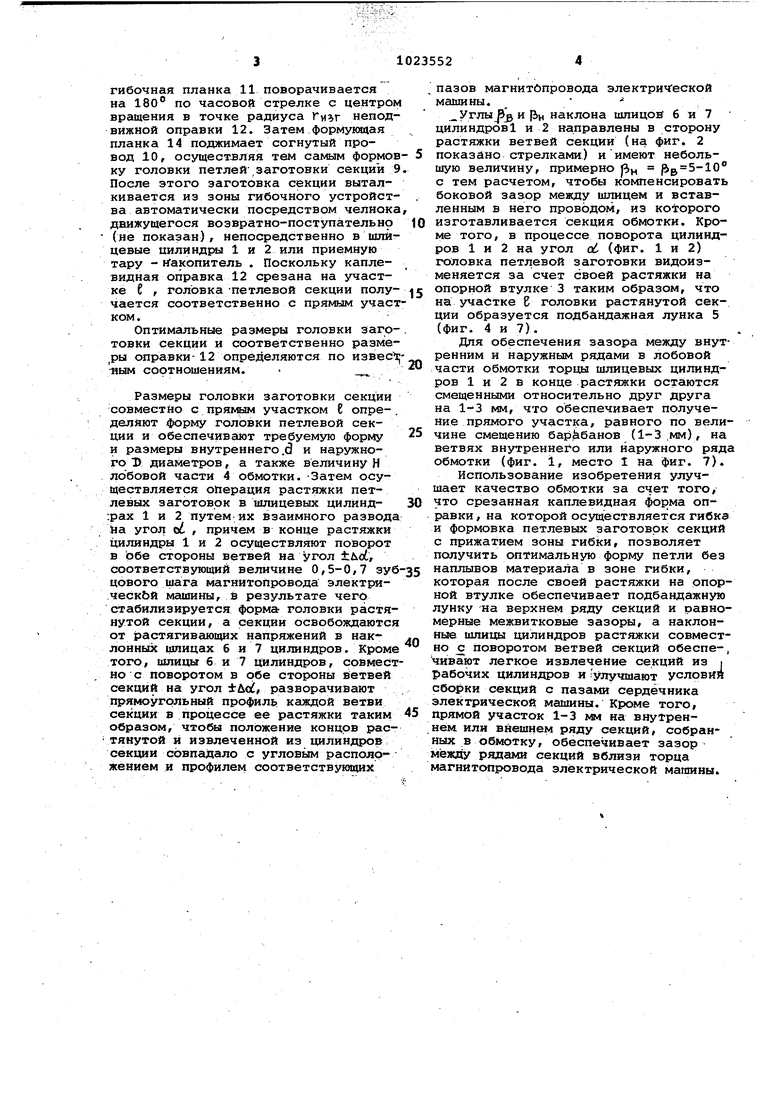
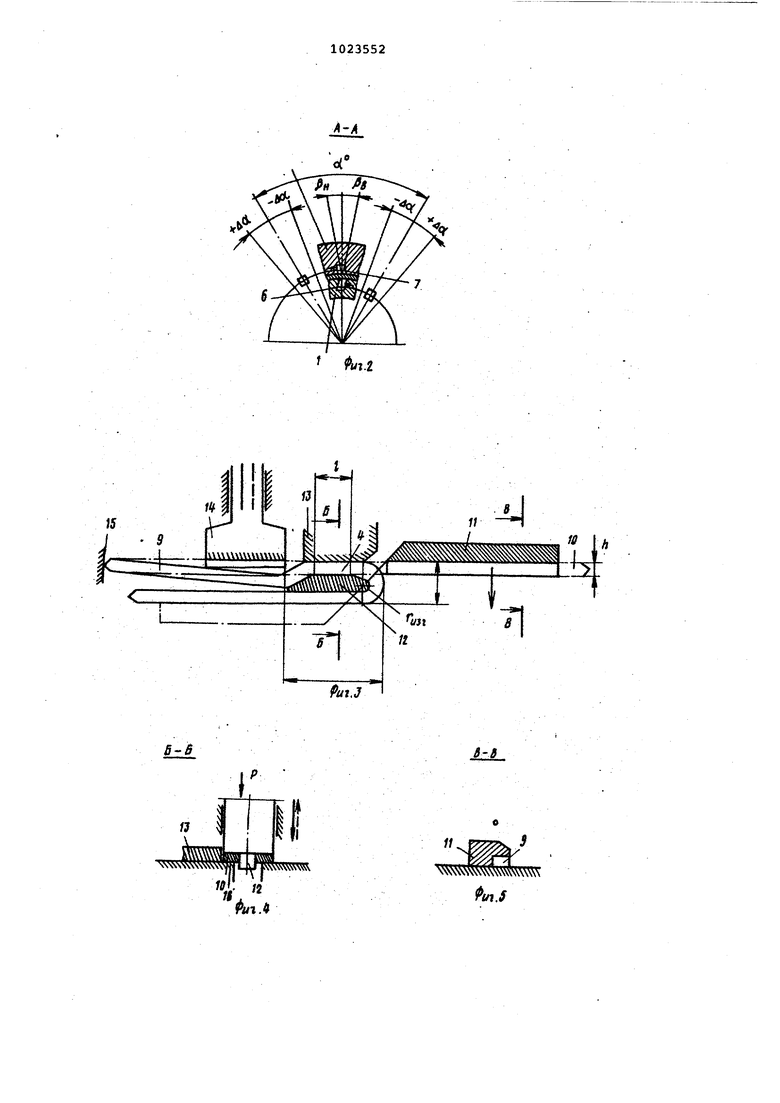
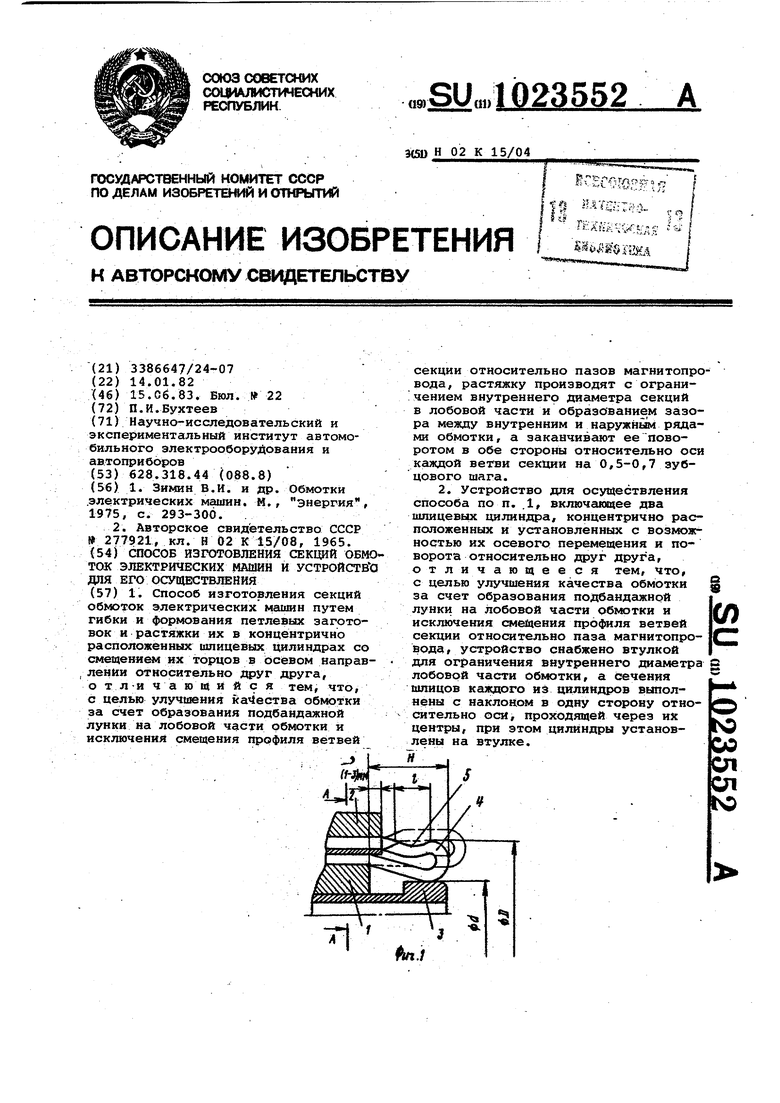
. Изобретение относится к технологии изготовления обмоток электрических машин и может быть использовано в электромашиностроении для изготовления, например, обмоток яко рей автотракторных стартеров. Известен способ изготовления сек ций стержневых обмоток роторов или статоров электрических маишн, заклю чающийся в последовательной гибке заготовки секции в лобовой части на ддаблонах 1. Недостатком данного способа является низкое качество гибки, так как способ и устройство для осущест вления этого способа используют большую долю ручного труда. Известен способ изготовления стержневых секций обмоток, заключающи ся в гибке и формовании петлевых заго вок и растяжке их по шагу. Этот спо соб осуществляется в концентрично расположенных шлицевых барабанах, торцы которых в исходном положении расположены в разных плоскостях. В процессе растяжки петель цилиндры перемещаются относительно друг друг в осевом направлении и в конце растяжки оказываются в одной плоскости 2. Однако известный способ и устрой ство для его осуществления не обеспечивают образования подбандажной лунки на лобовой части обмотки, что необходимо для удержания бандажа на обмотке в процессе его наложения и эксплуатации. Кроме того, не обеспечивается угловое соответствие профиля ветвей растянутых секций профилю паза магнитопровода, что пр водит к продавливанию внутрипазовой изоляции и замыканию обмотки на мас су. Все указанные недостатки снижаю качество обмоток. Цель изобретения - улучшение качества обмотки за счет образования подбандажной лунки на лобовой части обмотки и исключения смещения профи ля ветвей секции относительно паза магнитопровода. . Поставленная цель достигается тем, что согласно способу изготовле ния секций обмоток электрических машин путем гибки и формования петлевых заготовок и растяжки их в кон центрично расположенных шлицевых цилиндрах со смещением их торцов в осевом направлении относительно дру друга растяжку производят с ограничением внутреннего диаметра секций лобовой части и образованием зазора между внутренним и наружным рядами обмотки, а заканчивают ее поворотом в обе стороны относительно оси каждой ветви секции на 0,5-0,7 зубцового шага. Устройство для осуществления спо соба изготовления секций обмоток электрических машин, включающее два лицевых цилиндра, концентрично расположенных и установленных с возможностью их осевого перемещения и поворота относительно друг друга, снабено втулкой для ограничения внутреннего диаметра лобовой части обмотки, а сечения шлицов каждого из цилиндров выполнены с наклоном в одну сторону относительно оси, проходящей через их центры, при этом цилиндры установлены на втулке. На фиг. 1 показано.устройство для осуществления предлагаемого способа, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - операция гибки и формования, петлевых заготовок; на фиг. 4 - разрез В-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3, на фиг. 6 - головка петли секции до растяжки, на фиг. 7 - головка секции после растяжки и укладки ее -в пазы магнитопровода. Устройство для осуществления способа изготовления секций обмоток электрических машин состоит из двух концентрично расположенных шлицевых цилиндров . внутреннего 1 и наружного 2. Эти цилиндры свободно установлены на опорной втулке 3, предназначенной для ограничения внутреннего диаметра лобовой части 4 обмотки, и связаны с приводом их осевого перемещения и поворота относительно друг друга (не показано). Опорная втулка 3, кроме того, помогает формированию подбандажной лунки 5. Шлицы б и 7 цилиндров по сечению подобны пазам магнитопровода 8 и выполнены наклонными в одну сторону {в направлении растяжки) относительно оси, проходящей через их центры. Углы на клона шлицов внутреннего цилиндра и наружного |)м компенсируют зазор шлиц цилиндра - стержень секции в момент растяжки петли заготовки секции 9 и зависят от типа обмотки электрической машины. Операция гибки и формования петлевых заготовок 10 осуществляется автоматическим устройством, состоящим из гибочной планки 11, каплевидной опра:вки 12 со срезанным прямым участком, ограничительной 13 и формующей 14 планок, упора 15 и плиты 16, Способ изготовления секций обмоток электрических машин осуществля- . ется следующим образом. Сначала ведут операцию гибки и формования петлевых заготовок. Заготовка 10 провода подается в рабочую зону гибочного устройства, при этом оправка 12 несколько поднята кверху ,для того, чтобы провод 10 свободно прошел под оправкой 12 до упора 15. Затем оправка прижимает провод к плите 16 усилием Р 50-70 кгс, и гибочная планка 11 поворачивается на 180° по часовой стрелке с центром вращения в точке радиуса Ги%г неподвижной оправки 12. Затем формунндая планка 14 поджимает согнутый провод 10, осуществляя тем самым формов ку головки петлей ,заготовки секции После этого заготовка секции выталкивается из зоны гибочного устройства автоматически посредством челнока движущегося возвратно-поступательно (не показан), непосредственно в шлицевые цилиндры 1 и 2 или приемную тару - Накопитель . Поскольку каплевидная оправка 12 срезана на участке 6 , головка-петлевой секции получается соответственно с прямым участ ком. Оптимальные размеры головки эагртовки секции и соответственно paз 4eры оправки-12 определяются по извес ным соотношениям. Размеры головки заготовки секции совместно с прямлм участком 6 определяют 4юрму головки петлевой секции и обеспечивгиот требуемую форму и размеры внутреннего .d и наружного Т) диаметров, а также величину Н лобовой части 4 обмотки.-Затем осуществляется операция растяжки петлевых заготовок в ишицевых цилинд:рах 1 и 2 путем их взаимного развода йа угол oi , причем в конце растяжки цилиндры 1 и 2 осуществляют поворот в обе стороны ветвей на угол ±л, соответствующий величине 0,5-0,7 зуб цового шага магнитопровода электрическЬй машины, в результате чего стабилизируется форма головки растянутой секции, а секции освобождаются от растягивающих напряжений в наклонных шлицах б и 7 цилиндров. Кроме того, шлицы 6 и 7 цилиндров, совмест но с поворотом в обе стороны ветвей секций на угол ±boLt разворачивают прямоугольный профиль каждой ветви секции в процессе ее растяжки таким образом, чтойа положение концов растянутой и извлеченной из цилиндров секции совпадало с угловьм расположением и профилем соответствующих пазов магнитОпровода электрической машины. наклона шлицовг 6 и 7 цилиндров и 2 направлены в сторону растяжки ветвей секции (на фиг. 2 показано стрелками) и имеют небольшую величину, примерно ft { 5-10° с тем расчетом, чтобы компенсировать боковой зазор между шлицем и вставленным в него проводом, из которого изготавливается секция обмотки. Кроме того, в процессе поворота цилиндров 1 и 2 на угол oi (фиг. 1 и 2) головка петлевой заготовки видоизменяется за счет своей растяжки на опорной втулке 3 таким образом, что на участке В головки растянутой секции образуется подбандажная лунка 5 (фиг. 4 и 7). Для обеспечения зазора между внутренним и наружным рядами в лобовой части обмотки торцы шлицевых цилиндров 1 и 2 в конце растяжки остаются смещенными относительно друг друга на 1-3 мм, что обеспечивает получение прямого участка, равного по величине смещению барабанов (1-3.мм), на ветвях внутреннего или наружного ряда обмотки (фиг. 1, место 1 на фиг. 7). Использование изобретения улучшает качество обмотки за счет того, что срезанная каплевидная форма оправки, на которой ос тцествляется гибка и формовка петлевых заготовок секций с прижатием зоны гибки, позволяет получить оптимальную форму петли без наплывов материала в зоне гибки, которая после своей растяжки на опорной втулке обеспечивает подбандажную лунку на верхнем ряду секций и равномерные межвитковые зазоры, а наклоннью шлицы цилиндров растяжки совместно с поворотом ветвей секций обеспе-, чивают легкое извлечение секций из i рабочих цилиндров и улучшают условия сборки секций с пазами сердечника электрической машины. Кроме того, прямой участок 1-3 мм на внутреннем или внешнем ряду секций, собранных в обмотку, обеспечивает зазор ежду рядами секций вблизи торца магнитопровода электрической машины.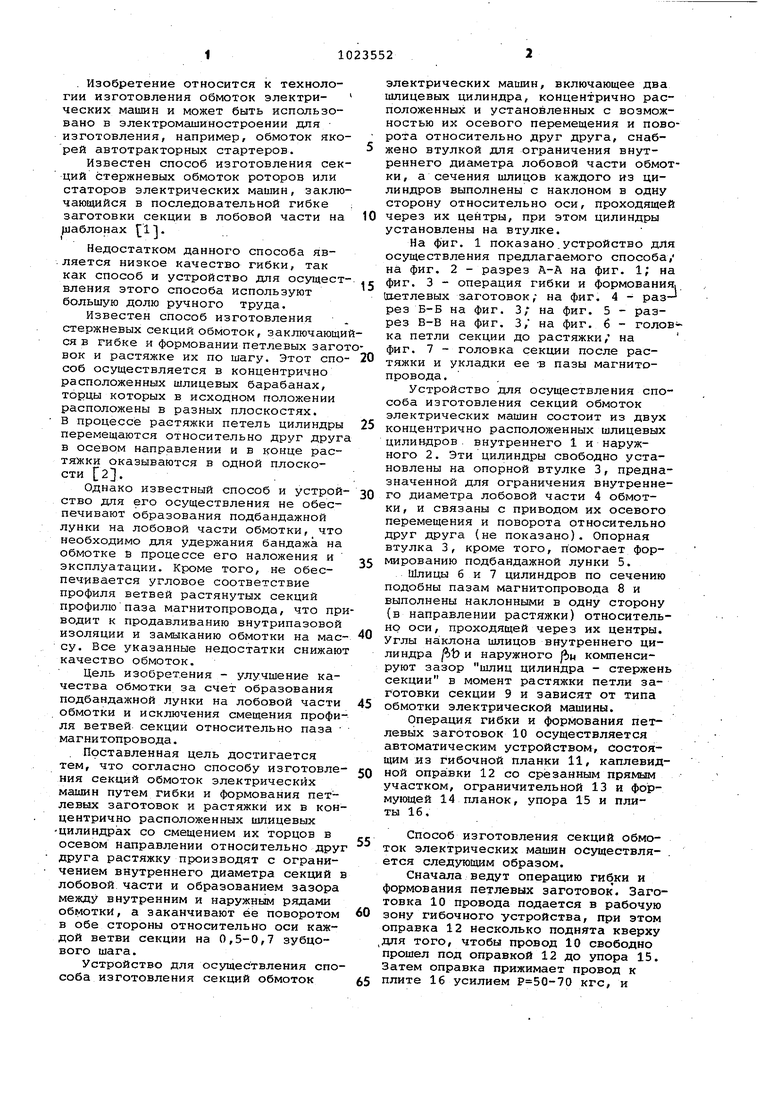
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОДНОВИТКОВЫХСЕКЦИЙ | 1970 |
|
SU277921A1 |
| Способ изготовления секций жесткой обмотки и их укладки в пазы магнитопровода и устройство для его осуществления | 1983 |
|
SU1115170A1 |
| Устройство для разведения концов секций обмоток электрических машин | 1984 |
|
SU1247996A1 |
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
| Станок для изготовления стержневых обмоток электрических машин | 1982 |
|
SU1072193A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| Станок для разводки лобовых частей одновитковых секций | 1982 |
|
SU1136261A1 |
| Станок для растяжки секций статорных обмоток крупных электрических машин | 1961 |
|
SU147648A1 |
11
tn.f
Г
«
PtnS
I-SHM
U
A.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зимин В.И | |||
| и яр | |||
| Обмотки .электрических машин | |||
| М., энергия 1975, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОДНОВИТКОВЫХСЕКЦИЙ | 0 |
|
SU277921A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
