Z.Z,
Изобретение относится к машиностр ению и мсхкёт быть использовано при обработке тел вращения с прерывистой наружной поверхностью.
Известен способ фрезерования тел вращения, при котрром деталь поворачивают, а цилиндрическую фрезу перемещают вдоль оси детали lj .
Недостаток этого способа.заключается в том, что при обработке прерывистых поверхностей тел вращения имеются значительные пртери на движение rio впадине с рабочей подачей, а выступы переменной ширины обрабатывают без учета различия в требованиях к шероховатости на различных участках обрабатываемой поверхности.
Цель изобретения - повышение проиводительности при обработке фасонных прерывистых поверхностей тел вращения.
Цель достигается тем, что согласно способу фрезерования, тел вращения, при котором деталь непрерывно поворачивают, а цилиндрическую фрезу перемещают вдоль оси детали, последнюю поворачивают с переменной угло-вой скоростью, причем при каждом последующем перемещении фрезы вдоль оси детали угловую скорость увеличивают на величину
й).Ч2Ч;-КЧкбт0,
где Н - величина рассчетной шеро- 35
ховатости поверхности - радиус детали в произвольном поперечном сечении} Q - угол подъема контура в том
же сечении;
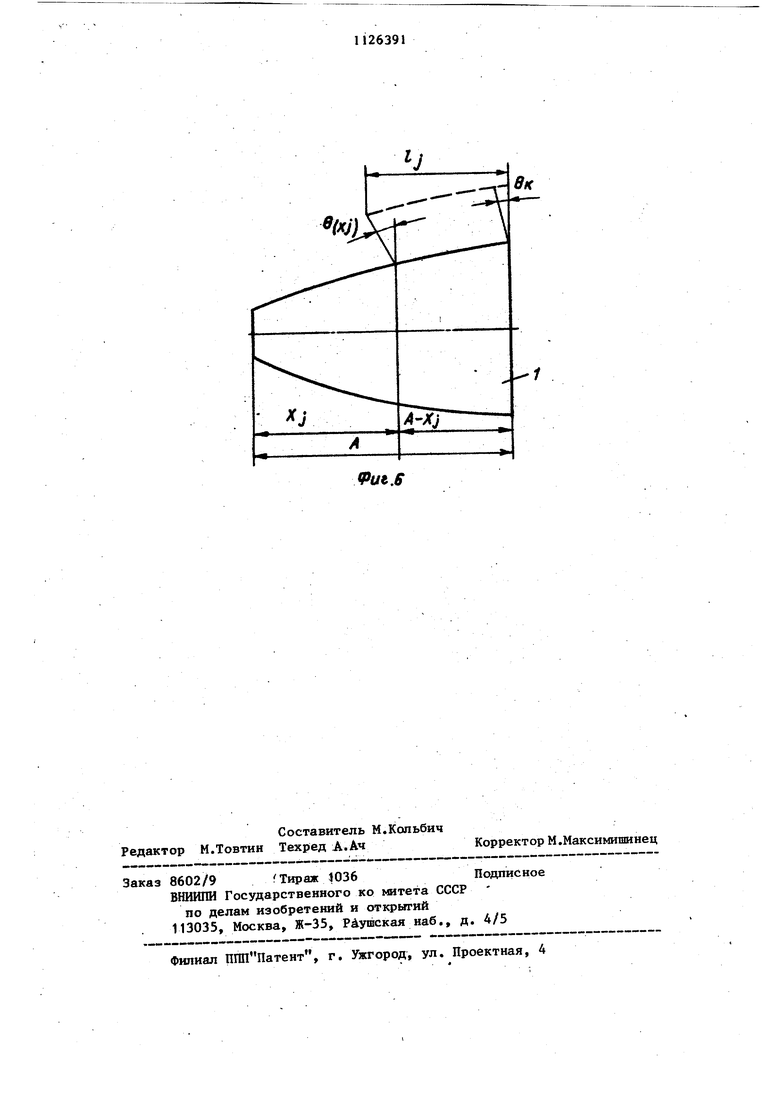
подача вдоль кбнтура. На фиг. 1 представлена схема обработки; на фиг. 2 вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1J на фиг. 4 - положение кромки М по отношению к сечению с координатой X при первом ходе ф,резы, на фиг. 5 то же, при следующем ходе, на фиг. 6 схема, пояснякяцач расчет длины рабо-. чего хода.
Датель 1 с прерывистой поверхностбю вращения устанавливают в поворотное приспособление (не прказано). Шероховатость поверхности на различных участках выступов различная. При 55 обработке фрезе 2 сообщают вращение вокруг Своей оси и криволинейное движение вдоль контура детали. Детали
придают вращение вокруг ее оси с пе ременной угловой скоростью. При первом рабочем ходе инструмент проходит расстояние L, (фиг. 2). Затем инструмент возвращают к торцу детали и осуществляют следующий рабочий ход.
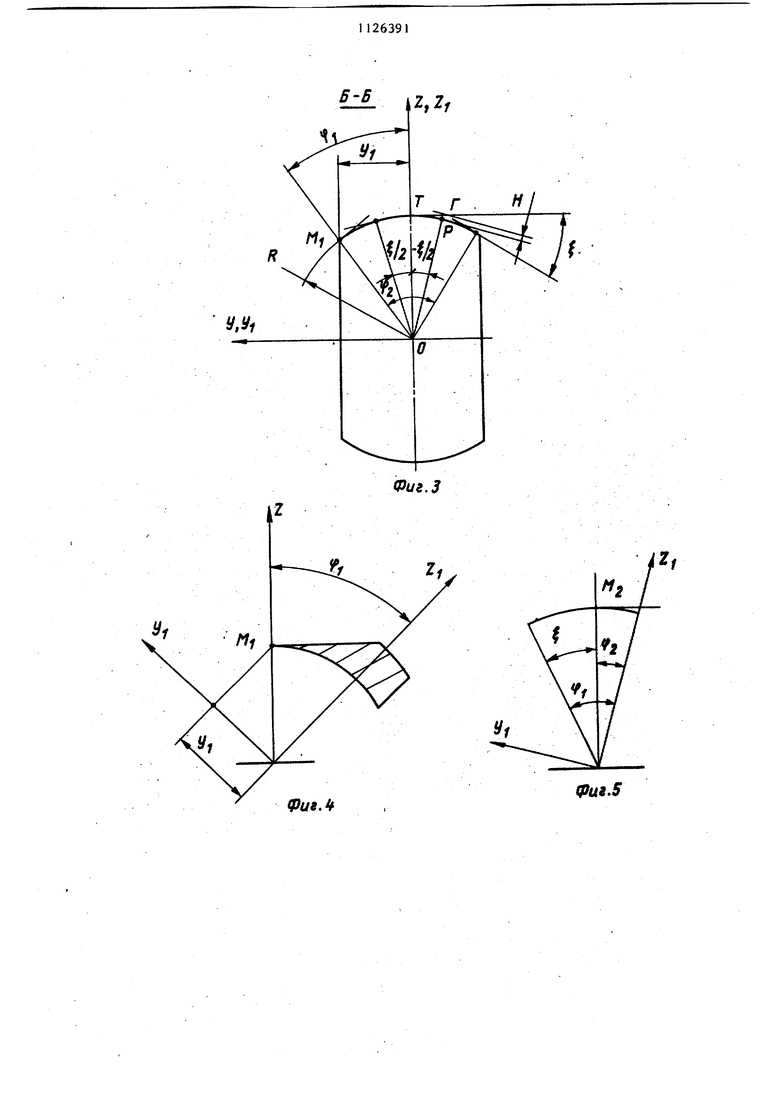
На фиг. 3 линчи ГЩ, ГТ и т.д.. следы режущих кромок фрезы, образующие профиль детали в сечении плоскостью Б-В. находящейся на расстоянии X от ее левого торца. Этот профиль с углом развернутости Sp отличается от теоретически правильной окружности радиуоа R , причем расчетная высота неровностей
ОТ R н--ог-ор -S--R .
...
собcos-g
где - угол между соседними следа. ми режушей кромки. Так как
(1Г,
то H«R
(1)
бткуда
Скорость изменения угла
il ii iii(2)
dt (jx dl
Обозначим скорости продольной и контурной подач в сечении В-Б через Sx и SK . Тогда
;5,| Vcoee,)
где Q - угол наклона касательной к контуру относительно оси X Согласно формуле (1)
iito.iiu Д г-Тк dx
2.«г-т -Чв,
(4)
TaiK как
dx «}х
-. 3 -1«Гх-н- С-«П
с учетом зависимостей (2), (3), (5)
(«r«-« ««)f ,в. Если в пределах участка обрабаты ваемой поверхности шероховатость не изменяется, то фГ-о .,. (6) Пусть при перЬом ходе кромка инструмента в сечении с координатой Х касается окружности радиуса R в точке М« (фиг. 4). В системе коорди нат Х У,, 2( заготовки положение этой точки определяется координатами ij, Су, причем П Cf,-arc6iii- Для того, чтобы точка касания пе ремещалась при подаче инструмента по кромке выступа, заготовку необхо -димо вращать с угловой скоростью dtp, ч, (Зх ,„. ITlTIt где знак минуй показывает, что при вращении вокруг оси X по часово .стрелке угол (f уменьшается. В соот ветствии с формулами (7) и. (3) «341., А9 77 5к-соб9 Пусть боковая поверхность выступ наклонена к плоскости Х2( под углом М. Тогда . ,и с учетом формулы (4) Q .(10) В частном случае, ри обработке цилиндрического учйстка поверхности и боковой стенке, параллельной оси детали, согласно ф мулам (б) и (10) Co, При следующем ходе положение точки контакта М определяется углом 2-1Р,- 8 утшовая скорость atpi . В соответствии с формулой (8) Аналогично при ходе с номером J положение точки контакта определяется угломfjM.-UM) иугловая скорость )gi (13) . Отметим, что на фиг. 375 полояастельные значения угловой скорости соответствуют вращению заготовки в сторону увеличения углом ( , cpj ... cf i , т.е. по часовой стрелке. Согласно формулам (13) и (6) -1.5, OJ и,Н5н)-ЩЯ -5к 5inQ--W,t(i-qu(l4) .9,.5;Yie. (15) Таким образом, при Q О, т.е. при величении радиуса R с увеличением асстояния X, угловая скорость на аждом последующем ходе дополнительо увеличивается на одну и ту же веичину63g . При первом ходе длина перемещения инструмента в продольном направлении Е,Л + гв п0 -Г5;у,е.(51«8„-з;у19к),(16) где А - длина обрабатываемого участ,,. f - радиус фрезы; углы наклона касательной к контуру в начале и конце обрабатываемого профиля. При длине врезания и перебега 6 длина рабочего хода l,,«E,tP A rUineH-5ln9n (17) Число резов, необходимых для формообразования поперечного профиля а сечении X -Пусть wtnW) М,у,ахЧисло 3 определяет собой минимально необходимое для обработки число рабочих ходов. Дпя любого из первых m ходов дпинд рабочего хода равна L , т.е. Lj A + r(5;nQy-sineKV, ijtm (19) S11 При последующие ходах длина рабочего хода может быть уменьшена. В частнос ти, при монотонном распмренни выступа с увеличением X и постоянной шероховатостью поверхности граничными будут сечения с координатами Xj, для которых вьшолр ются равенства Z-j (20) Длина рабочего хода 4 («5)-Stn 9кТ V 1 С учетом зависимости (19) (sinQ -Sirt9Kb6 3 ((xjVsiT S,()+ При изменении шероховатости по длИ не детали, при немонотонном изменений радауса приведенные -«зависимости- могут несколько изменяться, как показано в примере. После выполнения обработки бсего выступа детали сообщают увеличенную угловую скорость для прохождения участка впадины, затем обрабатывается следующий выступ. Предлагаемый способ обеспечивает повышение производительности, снижение трудоемкости и получение требуемой шероховатости по длине выступа переменной Щирины.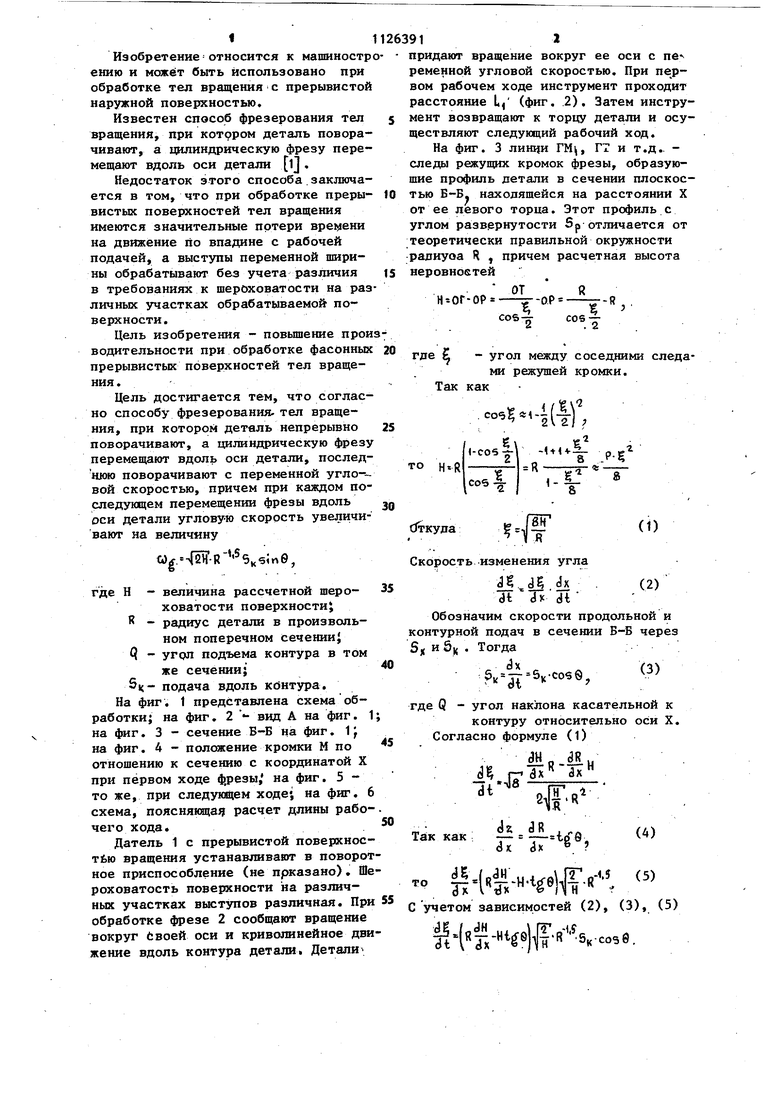


| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| Способ фрезерования тел вращения | 1985 |
|
SU1268315A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
СПОСОБ ФРЕЗЕРОВАНИЯ ТЕЛ ВРАЩЕНИЯ, при котором деталь поворачивают, а цилиндрическую фрезу перемещают вдоль оси детали, о т л и ч а ю- щ и и с я тем, что, с целью повьшения производительности при обработке фасонных прерывистых поверхностей тел вращения, деталь поворачивают с переменной угловой скоростью, причем при каждом последующем перемещении фрезы вдоль оси детапи угловую скорость увеличивают на величину i(Og 42H-R -S.eine, где Н - величина расчетной шёроховатости повержности} R - радиус детали в произвольном поперечном сечении Q - угол подъема контура в том же сечении; 5ц - подача вдоль контура.
Bu9A
Фиг,2
Б-Б
Z,2j
(puiS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Анализ методов фрезерования тел вращения, Исследование в области технологии машиностроения и режущего инструмента, вып | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ТПИ | |||
| Тула,.1971, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
