Изобретение относится к области переработки пластмасс и может быть использовано для изготовления из них деталей методом дитья под давлением в химической промышленности, машиностроении, автомобилестроении.
Цель изобретения - сокращение габаритов литьевой формы и ее материалоемкости при литье крупногабаритных изделий за счет обеспечения надежности извлечения литника.
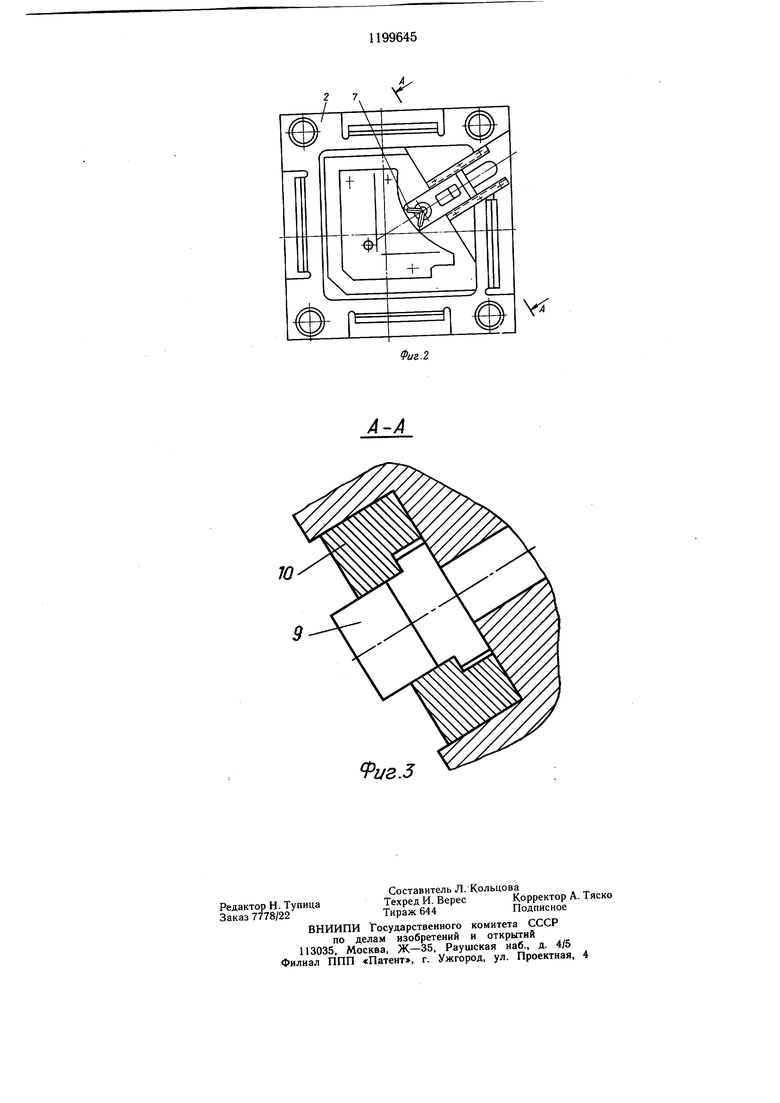
На фиг. 1 показана литьевая форма, общий вид; на фиг. 2 - подвижная полуформа; на фиг. 3 - разрез А-А на фиг. 2.
Литьевая форма содержит неподвижную 1 и подвижную 2 полуформы, матрицу 3 и пуансон 4, образующие формующую полость 5, наклонную к продольной оси литьевой формы литниковую втулку 6, разводящие литниковые каналы 7, центральную втулку 8, смонтированную в ползущке 9, перемещающейся в направляющих 10 под действием лекальной колонки 11, установленной в неподвижной полуформе 1. В центральной втулке 8 находится под действием упругого элемента 12 выталкиватель 13 Выталкиватели 14 изделия из пуансона 4 размещены в нем и взаимодействуют с упором мащины через щток 15 и плиту 16 вьь талкивания. Ползущка 9 в момент впрыска расплава материала замкнута запорным клином 17, а в момент разъема формы взаимодействует с упругим элементом 18.
Упругий элемент 18 и лекальная колонка 11, установленная в неподвижной полуформе 1, являются средствами перемещения ползущки 9. Разводящие литниковые каналы 7 размещены в ползущке 9. Литниковая втулка 6 наклонена к продольной оси формы под углом 40°.
Литниковая форма работает следующим образом.
После впрыска расплава материала, технологической выдержки литьевая форма раскрывается, при этом запорный клин 17 освобождает ползущку 9, которая в первоначальный момент получает движение от упругого элемента 18, потом перемещается за счет взаимодействия с лекальной колонкой 11 одновременно вытаскивая литник из литниковой втулки 6 и туннельные литниковые впуски, срезанные в момент раскрытия литьевой формы. При дальнейщем раскрытии
литьевой формы изделие извлекается из матрицы 3 и окончательно извлекается литник. Затем плита 16 выталкивания останавливается через шток 15 упором мащины, и выталкиватели 14 снимают изделие с пуансона 4. В конце хода подвижной полуформы 2 хвостовик выталкивателя 13 упирается в плиту 16 выталкивания и сбрасывает литник. После удаления изделия полуформы 1 и 2 смыкаются, выталкиватель 13 возвращается в исходное положение под действием упругого элемента 12. Лекальная колонка 11 входит в наклонный паз ползушки 9 и перемещает ее до упора в пуансон 4. При полном смыкании ползущг ка 9 замыкается запорным клином 17. Начинается впрыск. Цикл повторяется.
Размещение литниковой втулки 6 под углом 40° к продольной оси литьевой формы и наличие перемещающейся ползушки 9
0 обеспечивают извлечение литника из литниковой втулки 6 практически вдоль ее оси. Идеальным для работы системы колонка 11 - ползущка 9 - литник является равенство углов наклона литниковой втулки 6
5 н лекальной колонки 11. В этом случае вытаскивание литника происходит по оси литниковой втулки, т.е. без изгиба, надлома или отрыва литника в месте выхода из литниковой втулки.
Исходя из анализа законов работы
0 клинового привода, определено, что максимальный угол наклона литниковой втулки 40° (угол наклона лекальной колонки 30° плюс допустимое отклонение литниковой втулки 10°). При этом достигается оптимальная высота поката формы и центральное размещение формующей полости для крупногабаритных деталей.
Дальнейшее увеличение угла наклона литниковой втулки 6 относительно угла наклона лекальной колонки 11 -ухудшает
0 условия вытаскивания литника и снижает гарантию надежности работы литьевой формы, а уменьщение угла наклона изменяет положение формующих полостей относительно оси формы и ведет к увеличению ее габаритов и металлоемкости.
Использование предлагаемой формы
повышает качество изделия, условия ее эксплуатации, снижает материалоемкость оснастки при увеличенных размерах изделий, используемых в автомобилестроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
ЛИТЬЕВАЯ ФОРМА, содержащая подвижную и неподвижную полуформы, наклонную к продольной оси литьевой формы литниковую втулку, размещенную в неподвижной полуформе, разводящие литниковые каналы, центральную втулку, смонтированную в подвижной полуформе, и выталкиватели, отличающаяся тем, что, с целью сокращения габаритов литьевой формы и ее материалоемкости при литье крупногабаритных изделий за счет обеспечения надежности извлечения литника, она снабжена смонтированной в направляющих подвижной полуформы ползущкой и средствами перемещения ползущки в виде установленной в неподвижной полуформе с возможностью взаимодействия с ползущкой лекальной колонки и упругого элемента, размещенного в подвижной полуформе, причем разводящие литниковые каналы и центральная втулка расположены в ползущке.«S ел со со О) 4 О1
| Форма для изготовления изделий литьем под давлением | 1961 |
|
SU149559A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма на облицовку обивки кожуха пола | |||
| АППАРАТ ДЛЯ ФОРМОВАНИЯ И УПЛОТНЕНИЯ ТОРФА, ГЛИНЫ И ДРУГИХ ПЛАСТИЧНЫХ МАТЕРИАЛОВ, ВЫПУСКАЕМЫХ ИЗ МУНДШТУКА НЕПРЕРЫВНОЙ ЛЕНТОЙ | 1922 |
|
SU609A1 |
| Разработ | |||
| Волжск, автомоб | |||
| завод | |||
| Утв | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Введ | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
