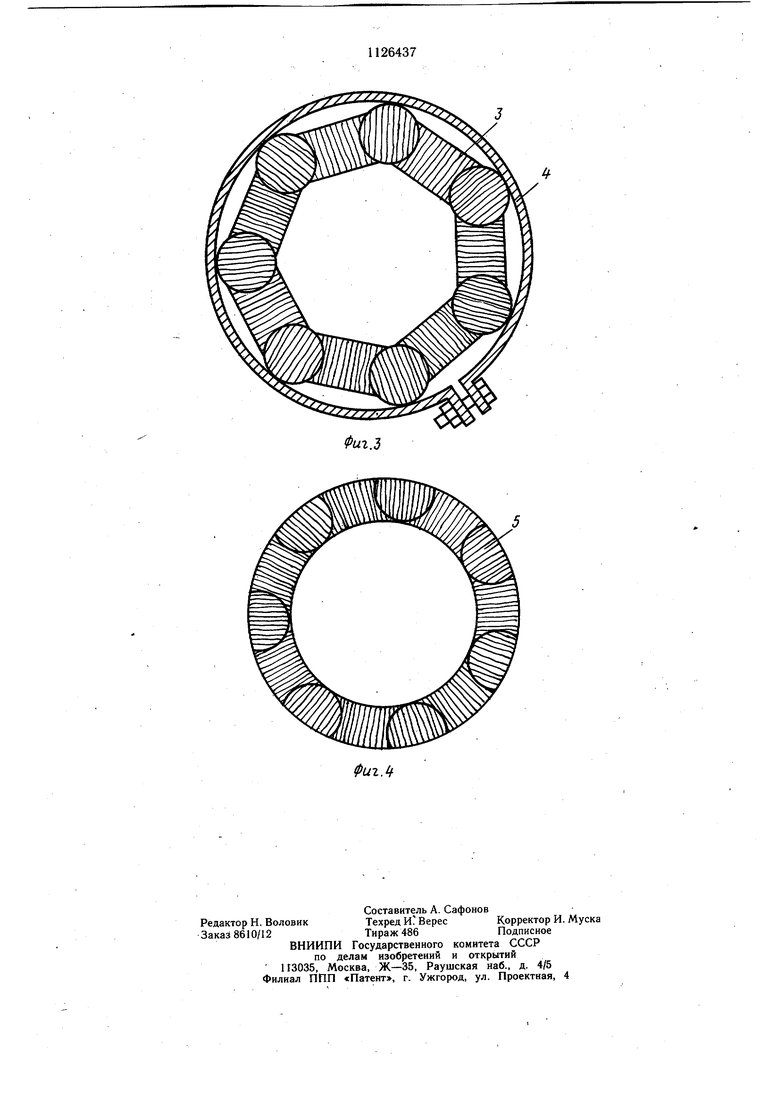
Изобретение относится к деревообрабатывающей промышленности, в частности к методам производства прессованных втулок из древесины. Известен способ изготовления втулок из древесииы, включающий подготовку прессованных заготовок, формирования из них втулок и их запрессовку 1. Известен способ изготовления втулок из прессованной древесины, включающий изготовление прессоваиных заготовок, сборку их с нанесением клея и запрессовку втулок 2. Недостатком известных способов является низкая технологичность изготовления втулок, особенно разных диаметров. Цель изобретения - повыщение технологичности процесса изготовления втулок разных диаметров. Поставленная цель достигается тем, что согласно способу изготовления втулок из прессованной древесины, включающему изготовление прессованных заготовок, сборку их с нанесением клея и запрессовку втулок, прессованные заготовки изготовляют в виде цилиндров и прямоугольных призм с вогнутыми боковыми поверхностями, при Эгом радиус вогнутости боковых поверхностей равен радиусу цилиндрических заготовок, а сборку осуществляют с чередованием цилиндрических и призматических заготовок. На фиг. 1 изображена схема прессованной заготовки в виде цилиндра; на фиг. 2- то же, в виде прямоугольных призм; на фиг. 3 - схема размещения прессованных заготовок после сборки; на фиг. 4 - то же, после запрессовки. Способ реализуется следующим образом. Из прессованной древесины плотностью 1150-1250 кг/м и влажностью 3-5% изготовляют заготовки в виде цилиндров 1 и в виде призмы 2 с двумя вогнутыми поверхностями, глубина которых равна 1/2-1/3 днаметра цилиндра 1. На боковые поверхности призм 2 наносят клей и размещают их таким образом, чтобы вогнутые поверхности призм сопрягались с поверхностями цилиндров. Собранную втулку 3 стягивают хомутом 4 и склеивают при 60-80°С в течение 0,5-1 ч. После склеивания хомут 4 снимают, проводят механическую обработку по внутренней и наружной поверхностям и получают готовую втулку 5. Пример. Берут прессованную древесину плотностью 1200 кг/м, влажностью 4% и изготавливают из нее щесть цилиндров 1 диаметром 25 мм, длиной 10 мм. Из этой же древесины изготавливают шесть прнзм 2 сечением 22x35 и длиной 100 мм с двумя вогнутыми поверхностями, глубина которых равна 1/3 диаметра цилиндра 1, т.е. 8,3 мм, по граням щириной 22 мм После этого на вогнутые поверхности призм наносят клей СФЖ-3016 с отвердителем, формируют готовую втулку 5 с радиальным расположением волокон с наружным диаметром 100 мм и внутренним диаметром 60 мм. Предложенный способ позволяет изготавливать втулки широкого диапазона диаметров из одних и тех же заготовок без дополнительной оснастки, а также повышает технологичность процесса, так как установка предлагаемых заготовок в хомут значительно проще формования втулок из сегментов. Длительность процесса сокращается в 2,5-3 раза по сравнению с прототипом.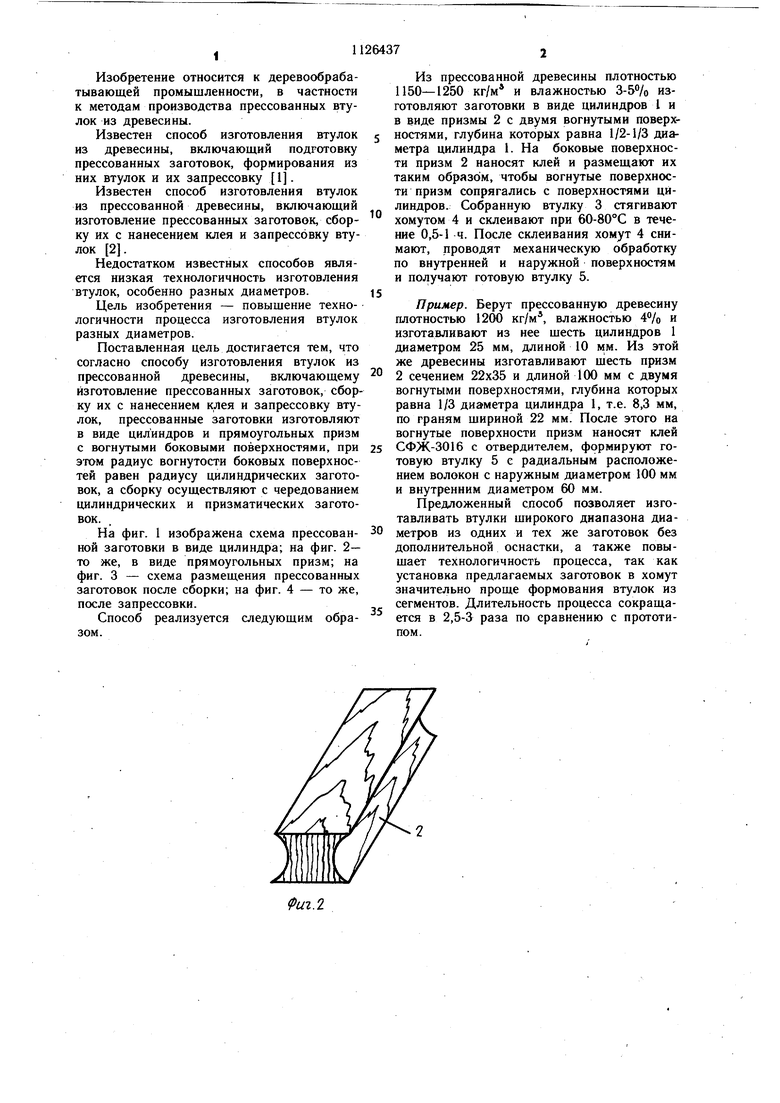
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ | 1991 |
|
RU2021893C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ПРЕССОВАННОЙ ДРЕВЕСИНЫ | 2006 |
|
RU2326760C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ПРЕССОВАННОЙ ДРЕВЕСИНЫ | 1993 |
|
RU2057008C1 |
| Способ изготовления втулок из прессованного материала | 1986 |
|
SU1366399A1 |
| Способ изготовления втулок из прессованной древесины | 1987 |
|
SU1440728A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041805C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ СМЕСЕЙ | 1994 |
|
RU2082557C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ПРЕССОВАННОЙ ДРЕВЕСИНЫ, включающий изготовление прессованных заготовок, сборку их с нанесением клея и запрессовку втулок, отличающийся тем, что, с целью повыщения технологичности процесса изготовления втулок разных диаметров, прессованные заготовки изготовляют в виде цилиндров и прямоугольных призм с вогнутыми боковыми поверхностями, при этом радиус вогнутости боковых поверхностей равен радиусу цилиндрических заготовок, а сборку втулок осуществляют с чередованием цилиндрических и призматических заготовок. (Л ю О) ( со 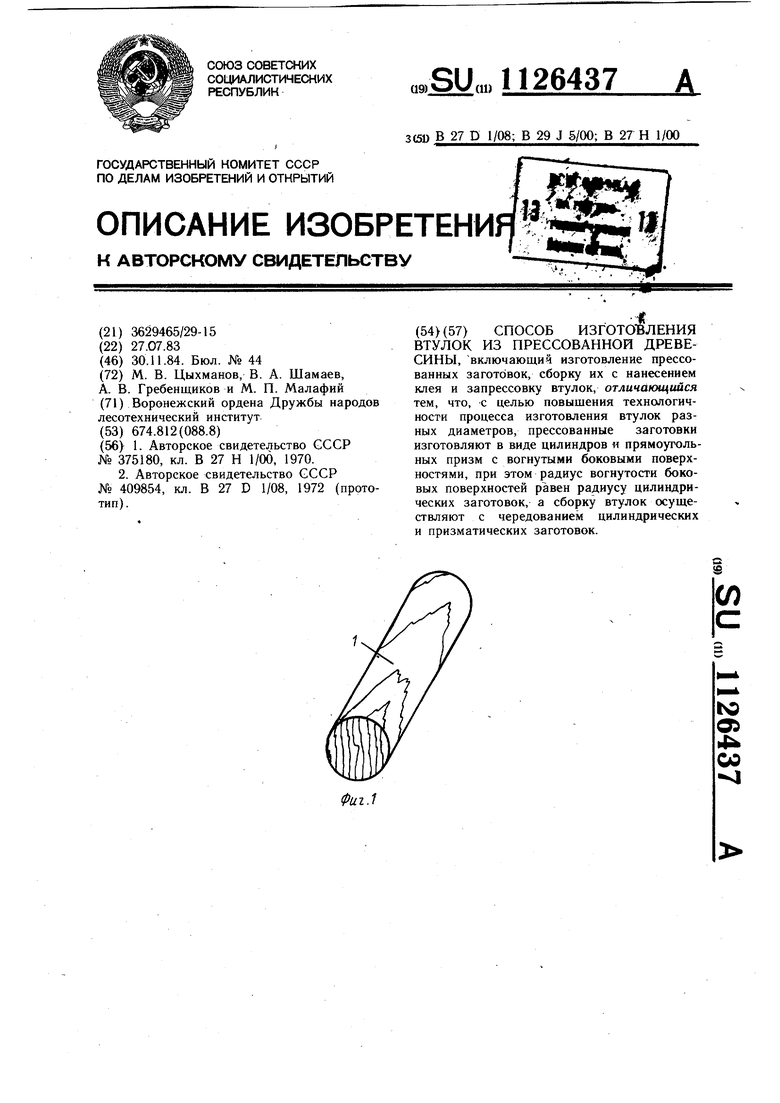
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| П5ГГНТКП.1Т!?!1:Г^Г' ЦПАвторыЗаявители Воронежский лесотехнический институт и Азербайджанский научно- исследовательский институт нефтяного машиностроения | 0 |
|
SU375180A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU409854A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
