/ Изобретение относится к электрофизическим и эл ктpoxи ичecким методам обработки и может быть использовано при размерной электрохимической обработке в газожидкостной среде Известен способ размерной электро химической обработки (РЭХО) в газожидкостной среде, при котором в электролит вводят пузыри газа при давлении газа большем, чем давление электролита. Недостатком известного способа является сравнительно низкая точност обработки, обусловленная невозможностью регулирования размеров пузырей воздуха в газожидкостной среде. Известно устройство для смешения газа с электролитом при размернойэлектрохимической обработке в газожидкостной среде, в котором съемная трубка, размещенная в пиноли станка, подключена к системе на:гнетания газа Известное устройство не обеспечивает достаточно малый диаметр пузыре газа в электролите, что, в свою очередь, не позволяет достигнуть высоко точности обработки. Цель изобретения - повышение точности обработки. Поставленная цель достигается тем что согласно способу размерной электрохимическрй обработки (РЭХО) в газожидкостной среде (ГЖС) в электроли вводят пузыри газа при давлении газа большем, чем давление электролита, причем диаметр газовых пузырей устанавливают в 5-8 раз большим, чем величина межэлектродного зазора (МЭЗ), при этом объемный расход газа устанавливают в 3-5 раз большим объемного расхода электролита. Поставленная цель достригается так там, что в устройстве для смешени газа с электролитом при РЭХО в газожидкостной среде (ГЖС) съемная трубка, размещенная в пиноли станка и в потоке электролита, подключена к сис теме нагнетания газа, при этом в трубке выполнено п групп отверстий, оси которых перпендикулярны оси пиноли, причем все отверстия одной группы имеют одинаковые диаметры, а суммарная площадь проходных сечений отверстий одинакова во всех группах, при этом трубка снабжена приспособле нием для одновременного перекрытия (п-1) групп отверстий. 01.2 Принципиальным отличием предлага-1 емого способа является поддержание оптимального для.каждого межэлектродного зазора размера газовых пузырей с одновременным соблюдением оптимального отношения объемных расходов газа и электролита. Точность РЭХО резко врзрастает при проведении обработки в импульсном режиме, причем оптимальная длительность импульса колеблется в пределах 1-5 мс. в зависимости от материала анода и состава электролита, оптимальная длительность паузы между импульсами должна быть в несколько раз больше длительности импульса. Очевидно, что проведение РЭХО в ГЖС обеспечивает для каждой точки обрабатываемой поверхности импульсный режим обработки. Во время прохождения электролита через точку анодной поверхности протекает импульс технологического тока, а время прохождения пузыря газа через точку соответствует паузе между импульсами. Для обеспечения необходимой длительности импульса и стабилизации этой величины желательно создать ГЖС с возможно более однородной средой. Для этого необходимо, чтобы пузьфи газа в ГЖС были бы одинакового размера и имели бы возможно меньший диаметр. Минимально возможный Диаметр газовых пузьфей определяется величиной МЭЗ и смачиваемостью электролитом электродов в ЮП. Необходимо, чтобы после деформации каждого пузырька, происходящей вследствие динамического напора в МЭП, его минимальный размер в направлении течения ГЖС был бы больше величины МЭЗ, Для этого, как показывают эксперименты, необходимо, чтобы диаметр пузырька до его входа в МЭТ был бы в 5-8 раз больше величины МЭЗ. При больших размерах пузыри при входе в МЭП дробятся на более мелкие, не одинаковые по размерам. В МЭП образуется ГЖС с большим разбросом в величинах газовых пузырей. Большая неоднородность ГЖС в ЮП приводит к тому, что в смеси имеются участки электролита без газа очень большой протяженности в направлении его течения При прохождении такого участка через НЭП длительность импульса тока становится во много раз больше оптимальной, в результате че-. го точность копирования электрода инструмента (ЭЙ) резко снижается.
31
Для того, чтобы пауза между им- , пульсами была бы в несколько раз больше длительности импул1 са, необходимо, чтобы объемный расход газа был больше объемного расхода электролита. Экспериментальные исследования показывают, что оптимальное отношение объемного расхода газа к объемному расходу электролита колеблется в пределах 3-5 в зависимости от формы обрабатываемой полости, длины пробега электролита в ЮП, а также от величины МЭЗ. Таким образом, для првьшения точности копирования при РЭХО в ГЖС необходимо обеспечить содержание в ГЖС одинаковых по размеру пузырей воздуха, диаметр которых (до их дефорМа.ции в НЭП) должен быть в 5-8 раз больше величины ЮЗ. При изменении величины МЭЗ необходимо из,менять соответственно размер пузыреЙ Кроме того, необходимо поддерживать отношение объемных расходов газа и электролита равным 3-5 в зависимости от формы обрабатываемой полости.
Установка и поддержание задаваемо го отношения объемных расходов газа и электролита не требует дополнительных устройств в станке-. Указанное отношение можно устанавливать, например, с помощью вентилей или редукторов газа и электролита, а контролировать с помощью расходомеров газа и электролита..
Для создания ГЖС, в которой пузыри воздуха-имеют одинаковые размеры, зависящие от величины МЭЗ, необходимо предлагаемое устройство.
Вьшолнение отверстий с осями,перпендикулярнь ш оси пиноли станка, обеспечивает для каждого диаметра отверстий минимальный размер газовых пузырей, и, следовательноJ минимально необходимую длительность импульса напряжения для обеспечения максимальной точности обработки. Выполнение отверстий с одним и тем же суммарным проходным сечением в каждой группе позволяет обеспечить постоянный за|данный расход газа и соотношение расходов газа и электролита.
Таким образом, предлагаемое устройство позволяет.проводить ЭХО э ГЖС с оптимальными объемами- каждого газового пузьфя и объемным соотношением газа и электролита, обеспечивающим оптимальное соотношение длительностей импульса напряжения и паузы
264014
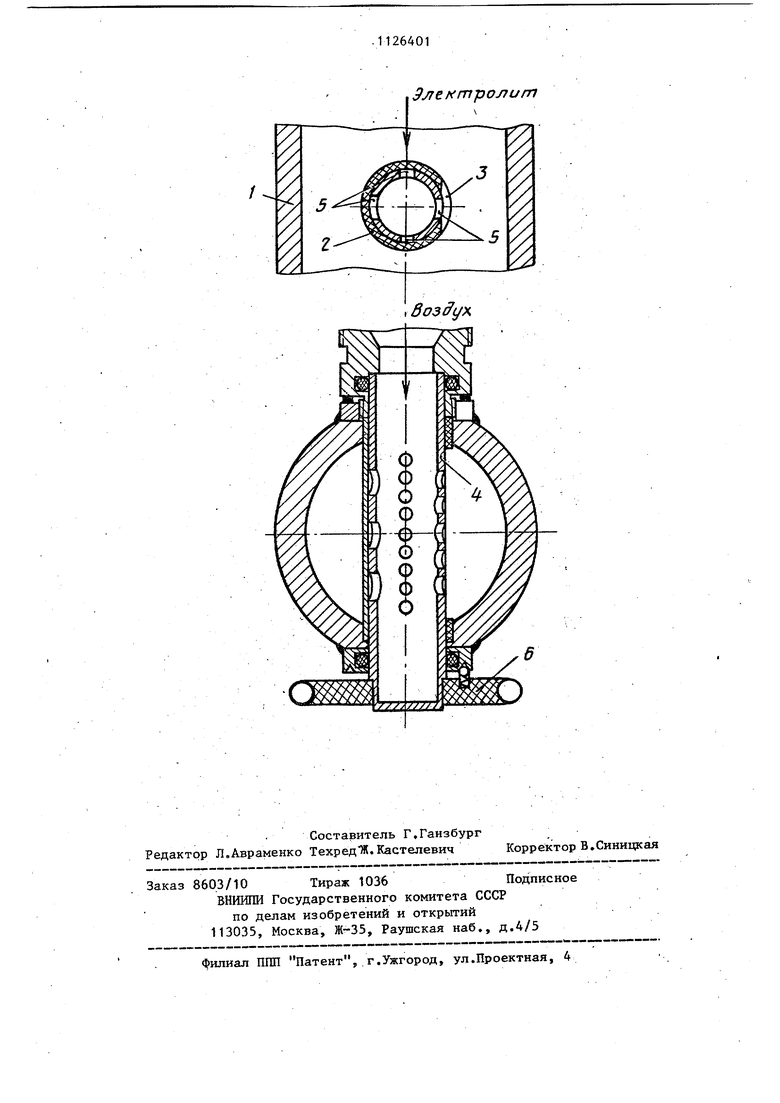
между ними, при которых точность копирования ЭЙ получается максимальной. На чертеже представлена схема устройства.
5 В пиноль 1 вставлена обойма 2, имеющая окно 3 размеры которого соответствуют наибольшей длине ряда отверстий и наибольшему ;риаметру их. В обойме вставлена газоподводящая
0 трубка 4, один торец которой заглушен, а второй торец открыт и служит, для подвода сжатого газа. На цилиндрической поверхности трубки расположены с заданным шагом ряды отверстий
5 5 для ввода газа в поток электролита. На заглушенном конце газоподводящей трубки установлен механизм 6 поворота трубки на заданный шаг для замены одного ряда отверстий другим.
Устройство работает следующим образом.
Технолог в зависимости от формы обрабатываемой детали и режима йбра5 ботки выбирает величину МЭЗ и устанавливает диаметр отверстий в сменной трубке, выбирая соответствующую трубку или перекрьшая некоторые группы отверстий, например, с помощью
Q обоймы и поворотного устройства, как это показано на чертеже. ЭХО полостей с малой площадью обработки проводят при сравнительно небольшом МЭЗ (например, 0,06 мм). Для обработки используют съемную трубку смесителя с диаметрами отверстий 0,4 мм. При обработке полостей с относительной большой площадью. МЭЗ может быть, например, О,1 мм. В этом случае используют съемную трубку с отверстиями 0,7 мм. Благодаря этому в обоих случаях обеспечивается максимальная точность копирования ЭЙ и, следоваТельно, максимально возможная точность обработки.
С помощью предлагаемого способа и устройства производят электрохимическую размерную обработку на станке с использЬваниек г эоподводящих трубок с различныьш диаметрами отверстий и различными отношениями объёмных расходов газа и электролита (см. таблицу). Оси отверстий в газоподводящей трубке перпендикулярны направлению течения электролита в пиноли. В качестве ЭЙ используюТч цилиндр с наружным диаметром. 20 мм и внутрен- .; ним диаметром 6 мм.
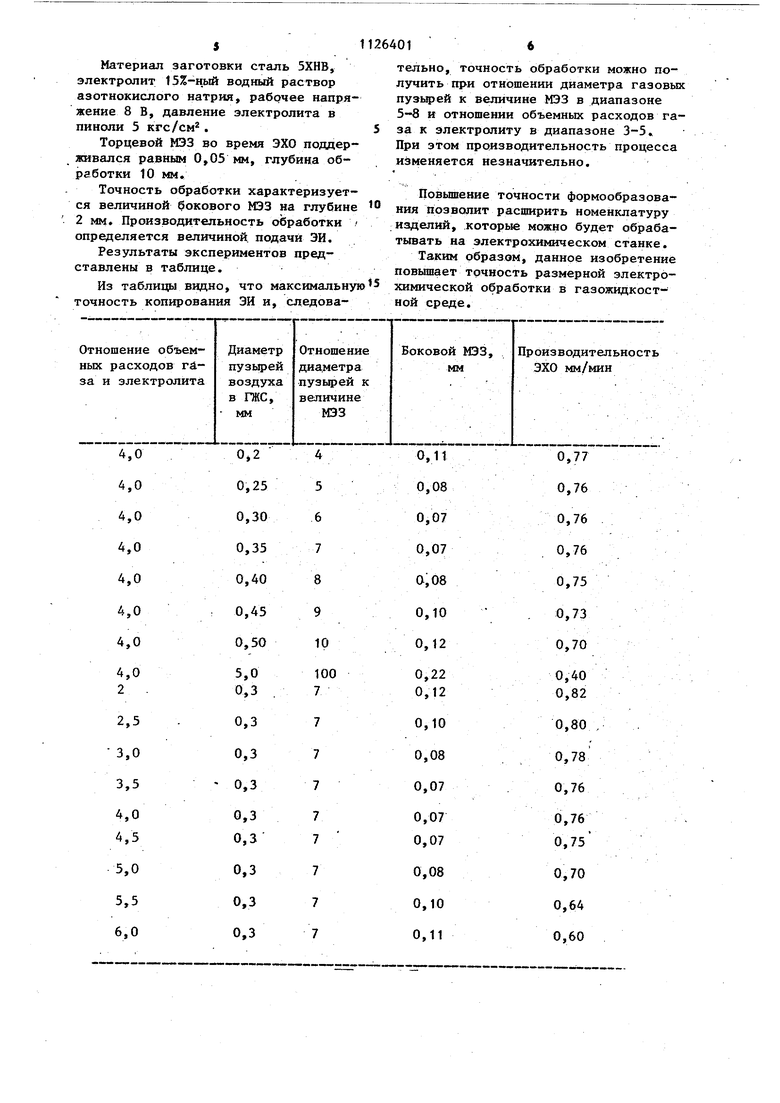
Материал заготовки сталь 5ХНВ, электролит 15%-ный водный раствор азотнокислого натрия, рабочее напряжение 8В, давление электролита в пиноли 5 кгс/см.
Торцевой МЭЗ во время ЭХО поддерживался равным 0,05 мм, глубина обработки 10 мм.
Точность обработки характеризуется величиной бокового МЭЗ на глубине 2 мм. Производительность обработки / определяется величиной, подачи ЭЙ.
Результаты экспериментов представлены в таблице.
Из таблицы видно, что максимальную точность копирования ЭЙ и, следовательно, точность обработки можно получить при отношении диаметра газовых пузырей к величине ЮЗ в диапазоне 5-8 и отношении объемных расходов газа к электролиту в диапазоне 3-5. При этом производительность процесса изменяется незначительно.
Повьшгение точности формообразования позволит расширить номенклатуру изделий, которые можно будет обрабатывать на электрохимическом станке.
Таким образом, данное изобретение повышает точность размерной электрохимической обработки в газожидкостной среде.
Электролит
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Способ импульсной электрохимической обработки | 1974 |
|
SU516497A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
1. Способ .размерной электрохимической обработки в газожидкостной среде, при котором в электролит вводят пузыри газа при давлении газа большем, чем давление электролита, о т л и ч а ю щ и и с я тем, что, с целью повьшения точности обработки, диаметр газовых пузырей устанавливают в 5-8 раз большим, чем величина межэлектродного зазора, при этом объемный расход газа устанавливают в 3-5 раз большим объемного расхода электролита. 2. Устройство для смешения газа с электролитом при размерной злектрохимической обработке- в газожидкостнрй среде, в котором съемная трубка, размещенная в пиноли станка и в потоке электролита,- подключена к системе нагнетания газа, о т л и ч а ю щ е ее я тем, что, с целью повышения точности обработки, в трубке выполнено п групп отверстий, оси которых перпендикулярны оси пиноли, причем 10) все отверстия одной группы имеют сщинаковые диаметры, а суммарная площадь проходных сечений отверстий одинако- . ва во всех группах, при этом трубка снабжена приспособлением для одноврё-, менного перекрытия (ft-1) групп отверстий. ю Од ti