(54) ТОКАРНЫЙ КУЛАЧКОВЫЙ АВТОМАТ ДЛЯ НАРЕЗАНИЯ ТОРЦОВОЙ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Резьбонарезной станок | 1973 |
|
SU577104A1 |
| Резьбонарезной станок | 1984 |
|
SU1175630A1 |
| Резьбонарезной станок | 1976 |
|
SU576173A1 |
| Токарный станок | 1978 |
|
SU994118A2 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |
| Токарно-винторезный станок | 1979 |
|
SU841780A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
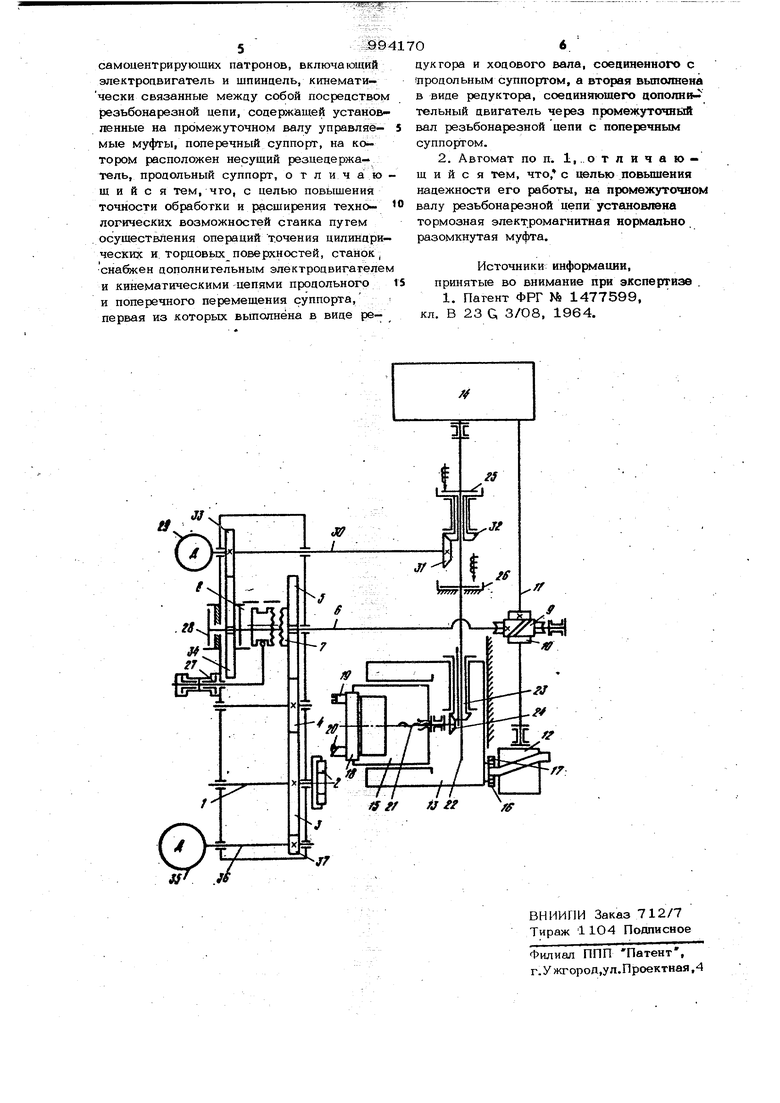
Изобретение относится к станкостроению, в частности к группе токарных сган ков-«втоматов цля нарезания торцовой оезьбы по спирали Архимеда. Известен токарный кулачковый автомат . для нарезания торцовой резьбы на liHCKax самоцентрирующих патронов, включающий электроцаигатель и шпиндел кинематически связанные между собой посредсгвом резьбонарезной цепи, соцервк щей установленные на промежуточном валу управляемые муфты, поперечный суппорт, на котором расположен несущий резцедержатель, продольный суппортСХ Недостатком этого станка является то, что на нем нельзя обрабатывать гладкие поверхности. Это приводит к тому, что такие поверхности обрабатыва ют на других видах оборудования, что приводит к понижению гочносги обрабатываемых деталей и к дополнительным затратам времени. Целью изобретения является повьпление точности обработки и расширение технологических возможностей станка путем осуществления операций точения цилиндрических и торцовых поверхностей. Для достижения цели предлагаемый станок снабжен дополнительным электродвигателем и кинематическими цепями продольного и поперечного перемещения суппоргта, первая из lAA-орых выполнена в виде редуктора и ходового вала, соеди}ненного с продольным суппортом, а вторая выполнена в виде редуктора, соединяющего дополнительный двигатель через промежуточный вал резьбонарезной цепи с поперечным суппортом, причем на промежуточнсии валу резьбонарезной цепи установлена тормозная электромагнитная нормально разомкнутая муфта. На чертеже изображена кинематическая схема резьбонарезного станка. Резьбонарезной станок, выполненный согласно предлагаемому изобретению, содержит шпиндель 1, в котором закреплена обрабатываемая деталь 2. Шпиндель 1 через зубчатые ктеса 3, 4 и 5, рас по399ложенные в шпиндельной бабке, связан с прсэмежуточным валом 6 резьбонарезной цепи, на котором установлены управляемые муфты 7 и 8. Резьбонарезная цепь включает в себя зубчатую (черв5гчную, цилинд рическую) передачу 9 и 1О, а также кулачковый вал 11, на котором жестко закреплен кулачок 12 перемещения поперечного суппорта 13. Кулачковый вал 11 связан также с устройством 14 подвода и отвода продольного суппорта 15, Кулачок 12 связан роликами 16 и 17 с поперечным суппортом 13, движущимся о направляющих станины. На поперечном суппорте 13 имеются направляющие для перемещения продольного суппорта 15, на котором установлена револьверная головка 18 с режущим инструментом 19 для обработки спирали и режущим инструментом 20 для обработки гладких поверх ностей. Продольный суппорт 15 перемещается винтом 21, который приводится, в движение от ходового вала 22 через зубчатую пару 23 и 24. Ходовой вал 22 получает движение через муфту 25 или от устройства 14 подвода и отвода суппорта. На ходовом валу 22 установлена тормозная муфта 26, удерживающая его от поворота при обработке торцовых поверхностей и при установочных перемещениях суппорта. Муфты 7 и 8, установленные на валу 6, первая из которых выполнена зубчатой (кулачковой, оцнозубой), управляются от трехпозиционного гидроцилиндра 27. На промежуточном валу 6 резьбонарезной цепи установлена также электромагнитная тормозная муфта 28, выполненная нормально разомкнутой при включенном электропитании. В шпиндельной бабке установлен дополнительный электродвигатель 29 привода подач, слу1жащиЙ для привода суппорта при точении торцовых и цилиндрических поверхностей. Дополнительный элекгрюавигатель 29 привода подач соединен с ходовым валом 22 через кинематическую цепь продольных подач, включающую вал 30, на другом конце которого закреплена щестерня 31, входящая в зацепление с шестерней 32, размещенной на ходовом валу 22 и сцеп- ляемой с ним муфтой 25. Дополнительный злектродвигатель 29 привода подач суппор та связан с промежуточным валом 6 резьбонарезной цепи через кинематическую цепь поперечных подач, включающую механическую передачу .33 и 34. Станок приводится от электродвигателя 35 главного привода через вал 36 и шестерню 37. 0 Резьбонарезной станок работает следующим образом. При вращении щпинделя 1 от главного двигателя 35 работает цепь из вала 36, щесгерни 37 и зубчатого колеса 3. При нарезании резьбы (спирали) включена муфта7,а револьверная головка 18 стоит в позиции, при которой деталь 2 обрабатывается резьбонарезным инструментом 19. Вращение от шпинделя 1 передается через жесткую кинематическую связь из зубчатых колес 3, 4 и 5, муфту 7 промежуточного вала 6, зубчатую передачу 9 и 10 на кулачковый вал 11, на котором установлен кулачок 12, при этом обеспечивается согласование движений щпинцеля 1 и поперечного суппорта 13. Подача врезания, отвод и подвод задаются при помощи устройства 14. Это устройство может быть выполнено в виде известного устройства, описанного, например, в прототипе или в техдокументации (например, паспорте) станка МК51М. При обработке цилиндрических поверх-, ностей (и при установочных перемещениях продольного суппорта 15) муфты 7 и 8 выключены (разомкнуты), а муфта 25 и тормозная муфта 28 включены (т.е. замкнуты). При этом дополнительный регулируемый электродвигатель 20 через кинематическую цепь из вала 30, шестерен 31 и 32 и муфту 25 вращает ходовой вал 22 и перемещает суппорт 15 по закону, заданному электрической схемой станка. При обработке торцовых поверхностей (и при установочных перемещениях поперечного суппорта 13) муфта 8 и тормозная муфта 26 включены, а муфты 7, 25 и 28 выключены. Перемещение поперечного суппорта 13 осуществляется через кинематическую цепь двигатель 29 - передача 33 и 34 - муфта 8 - промежуточный вал 6 - передача 9 и 10 - кулачковый вал lie кулачком 12. Это переме- шение также осуществляется по закону, заданному электрической схемой станка. Использование предлагаемого изобретения позволяет повысить производительность обработки за счет сокращения временк на наладку других станков и качест о обрабатываемых изцелий, так как на одних технологических базах деталь будет обрабатываться от начала и до конца на одном станке. Формула изоб е т е н и я Токарный кулачковый автомат для нарезания торцовой резьбы на дисках
