Изобретение относится к оснастке для переработки пластмасс и может быть использовано для изготовления полимерных изделий высокого качества.
Цель изобретения - повышение качества изделий.
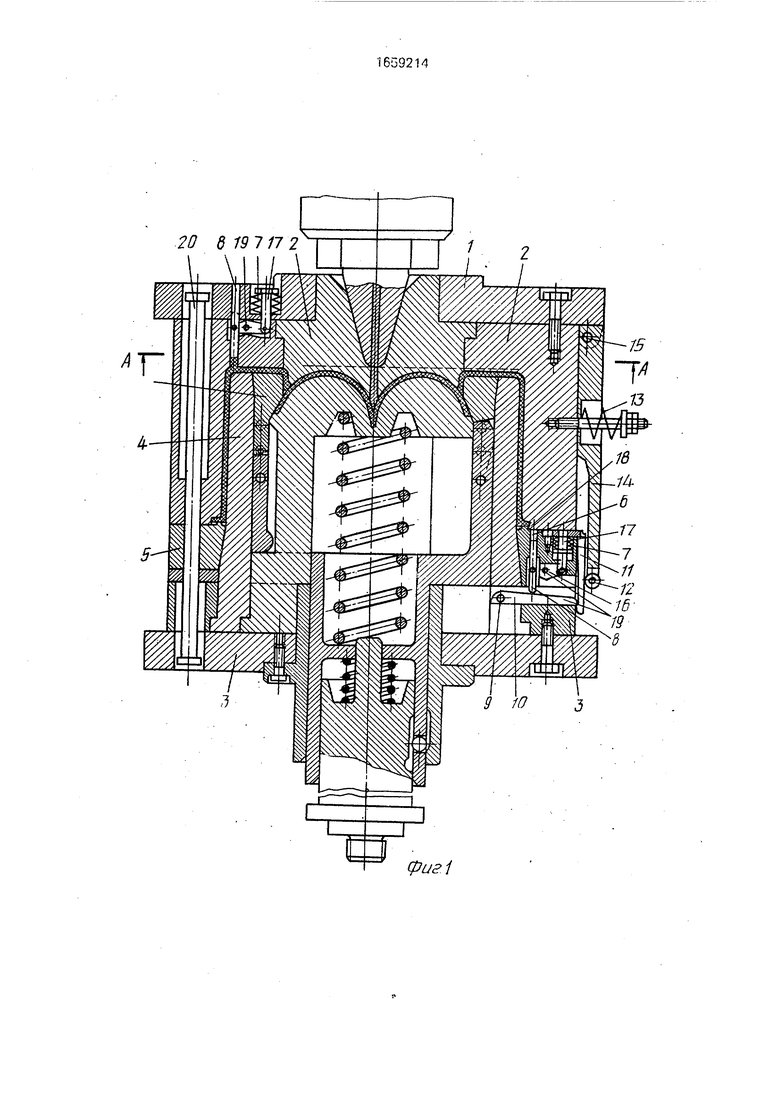
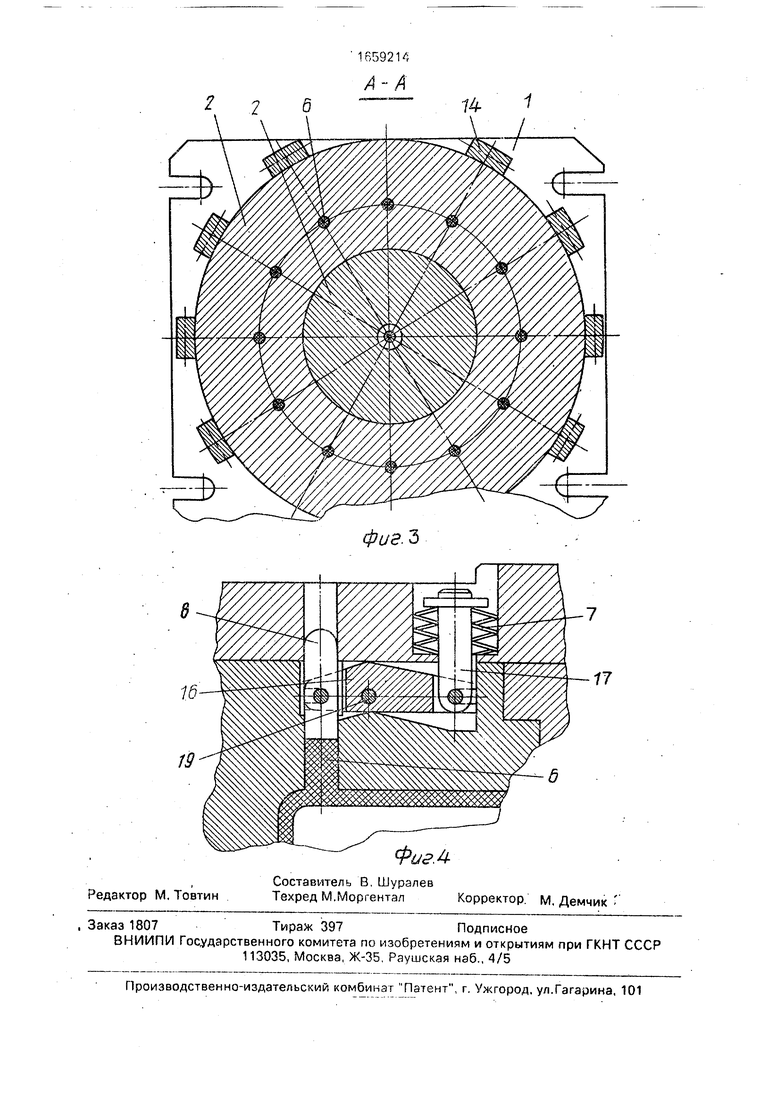
На фиг.1 изображена литьевая форма, продольный разрез; на фиг.2 - часть формы, разрез по выталкивателю выпора; на фиг.З - сечение А-А на фиг.1; на фиг.4 - вариант выполнения, выпоров, разрез.
Литьевая форма содержит неподвижную литьевую плиту 1, матрицу 2, закрепленный на подвижной плите 3 пуансон 4, сталкивающую плиту 5 с полостями под выпоры 6 и установленными в ней подпружиненными пружинами 7 выталкиватели 8 выпоров б.
Выталкиватели 8 выпоров 6 подпружинены в сторону неподвижной литниковой плиты 1. Для них предусмотрен упор-ограничитель их осевого перемещения в сторону подвижной плиты 3, выполненный в виде установленного на ней с возможностью поворота на оси в плоскости перпендикулярной плоскости разъема (прперечной плоскости) формы рычага 10, сцепляемого с закрепленным на сталкиващей плите 5 поворотным захватом 11, входящим при смыкании формы во взаимодействие с роликом 12 подпружиненного пружиной 13 прижимного рычага 14, установленного на неподвижной плите 1 на оси 15.
Выталкиватели 8 выпоров 6 шарнирно связаны с одним из плеч установленного в сталкивающей плите 5 двуплечего поворотного рычага 16, соединенного другим плечом с установленным в этой же плите штоком 17, подпружиненным тарельчатыми пружинами 7 в сторону подвижной плиты 3. Заполнение выпоров осуществляется через каналы 18. Поворот рычага 16 происходит на оси 19. Сьем изделия производится сталкивающей плитой посредством тяг 20. связывающих обе половины формы.
Литьевая форма работает следующим образом.
После впрыска расплава полимерного
материала масса, заполняя полость для из- делия, образует в периферийной части и в
местах сложных переходов турбулентные
потоки с высоким поверхностным натяжением, газовыми пузырями и пригарами, которые образуются при вытеснении воздуха из полости изделия и благодаря наличию выпоров 6, сообщающихся с изделием или
непосредственно или через каналы 13, потоки материала с дефективной массой попа-- дают в карманы - выпоры 6, а однородной массой заполняют полость для изделия. После заполнения изделия и выдержки под
давлением выталкиватель 8 под действием давления расплава утапливается, а так как он связан с двуплечим поворотным рычагом 16 то поворачивает его вокруг оси 19 и при этом шток 17 сжимает тарельчатые пружины
7 до упора-ограничителя 10, который упирается в захват 11,
При снятии давления литья и охлаждения формы, расплавленная масса имееттен- денцию к усадке, однако сжатые пружины 7
объемы массы в карманах выпорах 6 передают давление и как-бы подпитывают дополнительно залитое изделие, ликвидируя тем самым образование утяжин, что обеспечивает качество отливаемым изделиям.
Окончательный съем изделия и удаление осуществляется плитой съема 5 через тягу 20, а удаление выпоров 6 осуществляется при помощи рычага 10, при этом одновременно тарельчатые пружины 7 через
поворотный рычаг 16 и выталкиватель 8 осуществляют также удаление выпоров 6. Формула изобретения Литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту, матрицу, закрепленный на подвижной плите пуансон, сталкивающую плиту с полостями для выпоров и выталкиватели выпоров, отличающаяся тем, что, с целью повышения
- качества изделий, форма снабжена упором - ограничителем для перемещения выталкивателей выпоров в сторону подвижной плиты, выполненным в виде установленного на ней с возможностью поворота в продольной
5 плоскости рычага, закрепленным на сталкивающей плите захватом рычага, установленным на неподвижной плите прижимным рычагом для захвата, закрепленным в сталкивающей плите двуплечим рычагом, шар0 нирно связанным с выталкивателем выпора и подпружиненным штоком, с которым связан другой конец двуплечего рычага.
20 8 19717 2
фиг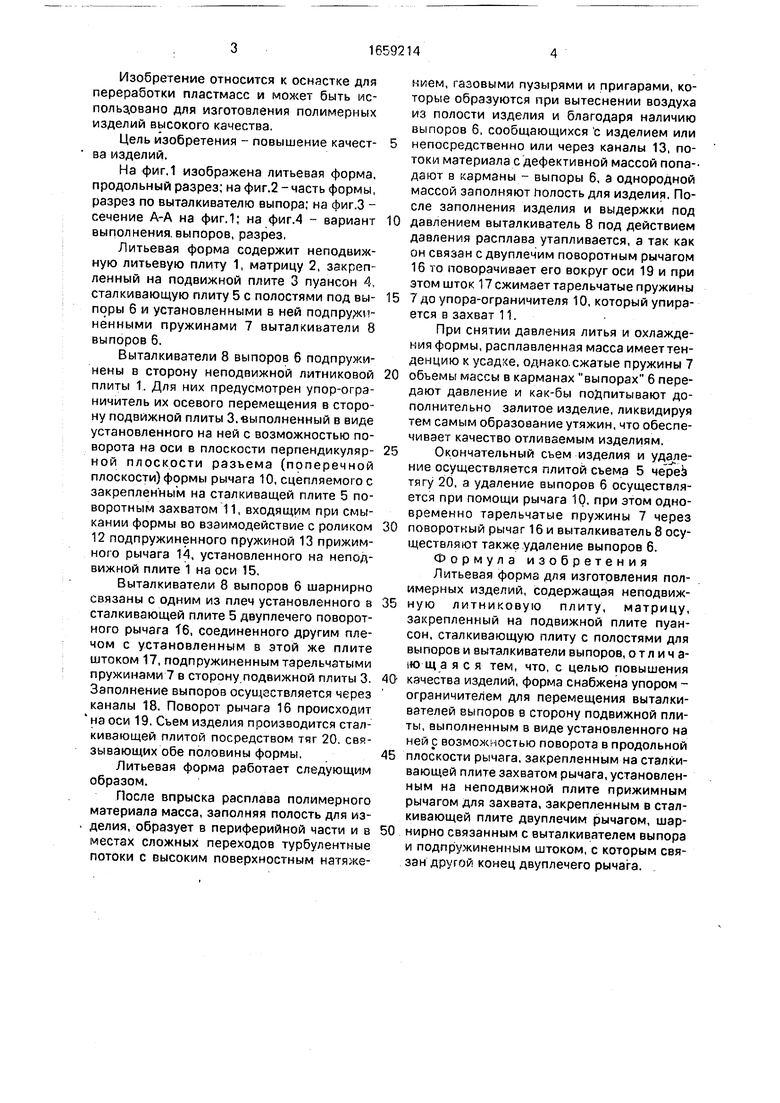
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| Литьевая форма для изделий из полимерных материалов | 1980 |
|
SU958110A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для полимерных изделий с двухступенчатой системой выталкивания | 1981 |
|
SU956282A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1990 |
|
SU1754469A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий. Цепь изобретения - повышение качества изделий Для этого форма снабжена установленным в сталкивающей плите двуплечим рычагом 16, связанным с выталкивателем 8 выхода, и упором-ограничителем 10 выталкивателя. Для упора предусмотрен захват 11 с подпружиненным прижимным рычагом 14. Во время заполнения формы выталкиватель 8 под давлением расплава перемещается до упора в упор-ограничитель. При раскрытии формы захватом упор поднимается, перемещая выталкиватель 8, в результате чего удаляется выпор. 4 ил. в О СП ю ю Фиа2
фиг.Ъ
Фиг Л
