Изобретение относится к переработке полимерных материалов и может быть использовано для виброформования изделий. Известна литьевая форма для изготовления полимерных изделий, в которой осциллирующий поршень вводится в литниковую втулку 1. Однако в известно1| форме осуществляется локальное воздействие на полимерный материал, т.е. осциллирующий поршень сообщает колебания ограниченному объему полимерного материала, вследствие чего использование формы для изготовления крупногабаритных изделий мало эффективна Наиболее близкой по технической сущности и достигаемому результату к изобретению является литьевая форма для изготовления изделий из полимерных материалов, содержащая матрицу и пуансон, который связан с вибратором 2. Однако в данной форме из-за ограниченности распространения колебаний, генерируемых ультразвуковым вибратором в полимерном материале, целесообразно изготовление только тонкостенных изделий. Таким образом, форма не обеспечивает предотвращения характерных для крупногабаритных изделий дефектов пузырей, утяжин и значительной усадки. Цель изобретения - повышение крупногабаритных изделий за счет предотвращения утяжин, пузырей и уменьшения усадки. Поставленная цель достигается тем, что в литьевой форме для изготовления изделий из полимерных материалов, содержащей матрицу и пуансон, который связан с вибратором, пуансон выполнен с основанием в виде упругой пластины, а вибратор - в виде спирального индуктора с установленной на нем со сторойы, обращенной к основанию пуансона, и закрепленной по периметру упругой мембраной. На чертеже изображена литьевая форма, разрез. Форма содержит неподвижную полуформу 1 с матрицей 2 и подвижную полуформу, включающую плиту 3, на которой закреплен корпус 4, в котором размещен вибратор. Пуансон 5 выполнен с основанием в виде упругой пластины 6. Вибратор выполнен в виде спирального индуктора 7 с установленной на нем со стороны, обращенной к основанию пуансона 5, и закрепленной по периметру упругой мембраной 8. Упругая пластина 6 посредством стойки 9 связана с упругой мембраной 8. На корпусе 4 расположено опорное кольцо 10. Упругая мембрана 6 по периметру поджата к спиральному индуктору 5 ограничителем 11 и пружинной втулкой 12. Центральный выталкиватель 13 проходит через элементы подвижной полуформы и подпружинен относительно корпуса 4. Форма работает следующим образом. На стадии заполнения формующей полости расплавом полимерного материала и выдержки под давлением- в индуктор подаются импульсы тока. За счет чего упругая мембрана 8, отталкиваясь от спирального индуктора 7, выгибается и через стойку 8 деформирует упругую пластину 6, которая сообщает импульсы давления расплаву полимерного материала. Это воздействие уплотняет материал, предотвращает утяжины, пузыри в изделии и снижает его усадку. В конце стадии выдержки под давлением прекращается подача импульсов тока, полимерный материал охлаждается и форма раскрывается. После удаления изделия центральным выталкивателем цикл повторяется. Использование изобретения позволяет повысить качества крупногабаритных изделий.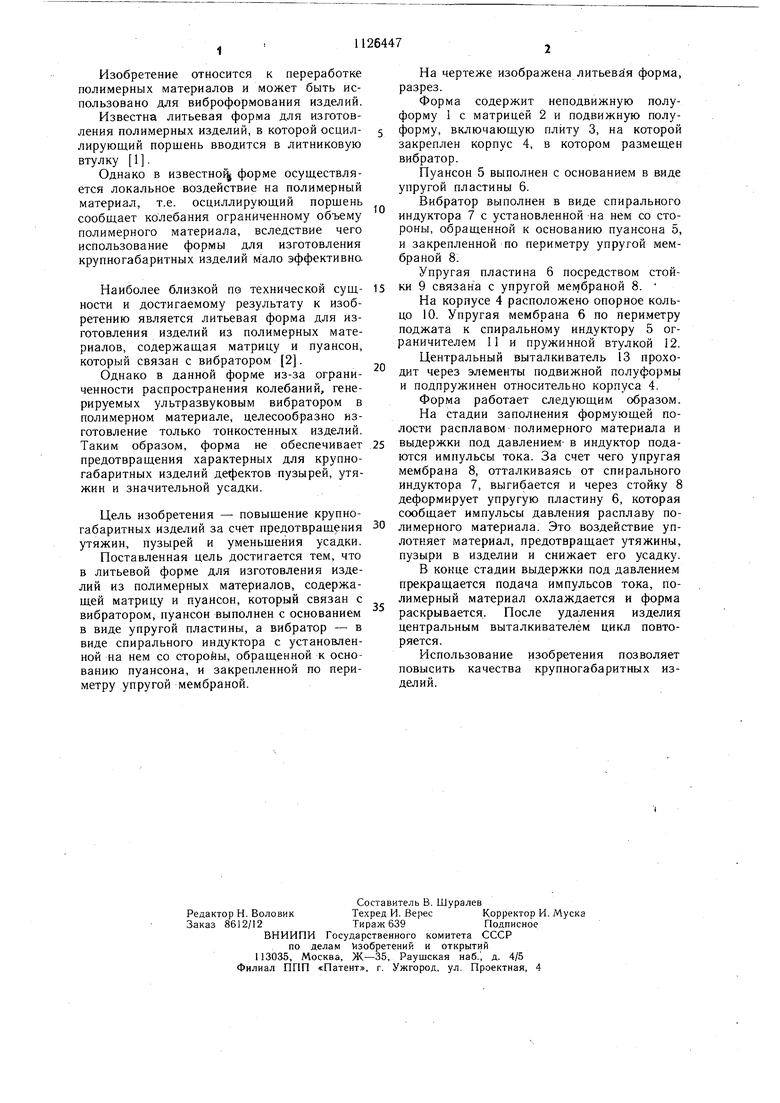
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДНИХ ЧАСТЕЙ ОПРАВ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2035310C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1659214A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| Литьевая машина для изготовления изделий из полимерных материалов | 1979 |
|
SU870169A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952629A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1087348A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая матрицу и пуансон, который связан с вибратором, отличающаяся тем, что, с целью повышения качества крупногабаритных изделий за счет предотвращения утяжин, пузырей и уменьшения усадки, пуансон выполнен с основанием в виде упругой пластины, а вибратор выполнен в виде спирального индуктора с уст-ановленной на нем со стороны, обраш,енной- к основанию пуансона, и закрепленной по периметру упругой мембраной. (Л ю 05 4 4 1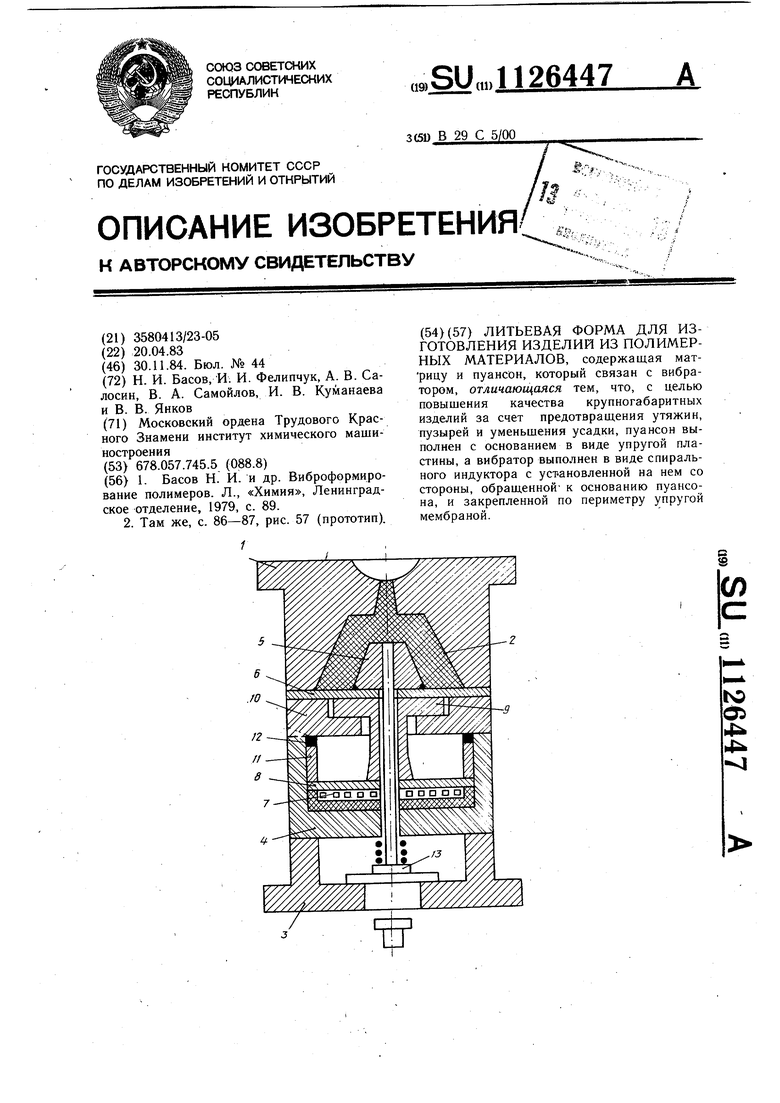
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Басов Н | |||
| И | |||
| и др | |||
| Виброформирование полимеров | |||
| Л., «Химия, Ленинградское отделение, 1979, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
