Существующие отмеривающие устройства, например, в станках типа С-388 и другие могут отмеривать отрезки проволок длиной только от 0,5 м до 8-10 м. Для отмеривания более длинных отрезков прозолок -до 100 м существующие устройства не пригодны.
Предлагаемое устройство устраняет зтот недостаток.
Особенностью изобретения является применение червячного редуктора с реверсом, приводимого в действие от отмеривающего ролккэ обычного размера.
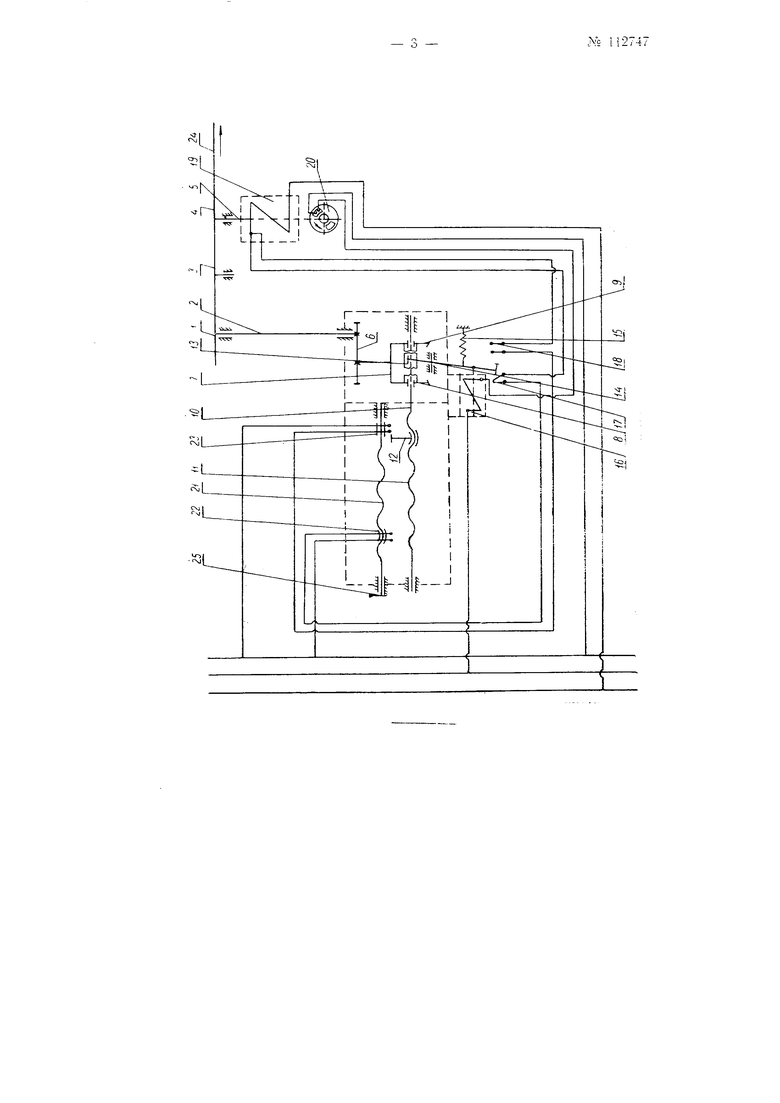
На чертеже дана схема отмеривающего устройства, имеющего отмеривающий ролик / на приводном валике 2, тяговые ролики 3 и режущие ролики 4 на валике 5 обычного отмерно-отрезного устройства, применяемого на известных станках, например на станке С-388.
Реверс автомата состоит из ведущей щестерня 6, передающей вращение на три конические шестерни 7, 8 9, постоянно находящиеся в зацеплении. Шестерни 8 и 9, имеющие кулачковые втулки, свободно вращаются на валике 10. Валик 10 на удлиненном конце за щестерней 8 имеет червячную резьбу 11, при помощи которой перемещается мультипликаторная каретка 12. Между коническими шестернями 8, 9 на шлицах валика 10 скользит шлицевая кулачковая муфта 13. Кулачковая муфта 13 имеет кольцевую выточку для переводной вилки 14 с хвостовиком, сочлененным с оттяжной пружиной 15 п сердечником электромагнита 16. Своим концом хвостовик вилки 14 поочередно замыкает контакты 77 и 18 электроцепи электромагнита 19 кулачковой муфты станка. На валике 5 режущего ролика 4 устанавливается скользящий роликовый контакт 20, при помощи которого замыкается и размыкается электрическая цепь электромагнита 16.
Нараллельно червячному концу валика W размещен установочный винт 21, по которому перемещается переставной контакт 22 и неподв:1Жный контакт 23, являющиеся концевыми выключателями. Работает авто№ 112747
мат следующим образом. При протяги зании арматурной проволоки 24 отмеривающий ролик / вращается ею по часовой стрелке и вращает шестерню 7 против часовой стрелки. Шестерня 7, в свою очередь, вращает по часовой стрелке шестерню 9 и против часовой стрелки - щестерню 8. Когда роликовый контакт 20 замкнет цепь электромагнита 16, в последний втянется сердечник, соединенный с хвостовиком вилки 14. При этом вилка 14 вводит в зацепление кулачковую муфту 13 с кулачковой втулкой щестерни 9 и замыкает контакты 17. Благодаря этому валик 10 получает вращение против часовой стрелки и мультипликаторная каретка 12 поремещается в сторону переставных контактов 22 и замыкает их. Через контакты 22 и 17 замыкается электрическая цепь к лачковой муфты 19 станка и срабатывают режущие ролики 4. Одновременно с поворотом режущих роликов 4 роликовый контакт 20 поворачивается и размыкает цепь электромагнита 16. После этого пружина 15 оттягивает хвостовик вилки 14 зместе с сердечником электромагнита 16 и происходит размыкание контактов 17 и замыкание контактов 18. Вилка 14 переводит муфту 13 в зацепление со втулкой шестерни 8 и валик 10 начинает вращаться по часовой стрелке, передвигая мультипликаторную каретку к неподвижным контактам 23 и замыкает их. При этом повторяется цикл работы электромагнита 19 и режущих роликов 4.
В изложенном порядке автомат будет работать до тех пор, пока не прекратится протягивание проволоки 24. Длина отрезаемой проволоки находится в зависимости от расстояния, которое проходит мультипликаторная каретка 12 между переставным контактом 22 и неподвижным контактом 25. Установка переставного контакта 22 производится при помощи градуированного маховика 25.
Шаг резьбы валика 10 должен соответствовать в принятом масщтабе расстоянию, проходимому мультипликаторной кареткой. 12, которое, в свою очередь, должно соответствовать в установленном масщтабе длине отрезаемой проволоки.
Предмет изобретения
1.Отмеривающий автомат к станку для правки и резки арматурной проволоки, снабженный отмеривающим роликом, отличающийся тем, что в нем применена мультипликаторная каретка, перемещающаяся между концевыми выключателями отрезного аппарата по винтовой нарезке валика реверса, сочлененного через систему передач с отмеривающим роликом, что позволяет отмерять проволоку любой, строго одинаковой длины.
2.Форма выполнения автомата по п. 1, отличающаяся тем, чта один из Концевых выключателей отрезного аппарата переставной и
перемещается установочным винтом на заданное расстояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Сварочный автомат | 1956 |
|
SU107457A1 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Устройство для передачи полуцилиндрических стереотипов на общий транспортер с отделочных автоматов | 1957 |
|
SU112059A1 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| Автомат для навивки проволочныхСпиРАлЕй и РАзРЕзАНия иХ HA чАСТи | 1979 |
|
SU846007A1 |
| НИТКОШВЕЙНЫЙ АВТОМАТ | 1960 |
|
SU133461A1 |
| АВТОМАТ ДЛЯ КОПИРОВАЛЬНОГО ГРАВИРОВАНИЯ | 1948 |
|
SU85361A1 |