154) ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ДИНАМИЧЕСКОГО ЛИТЬЕВОГО ФОРМОВАНИЯ ПОЛИМЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145543C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕЖЭЛЕМЕНТНЫХ СОЕДИНЕНИЙ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2276431C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК И ПОЛИМЕРОВ | 2014 |
|
RU2577280C2 |
| Расположение привода,в частности литьевой машины | 1979 |
|
SU943000A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| Способ определения оптимальной температуры пластикации резиновой смеси | 1981 |
|
SU979998A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2582713C2 |
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
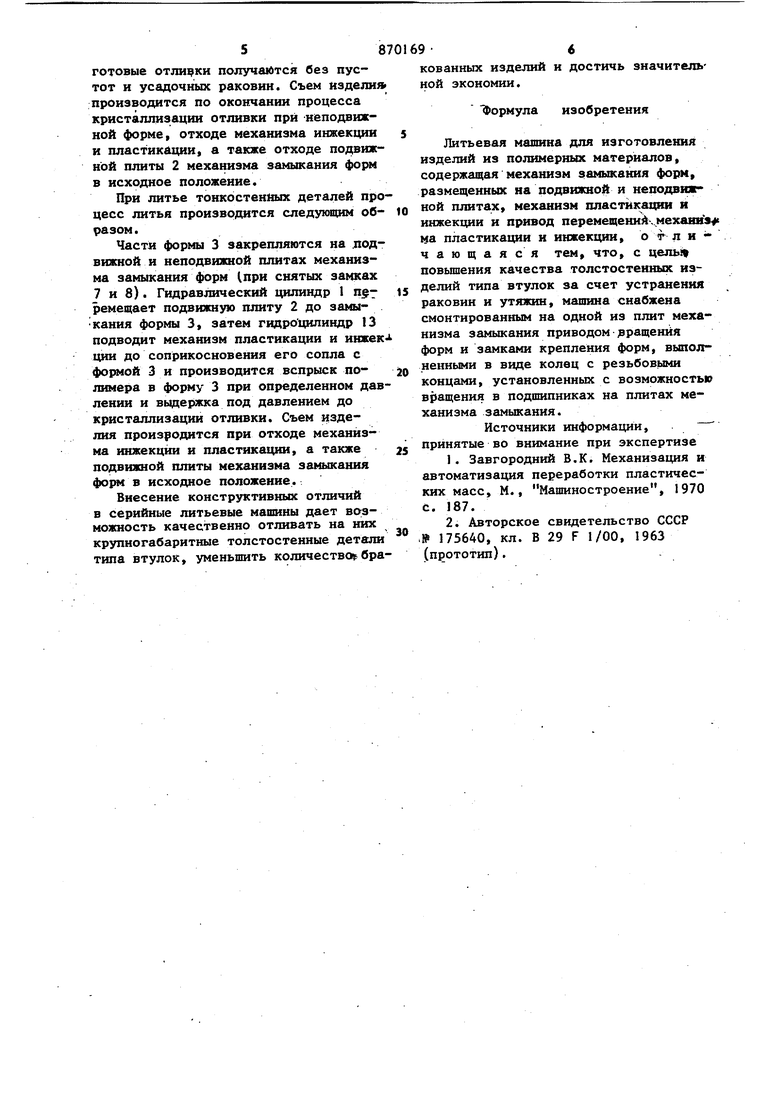
Изобретение относится к области .изготовления крупногабаритных толсто стенных деталей типа втулок, вкладышей, зубчатых колес и подобных изделий из термопласта как с наполнителя ми, так и баз них и может быть испол зовано в химической промышлености . Известна литьевая машина для изго товления изделий из полимерных материалов, содержащая механизм плас.тикации и инжекции материала поршневого типа с обогреваемым цилиндром механизм дозирования, привод, станину 1 . В такой литьевой машине материал плавится в обогреваемом цилиндре, из которого впрыскивается поршнем в предварительно замкнутую форму, выдерживается под давлением до охлаждения в форме. При плавлении материа ла в обогреваемом цилиндре материал плавится сначала у стенок, а затем в центре цилиндра. Это приводит к тому, что пока глубокие слои материа да: прогреваются и плавятся, наружные подвергаются нежелательным структурным и химическим изменениям, что приводит к ухудшению качества расплава. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является литьевая машина для изготовления изделий из поли-, мерного материала, содержащая мекап низм замыкания форм, размещенных на подвижной и неподвижной плитах, механизм пластикации и инжекции и 11ривод перемещения механизма пластикации И инжекции I. В этой литьевой машине механизм пластикации и инжекции снабжен пластид цирую1цим червяком, благодаря чему расплав полимера, получаемый в этой литьевой машине, характеризуется высокой степенью однородности ho структуре в различных точках литьевой массы. В связи с этим тонкостенные изделия, полученные на этой машине. 3 имеют высокую плотность и механическую прочность. Недостатком литьевой машииы является то, что она не обеспечивает качественное литье толетостенных крупногабаритных изделий, в том числе и деталей типа втулок, из-за езначительн.ой .усадки полиме)09 .рбразова- ния раковин и утяжин. Это происходит потому, что пластмассы обладают низкой теплопроводностью и высоким коэффициентом линейной усадки. У стенок формы расплав полимера переходит при охлаждении в твердое состояние. Сердцевина же изделия при значи тельной толпщне остается продолжительное время в расплавленном состояни При большой толщине изделия материал в литниковой системе охлаждается и. кристаллизуется, препятствуя доступу внутрь отливки расплава, компенсирую щего уаадку. При дальнейшем охлажден в результате линейной усадки происхо дит образование раковин и утяжин чт для ответственных конструкций являет ся недопустимым. Цель изобретения -.повышение качества толстостенных деталей типа втулок за счет устранения раковин и утяжин. Это достигается тем, что литьевая машина для изготовления изделий из полимерных материалов, содержащая ме .ханизм замыкания форм, размещенных на подвижной и неподвижной плитах, механизм пластикации и инжекции и привод перемещения механизма пластикации и инжекции, снабжена смонтированным на одном из плит механизма замыкания приводом вращения форм и замками крепления форм, выполненными в виде колец с резьбовыми концами установленных с возможностью вращения в подшипниках на плите механизма замыкания. На фиг. 1 изображена литьевая машина, общий вид; на фиг. 2 - узел 1 на фиг 1. Литьевая машина состоит из механизма замыкания форм, содержащего гидравлический цилиндр 1 для привода подвижной плиты 2 механизма вамыкания и размыкания форм 3, а также неподвижной плиты 4, привода в виде электродвигателя 5, размещенно р. на подвижной плите 2, и клиноремён1 ной П|Б;редачи 6 для вращения формы 3 дйух замков для крепления форм 3, представляющих собой кольца 7, 8 с 94 резьбовыми концами для крепления полуформ и выступами, которые зафиксированы в осевом направлении фланцами 9, прикрепленными к подвижной и неподвижной плитам и внутри зтих же фланцев размещены радиально-упорные подшипники 10 качения, из одной или нескольких распыляющих насадок 11 для охлаждения форм 3, совмещенного червячного механизма I2 пластикации и инжекции, привода в виде гидроцилиндра 13 перемещения механизма пластикации, и инжекции, и бункера 14 с весовым или объемным дозатором, станины 15, на которой смонтированы все механизмы. Литьевая машина работает следующим образом. Материал засьшается в бункер 14, дозатор которого отмеряет нужное коли чество материала, который поступает в механизм 12 инжекции и пластикации, B котором он плавится и пластицируется. При литье крупногабаритных толстостенных деталей типа втулок, части литьевой формы 3 закрепляют на неподвижной и подвижной плитах механизма замыкания форм к кольцам 7, 8, допускающим вращение вокруг горизонтальной оси. Гидравлический цилиндр 1 перемещает подвижную плиту 2 до замыкания формы 3 с небольшим усилием. Форма получает вращение от электродвигателя 5 через клиноременную передачу 6. Затем гидроцилиндром 13 подводится механизм пластикации и инжекции до соприкосновения его сопла с формой 3 и производится впрыскивание пйлимера во вращающуюся форму. В случае, если объем материального цилиндра механизма 12 инжекции недостаточен, механизм инжекции и пластикации от..водится в исходное состояние при вращающейся форме 3, плавится и пластицируется новая порция материала и производится повторный вспрыск материала в форму. Для ускорения процессе кристаллизации полимера форму охлажда от снаружи ёодой при помощи распылягадей насадки 11 . Применение охлаждения форм водой ускоряет процесс получения толстостенной отливки в 1 ,52 раза за счет интенсивного отвода тепла от формы. Расплав полимера кристаллизуется последовательно от стенок формы к ее центру. При вращении формы 3 с заданной угловой скоростью, благодаря уплотняющему зффекту от центробежных сил инерции
58
готовые отливки получаются без пустот и усадочных раковин. Съем нзделия производится по окончании процесса кристаллизации отливки при неподвижной форме, отходе механизма инжекции и пластикации, а также отходе подвижной плиты 2 механизма замыкания форм в исходное положение.
При литье тонкостенных деталей процесс литья производится следующим образом.
Части формы 3 закрепляются на додвижной и неподвижной плитах механизма замыкания форм (при снятых замках 7 и 8). Гидравлический цилиндр 1 п ремещает подвижную плиту 2 до замыкания формы 3, затем гидроцнлиндр 13 подводит механизм пластикации и инжек ции до соприкосновения его сопла с формой 3 и производится вспрыск полимера в форму 3 при определенном давлении и выдержка под давлением до кристаллизации отливки. Съем нсзделия производится при отходе механизма инжекции и пластикации, а также подвижной плиты механизма за1« 1кания форм в исходное положение.
Внесение конструктивных отличий в серийные литьевые машины дает во:зможность качественно отливать на них крупногабаритные толстостенные детали типа втулок, уменьшить количество бра9 6
кованных изделий и достичь значительной экономии.
Формула изобретения
Литьевая машина для изготовления изделий из полимерных материалов, содержащая механизм замыкания форм, размещенных на подвижной и неподвижной штатах, механизм пластикации и ннжекции и привод перемещений-, мехаинэ ма пластикации и инжекции, о т д и чающаяся тем, что, с целЫф повьш1ения качества толстостенных изделий типа втулок за счет устранения раковин и утяжин, машина снабжена смонтированным на одной из плит механизма замыкання приводом эращенйя форм и замками крепления форм, выполненными в виде колец с резьбовыми концами, установленных с возможностью вращения в подшипниках на плитах механизма замыкания.
Источники информации, принятые во внимание при экспертизе
(прототип). s
Фиг.1 .
