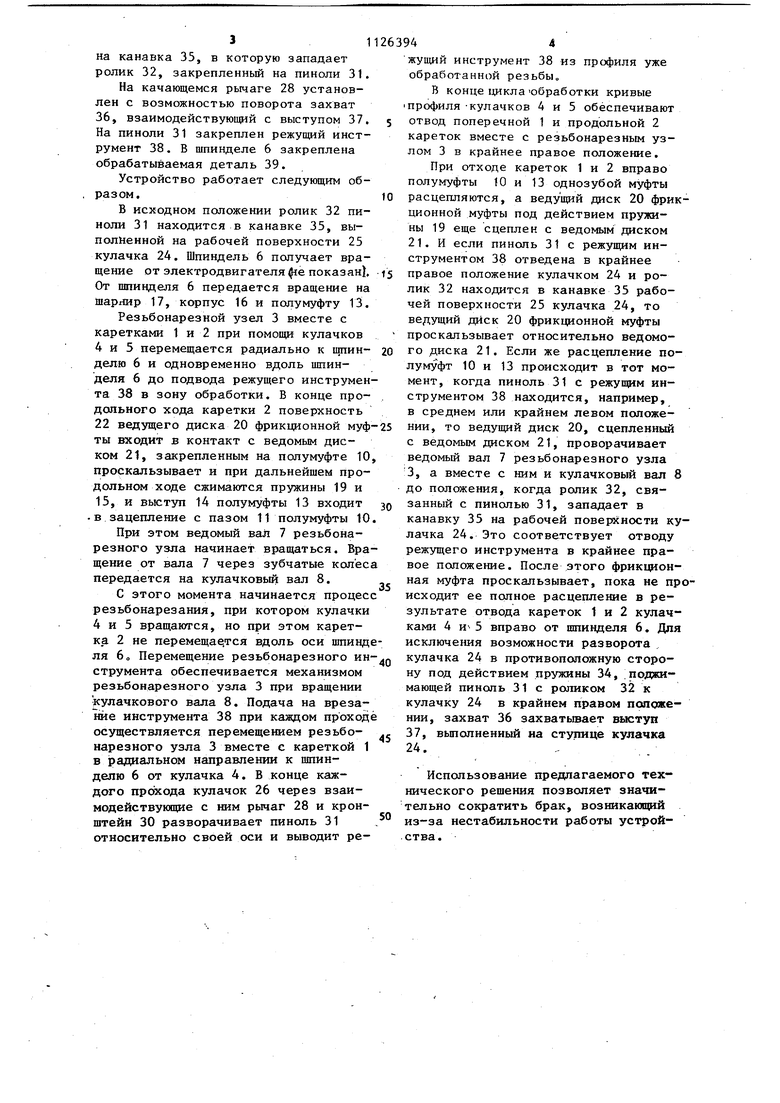
Изобретение относится к станкостроению и может найти применение для нарезания резьбы, например, в оптико-механическом производстве. Известно устройство для нарезания резьбы на токарных автоматах, содержащее резьбонарезной узел с пинопью несущей резец, с механизмом отвода реэца и валом, несущим кулачок форми poaamiH резьбы, кинематически связан ным со шпинделем станка через кардан ное соединение с однозубой муфтой, .вьшолненной в виде ведущей и ведомой полумуфт ОJ. Однако данное устройство не обеспечивает стабильности отвода режущего инструмента после окончания процесса резьбонарезания. Это связа но с тем, что подвод резьбонарезного узла с режущим инструментом в зону обработки осуществляется кулачками по строго определенной программе, но при этом зацепление однозубой муфты карданного вала из-за ее проскакива ния происходит не всегда в одном пол ожении,т.е, может происходить запаз дывание включения резьбонарезного уз ла по отношению к положению кулачков что может привести при следующем цикле к браку детали , поломке ин струмента , выходу из етроя резьбонарезного узла. Целью изобретения является повьшение надежности работы. Поставленная цель достигается тем что устройство для нарезания резьбы на токарных автоматах, содержащее резьбонарезной узел с пинолью, несущей резец, с механизмом отвода резца, и валом, несущим кулачок формирования резьбы и кинематически связанным со шпинделем станка через карданное соединение с однозубой ,выполненной в виде ведущей и ведомой полумуфт, снабжено фрикционной муфтой, подпружин енный ведущий и ведомый диски-которой установлены соответственно на ведущей и ведомой полумуфтах однозубой муфты, а механизм отвода резца выполнен в виде до полнительного кулачка, установленного на валу, и двуплечего рычага, одно плечо которого предназначено для взаимодействия с дополнительным кулачком, а другое - с пинолью,.установленной с возможностью поворота вокруг своей оси. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А- на фиг. 1. На поперечной каретке 1,установленной на продольной каретке 2, закреплен резьбонарезной узел 3. Каретки Iи 2 образуют крестовый суппорт. Каретка 1.от кулачка 4, а каретка 2 от кулачка 5 имеют возможность перемещения соответственно радиально и вдоль шпинделя 6. На ведомом валу 7, расположенном внутри кулачкового вала 8 резьбонарезного узла 3, закреплен шарнир 9 карданного соединения и жестко связанная с ним одноэубая полумуфта 10 с пазом IIи направляющим элементом 12. , Полумуфта 13 с выступом 14 установлена с возможностью перемеи ения под действием.пружины 15 в корпусе 16, жестко связанным со вторым шаргшром 17 карданного соединения. Опора шарнира 17 установлена в шпиндельной бабке 18 и кинематически связана со шпинделем 6, Корпус 16 установлен с возможностью перемещения на направляющем элементе 12. На корпусе 16 с возможностью перемещения под действием пружины 19 смонтирован ведущий диск 20 .фрикционной муфты, ведомый диск 21 которой закреплен на однозубой попумуфте 10. При этом поверхность 22 ведущего диска 20 выступает на расстояние Л от торца 23 выступа 14 полумуфты 13. На кулачковом валу 8 закреплен кулачок 24 для формирования , рабочая поверхность 25 котот. .pblo вьтолнена по винтовой линии, и кулачок 26 подвода и отвода режущего инструмента в радиальном направлении. Кулачок 26 контактирует с роликом 27, установленным на качакяцемся рычаге 28, другой ролик 29 которого взаимодействует с кронштейном 30, закрепленным на установленной с возможностью перемещения и поворота пиноЛи 31. На пиноли 31 закреплен ролик 32, контактирукщий с рабочей поверхностью 25 кулачка 24. Кронштейн 30 поджимается к ролику 29 пружиной 33, а ролик 32 поджимается к поверхности 25 кулачка 24 пружиной 34., На рабочей поверхности 25 кулачка 24 в положении максимального отвода режущего инструмента вправо выполнена канавка 35, в которую западает ролик 32, закрепленный на пиноли 31. На качающемся рычаге 28 установлен с возможностью поворота захват 36, взаимодействующий с выступом 37. На пиноли 31 закреплен режущий инструмент 38. В шпинделе 6 закреплена обрабатываемая деталь 39. Устройство работает следующим образом, В исходном положении ролик 32 пиноли 31 находится в канавке 35, выполненной на рабочей поверхности 25 кулачка 24. Шпиндель 6 получает вращение от электродвигателя е показан}, От шпинделя 6 передается вращение на iaiapiMp 17, корпус 16 и полумуфту 13. Резьбонарезной узел 3 вместе с каретками 1 и 2 при помощи кулачков 4 и 5 перемещается радиально к щпинделю 6 и одновременно вдоль шпинделя 6 до подвода режущего инструмен та 38 в зону обработки. В конце продольного хода каретки 2 поверхность 22 ведущего диска 20 фрикционной муф ты входит в контакт с ведомым диском 21, закрепленным на полумуфте 10 проскальзывает и при дальнейщем продольном ходе сжимаются пружины 19 и 15, и выступ 14 полумуфты 13 входит в зацепление с пазом 11 полумуфты 10 При этом ведомый вал 7 резьбонарезного узла начинает вращаться. Вра щение от вала 7 через зубчатые колес передается на кулачковый вал 8. С этого момента начинается процес резьбонарезания, при котором кулачки 4 и 5 вращаются, но при этом каретка 2 не перемещае.тся вдоль оси шпинд ля 6о Перемещение резьбонарезного ин струмента обеспечивается механизмом резьбонарезного узла 3 при вращении кулачкового вала 8. Подача на врезание инструмента 38 при каждом проход осуществляется перемещением резьбонарезного узла 3 вместе с кареткой 1 в радиальном направлении к шпинделю 6 от кулачка 4. В конце каждого прохода кулачок 26 через взаимодействукщие с ним рьмаг 28 и кронпггейн 30 разворачивает пиноль 31 относительно своей оси и выводит режущий инструмент 38 из профиля уже обработанной резьбы В конце ид клаОбработки кривые профиля -кулачков 4 и 5 обеспечивают отвод поперечной 1 и продольной 2 кареток вместе с резьбонарезным узлом 3 в крайнее правое положение. При отходе кареток 1 и 2 вправо полумуфты 10 и 13 однозубой муфты расцепляются, а ведущий диск 20 фрикционной муфты под действием пружины 19 еще сцеплен с ведомым диском 21. И если пиноль 31 с режущим инструментом 38 отведена в крайнее правое положение кулачком 24 и ролик 32 находится в канавке 35 рабочей поверхности 25 кулачка 24, то ведущий диск 20 фрикционной муфты проскальзывает относительно ведомого диска 21. Если же расцепление полумуфт 10 и 13 происходит в тот момент, когда пиноль 31 с режущим инструментом 38 находится, например, в среднем или крайнем левом положении, то ведущий диск 20, сцепленный с ведомым диском 21, проворачивает ведомый вал 7 резьбонарезного узла 3, а вместе с ним и кулачковый вал 8 до положения, когда ролик 32, связанный с пинапью 31, западает в канавку 35 на рабочей повер х:ности кулачка 24. Это соответствует отводу режущего инструмента в крайнее правое положение. После этого фрикционная муфта проскальзывает, пока не происходит ее полное расцепление в результате отвода кареток 1 и 2 кулачками 4 вправо от шпинделя 6, Для исключения возможности разворота кулачка 24 в противоположную сторону под действием пружины 34,;поджимающей пиноль 31с роликом 32 к кулачку 24 в крайнем правом псшожении, захват 36 захватывает выступ 37, выполненный на ступице кулачка 24. Использование предлагаемого технического решения позволяет значительно сократить брак, возникающий из-за нестабильности работы устройства.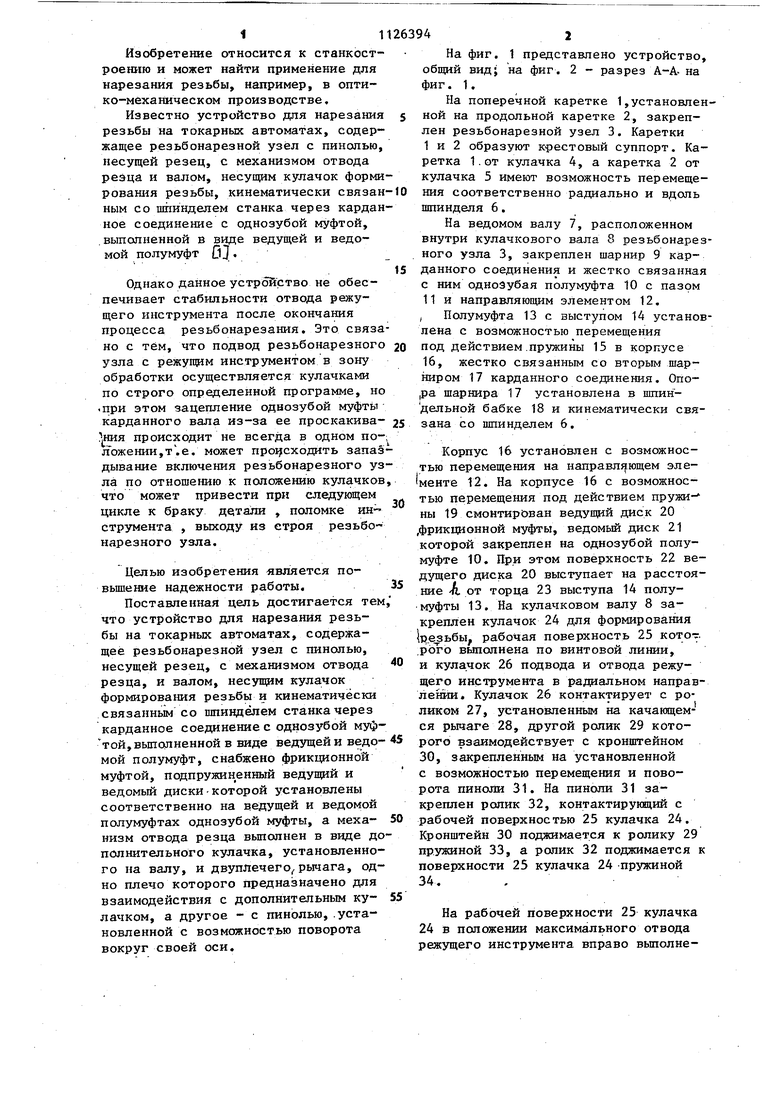
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
| Устройство для нарезания резьбыНА ТОКАРНыХ ABTOMATAX | 1978 |
|
SU831442A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1973 |
|
SU390703A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Устройство для фрезерования закрытых спиральных канавок | 1976 |
|
SU649513A1 |
| ЙСЕСОЮЗНАЯ I Экспериментальный научно-исследовательский "ncTHTjiTr, -.-гиу,..,-.--...^ ,^ .,)металлорежущих станковl''"''^"'*w itAlllntvfl>&i&—— 1^'^^^>&^0'»л* I | 1972 |
|
SU331852A1 |
| Роторный автомат | 1990 |
|
SU1722721A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТОКАРНЫХ АВТОМАТАХ, содержащее резьбонарезной узел с пинолью, несущей резец с механизмом отвода рез.ца,и валом, несущим кулачок формирования резьбы и кинематически связанным со шпинделем станка через карданное соединение с однозубой муфтой, вьшолненной в виде ведущей и ведомой полумуфт, отличающееся тем, что, с целью повышения надежности работы, устройство снабжено фрикционной муфтой, подпружиненный ведущий и ведомый диски которой установлены соответственно на ведущей и ведомой полумуфтах однозубой муфты, а механизм отвода резца выполнен в виде дополнительного кулачка, установленного на валу, и двуплечего рычага, одно плечо которого предназначено для взаимодействия с допопнительнын кулачком, а другое - с пинолью, установленной с возможностью поворота вокруг своей оси. W Vut.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нарезания резьбы на токарном автоматизированном станке | 1977 |
|
SU639669A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| | | |||
