(R-S)T|(K cosci.-cosp )cos + (cosc6+Kcos/5):(K совы, -cos p )+(cosoi+K cos/i) .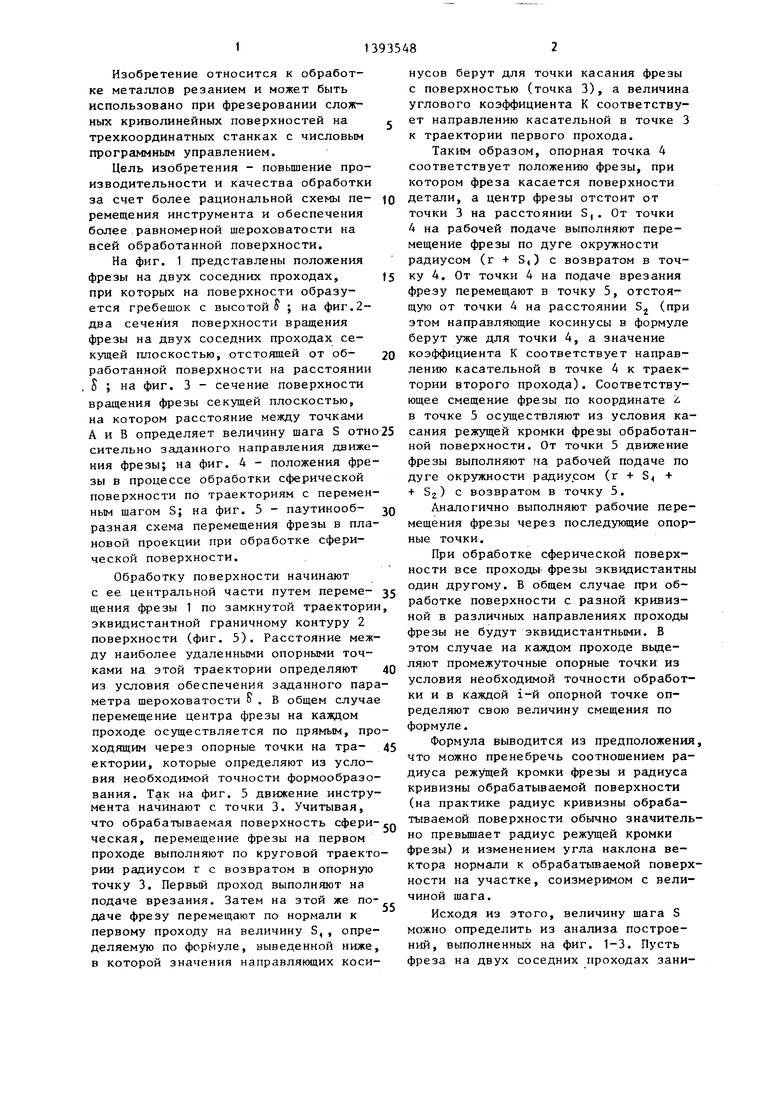
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
| СПОСОБ СТРОЧНОГО ФРЕЗЕРОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ НА МНОГОКООРДИНАТНЫХ СТАНКАХ С ЧПУ | 2015 |
|
RU2607880C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Зубчатая передача | 1983 |
|
SU1359522A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| Зубчатая передача | 1983 |
|
SU1357628A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании сложных криволинейных поверхностей на трех- координатных станках с числовым программным управлением. Цель изобретения - повьшение производительности и качества обработки. Обработку ведут фрезой со сферической режущей кромкой. Обработку начинают с центральной части поверхности и перемещают к периферии замкнутыми строчка - ми, эквидистантными граничному контуру поверхности. Шаг между строчками определяют по зависимости
где о - допустимая высота микронеровностей шероховатости; R - радиус сферической режущей кромки фрезы; К - угловой коэффициент, определяющий направление движения фрезы; cosoi, cosp, cosy - направляющие косинусы вектора нормали в точке касания фрезы и обрабатываемой поверхности. Такая схема формообразования предусматривает более рациональную схему перемещения инструмента и обеспечивает достижение равномерной шероховатости на всей обработанной поверхности. 5 ил.
(Л
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании сложных криволинейных поверхностей на трехкоординатных станках с числовым программным управлением.
Цель изобретения - повышение производительности и качества обработки за счет более рациональной схемы пе- ремещения инструмента и обеспечения более равномерной шероховатости на всей обработанной поверхности.
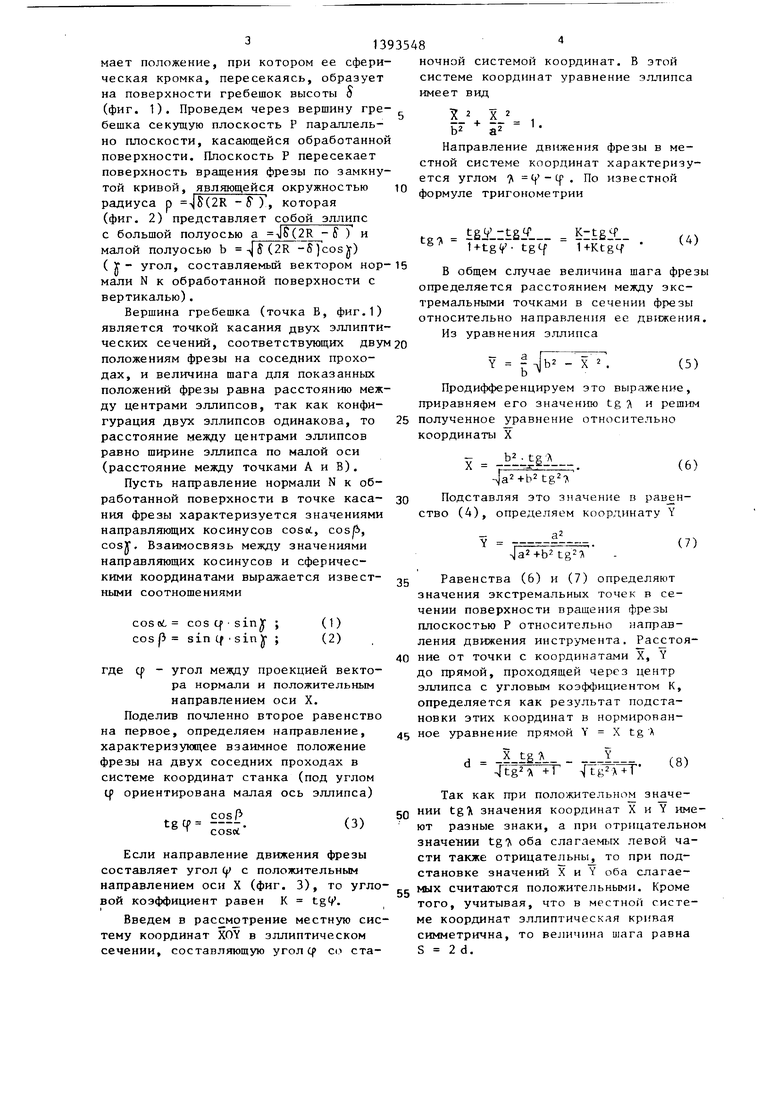
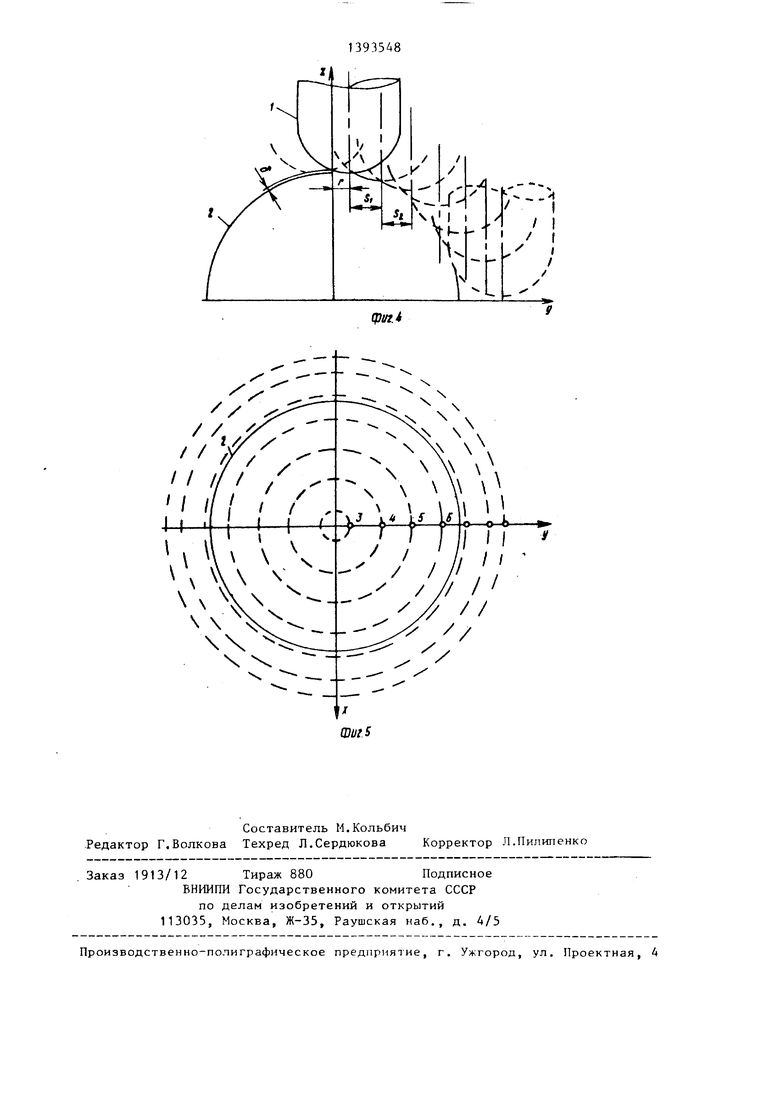
На фиг. 1 представлены положения фрезы на двух соседних проходах, при которых на поверхности образуется гребешок с высотой о ; на фиг.2- два сечения поверхности вращения фрезы на двух соседних проходах секущей плоскостью, отстоящей от об- работанной поверхности на расстоянии S ; на фиг. 3 - сечение поверхности вращения фрезы секущей плоскостью, на котором расстояние между точками А и В определяет величину шага S отно сительно заданного направления движения фрезы; на фиг. 4 - положения фрезы в процессе обработки сферической поверхности по траекториям с переменным шагом S; на фиг. 5 - паутинооб- разная схема перемещения фрезы в плановой проекции при обработке сферической поверхности.
Обработку поверхности начинают с ее центральной части путем переме- щения фрезы 1 по замкнутой траектории эквидистантной граничному контуру 2 поверхности (фиг. 5). Расстояние между наиболее удаленными опорными точками на этой траектории определяют из условия обеспечения заданного параметра шероховатости S. В общем случае перемещение центра фрезы на каждом проходе осуществляется по прямым, проходящим через опорные точки на тра- ектории, которые определяют из условия необходимой точности формообразования. Так на фиг. 5 движение инструмента начинают с точки 3. Учитывая, что обрабатываемая поверхность сферическая, перемещение фрезы на первом проходе выполняют по круговой траектории радиусом г с возвратом в опорную точку 3. Первый проход выполняют на подаче врезания. Затем на этой же подаче фрезу перемещают по нормали к первому проходу на величину S,, определяемую по формуле, выведенной ниже, в которой значения направляющих коси
S 0 5 о
5 0 5д 5
нусов берут для точки касания фрезы с поверхностью (точка 3), а величина углового коэффициента К соответствует направлению касательной в точке 3 к траектории первого прохода.
Таким образом, опорная точка 4 соответствует положению фрезы, при котором фреза касается поверхности детали, а центр фрезы отстоит от точки 3 на расстоянии S,. От точки 4 на рабочей подаче выполняют перемещение фрезы по дуге окружности радиусом (г + 84) с возвратом в точку 4. От точки 4 на подаче врезания фрезу перемещают в точку 5, отстоящую от точки 4 на расстоянии S (при этом направляющие косинусы в формуле берут уже для точки 4, а значение коэффициента К соответствует направлению касательной в точке 4 к траектории второго прохода). Соответствующее смещение фрезы по координате i. в точке 5 осуществляют из условия касания режущей кромки фрезы обработанной поверхности. От точки 5 движение фрезы выполняют на рабочей подаче по дуге окружности радиусом (г + S + + S) с возвратом в точку 5.
Аналогично выполняют рабочие перемещения фрезы через последующие опорные точки.
При обработке сферической поверхности все проходы- фрезы эквидистантны один другому. В общем случае при обработке поверхности с разной кривизной в различных направлениях проходы фрезы не будут эквидистантными. В этом случае на каждом проходе выделяют промежуточные опорные точки из условия необходимой точности обработки и в каждой i-й опорной точке определяют свою величину смещения по формуле.
Формула выводится из предположения, что можно пренебречь соотношением радиуса режущей кромки фрезы и радиуса кривизны обрабатываемой поверхности (на практике радиус кривизны обрабатываемой поверхности обычно значительно превышает радиус режущей кромки фрезы) и изменением угла наклона вектора нормали к обрабатьшаемой поверхности на участке, соизмеримом с величиной шага.
Исходя из этого, величину шага S можно определить из анализа построений, выполненных на фиг. 1-3. Пусть фреза на двух соседних проходах занимает положение, при котором ее сферическая кромка, пересекаясь, образует на поверхности гребешок высоты S (фиг. 1). Проведем через вершину гре- бешка секущую плоскость Р параллельно плоскости, касающейся обработанной поверхности. Плоскость Р пересекает поверхность вращения фрезы по замкнутой кривой, являющейся окружностью радиуса р -JS(2R - S ) , которая (фиг. 2) представляет собой эллипс с большой полуосью а -J(2R - J ) и малой полуосью b -J 5 (2R )г) ( jf - угол, составляемый вектором нормали N к обработанной поверхности с вертикалью).
Вершина гребешка (точка В, фиг.1) является точкой касания двух эллиптических сечений, соответствующих двум положениям фрезы на соседних проходах, и величина шага для показанных положений фрезы равна расстоянию между центрами эллипсов, так как конфигурация двух эллипсов одинакова, то расстояние между центрами эллипсов равно ширине эллипса по малой оси (расстояние между точками А и В).
Пусть направление нормали N к обработанной поверхности в точке каса- ния фрезы характеризуется значениями направляющих косинусов cosd, cosjb, cosV. Взаимосвязь между значениями направляющих косинусов и сферическими координатами выражается известными соотношениями
coso6 coscf siny ; (1) cos 3 sincf siny ; (2)
где qi - угол между проекцией вектора нормали и положительным направлением оси X. Поделив почленно второе равенство на первое, определяем направление, характеризующее взаимное положение фрезы на двух соседних проходах в системе координат станка (под углом tp ориентирована малая ось эллипса)
cosP
S (3)
Если направление движения фрезы составляет угол ( с положительным направлением оси X (фиг. 3), то угловой коэффициент равен К tgV.
Введем в рассмотрение местную систему координат XOY в эллиптическом сечении, составляющую угол Cf ci. станочной системой координат. В этой системе координат уравнение эллипса имеет вид
X
Ь2 а
Направление движения стной системе координат ется углом V-tf . По формуле тригонометрии
Kltg5 1+tgV tg( l+Ktg
(4)
В общем случае величина шага фрезы определяется расстоянием между экстремальными точками в сечении фрезы относительно направления ее движения.
Из уравнения эллипса
-ь
Ь2 - X
(5)
Продифференцируем это выражение, приравняем его значению tg ; и решим полученное уравнение относительно координаты X
X
(6)
Ь.
Подставляя это значение в ство (4), определяем координату Y
Y
4a2Tb2tg
(7)
Равенства (6) и (7) определяют значения экстремальных точек в сечении поверхности вращения фрезы плоскостью Р относительно направления движения инструмента, Рас тояние от точки с координатами X, Y о прямой, проходящей через центр эллипса с угловым коэффициентом К, определяется как результат подстановки этих координат в нормированное уравнение прямой Y X tg А
Y
d
+Г
(8)
Так как при положительном 5Q НИИ tgl( значения координат X и Y имеют разные знаки, а при отрицательном значении tg A оба слагаемых левой части также отрицательны, то при подстановке значений X и Y оба слагаемых считаются положительными. Кроме
55
того, учитывая, что в местной системе координат эллиптическая кривая симметрична, то величина шага равна S 2 d.
С учетом этих замечаний после подстановки формул (3), (А), (6) и (7) в равенство (8) и выполнения соответствующих преобразований получаем еле- дующую формулу
(2R-S) «
-I
(К cosei- cosp) cos ii4-(coso6- -K cosfi) (К cosft-cosp) +cosei+K cos/i)
де S S-R - К шаг между строчками; допустимая высота микронеровностей шероховатости; радиус сферической режущей кромки фреэы;
угловой коэффициент,определяющий направление движения фpeзы
направляющие косинусы вектора в точке касания фрезы и обрабатываемой поверхности.
Формула изобретения
Способ обработки сложных поверхностей фрезой со сферической режущей кромф /г.
кой, которой сообщают перемещение по трем координатам, о тличающий- с я тем, что, с целью повышения производительности и качества обработки, последнюю осуществляют при перемещении фрезы от центральной части поверхности к периферии замкнутыми строчка- . ми, эквидистантными граничному контуру поверхности, при этом шаг между строчками определяют по зависимости
(2R-S) X
15
(К cosoL-cosP) cos y + (cosi/+K cos) (к cosoi-cos/i)2 + (coso;.+K cos/i)2
где S
8
шаг между строчкамиJ допустимая высота микронеровностей шероховатости; R - радиус сферической режущей
кромки фреэы;
К - угловой коэффициент, определяющий направление движения фрезы;
cosc, cos р
cos у - направляющие косинусы вектора нормали в точке касания фрезы и обрабатываемой поверхности.
(риг.г
сриг.з
X //
x
x
tptn.
| Способ обработки лопасти радиально-осевой гидротурбины | 1982 |
|
SU1024184A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
