1
Изобретение отиосится к размерной электрохимической обработке, в частности к импульсной электрохимической обработке.
Известен способ размерной электрохимической обработки в импульсном режиме, при котором процесс приводят путем многократного повторения цикла, состоящего из фазы анодного растворения обрабатьшаемой детали при прохождении импульса тока через электроды и паузы между импульсами, во время которюй промьшается межэлектродный промежуток (МЭП).
При прохождении импульса тока через электроды содержание газа в МЭП увеличивается за счет восстановления водорода иа катоде. При достижеиии содержания газа в электролите некоторой критической величины (около 65%) наблюдаются кратковременные падения напряжения на электродах.
Это явление (падение напряжения, вызванные микропробоями) используется в устройстве защиты электродов (УЗЭ) для предотвращения коротких замыканий во время электрохимической обработки. Во время импульсной обработки УЗЭ ограничивает длительность импульса тока, выключая источник питания станка при достижении в электролите МЭП критического газонагюлнення
Недостатком известного способа являеки трудность поддержания скорости п ремещения электрода-инструмента, соответствующей скоросш анодного растворюгшя. При несоответствии указанных скоростей величина МЭЗ изменяется Уменьщение МЭЗ приводит к короткому замыка нию электродов, а увеличение МЭЗ резко уменьщает точность копирования.
Цель изобретения - увеличение производительности импульсного прюцесса и точности копи рования.
Это достигается тем, что по пред)1агаемому способу подачу электрода-инструмента П{Х)Изво; лт пропорционально длительности импульса тока.
Длительность импульса, ограничиваемая KJIHтическим газонаполнением в МЭП, определяется уравнением:.,
-г pPFg (О
(U-E)RT
5
i-G
kp
где р -удельная электропроводность зпекгролигн. Р - статическое давление элекгр())1И1а ii.i выходе из МЭП, равное постоянному цавлсшш и рабочей камере станка;
F - константа Фарадея;
6 - межэлектродный зазор;
и - напряжение на электродах;
Е - перенапряжение на электродах;
R- универсальная газовая постоянная;
Т - абсолютная температура электролита;
GKP - критическое газонаполнение электролита в МЭП, равное ,65.
В уравнении величины F, R и GKP константы; величина Р - постоянна для данного станка (шпрнмер, при обработке на станке в камере без противодавления ат).
При небольших колебаниях температуры электролита величины р и Т также практически постоянны. При небольших отклонеш{ях МЭЗ от задаштого значения величина перенапряже1шя npaKTicveciai остается постоянной.
Таким образом, при импульсной обработке металлов с поотьякным напряже1{ием на электродах справедливо равенство
где А - константа.
Однозначное соответствие между длительностью импульса и величиной МЭЗ позволяет осуществить регулирование подачи электрода-инструмента (определяющей величину МЭЗ) по длительности импульса.
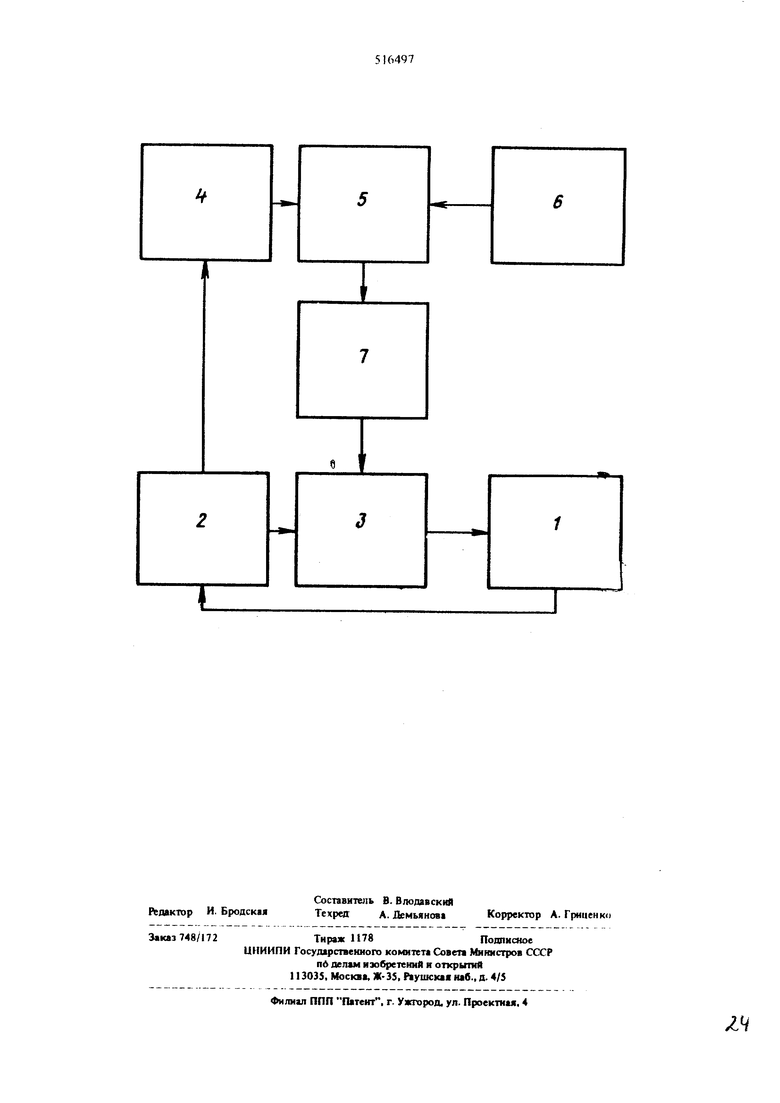
На чертеже дана примерная блок-схема управления параметрами импульсного процесса.
Блок-схема состоит из устройства I защиты электродов, источника 2 питания, электродов 3, блока 4 измерения длительности имп)льса, бпока 5 сравнения, задатчика 6, пр1тода 7 подачи инструмента.
Способ осуществляется следующим образом.
Устройство защиты электродов (УЭЗ) 1 при достижении в МЭП критического газонаполнения выключает источник 2 питания и таким образом ограничивает длительность импульса тока, проходящего между электродами 3. В источнике питания (например, типа ВАК) предварительно устанавливается определенная пауза между импульсами, соответствующая расходу электролита и объему МЭП. Блок 4 измерения длительности импульса преобразует величину шштельностн импульса в пропорциональный электрический сигнал, поступающий в блок 5 сравнения. В блок 5 подается также электрический сигнал от задатчика величины МЭЗ 6. Сигнал рассогласования с блока сравнения поступает на привод 7, которьш перемещает электрод-инструмент со скоростью, пропорциональной сигналу рассогласования.
TaKHNf образом в иооцессе обработки длительность импульса, определяемая критическим газонаполйёи йм,- подДрржйваетсй пбетоЯниой, и, следовательно, импулызи-й процесс йррводится при постоянном значении величины МЭЗ.
Формула изобретения
Способ импульсной электрохимической обработки со стабилизацией давления и температуры электролита и напряжения на электродах и установлением длительности импульса рабочего тока в ивисимости от состояния промежутка, отличающийся тем, что, с целью увеличения производительности процесса и точности копирования, подачу электрода-инструмента производят пропорционально фштельности импульса тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |