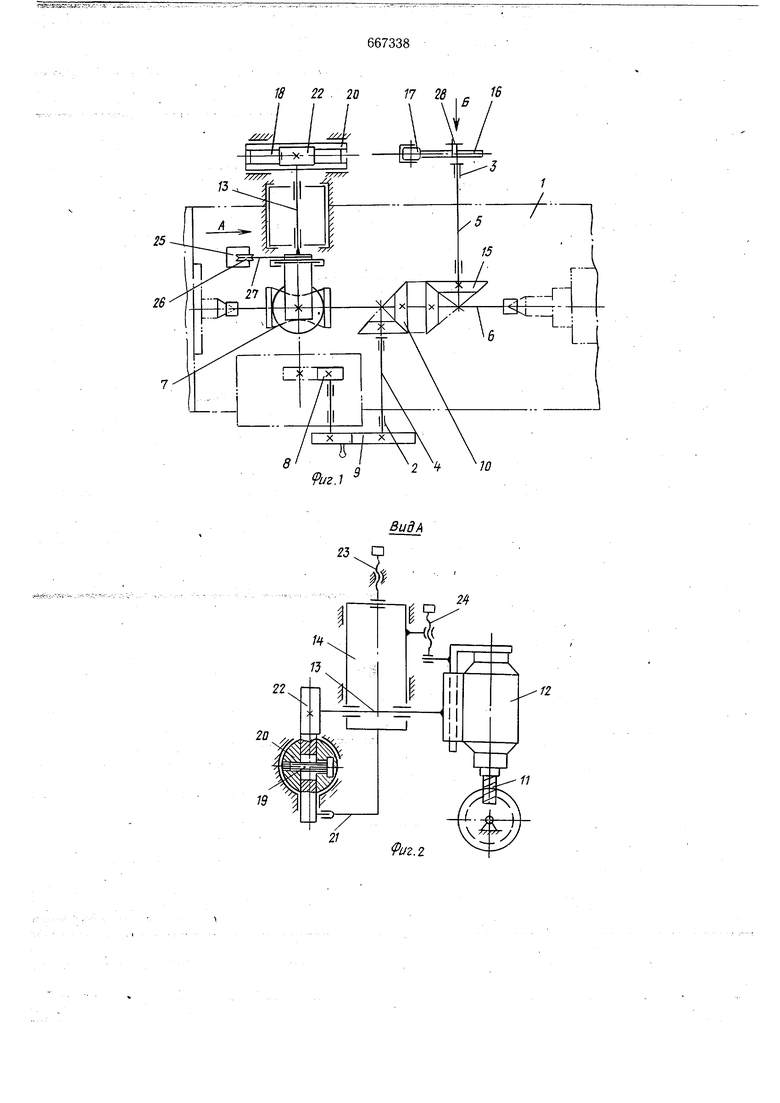
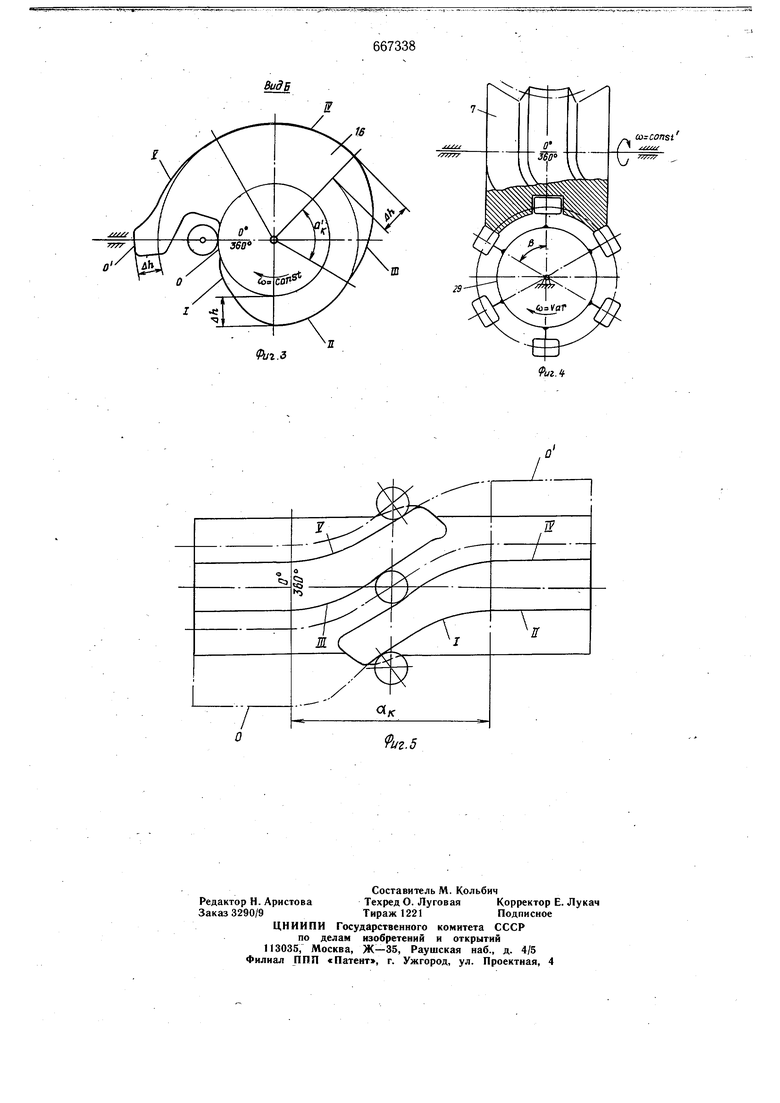
Изобретение относится к области машиностроения и может быть использовано для обработки глобоидальных кулачков, применяемых в механизмах прерывистого вращения рабочих органов машин-автоматов. Известны приспособления для обработки глобоидальных червяков с переменным углом наклона винтовой линии на неспециальных станках, содержаш,ие стол, на котором смонтирована оправка с обрабатываемой заготовкой, копир с роликом и режущий инструмент 1. Указанные приспособления не позволяют осуш;ествить перенастройки межцентрового расстояния между осями врашения заготовки и качания режущего инструмента для компенсации износа режущего инструмента, а также обеспечения безударного кинематического замыкания механизма с глобоидальным кулачком и толкателями, имеющими переменную скорость движения. Это приводит к понижению точности копирования и снижению качества обрабатзшаемого изделия. С целью повышения качества обработки кулачков описываемое приспособление снабжено механизмом регулировки межцентрового расстояния между осями заготовки и инструмента, выполненным в виде установленной на столе с возможностью перемеш.ения каретки, в корпусе которой расположен вал, несущий режущий инструмент и шестерню, зацепляющуюся с рейкой, соединенной с кареткой посредством рычага, вилка которого закреплена в ползушке толкателя, связанного через ролик с копиром, соединенным через зубчатую передачу с оправкой для заготовки. На фиг. 1 представлена кинематическая схема приспособления; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - глобоидальный кулачок в зацеплении с ведомым -колесом, имеющим переменную угловую скорость вращения; на фиг. 5 - развертка глобоидального кулачка. На столе 1 в опорах качения 2 и 3 установлены валы 4 и 5. Оправку 6 с обрабатываемой заготовкой глобоидального кулачка 7 устанавливают в-центрах станка, например, токарного. Привод поворотной оправки 6 с постоянной угловой скоростью осуществляется от привода станка посредством валика-шестерни 8 через цилиндрическую зубчатую понижающую передачу 9 и коническую зубчатую передачу 10. Угловая скорость регулируется посредством выбора соответствующих передач станка. Обрабатывающий инструмент 11 (фреза или щлифовальный круг) (см. фиг..2) устанавливается в державке поворотной силовой головки 12 с индивидуальным приводом. Вал 13 поворота силовой головки 12 расположен в каретке 14 механизма регулировки межцентрового расстояния. Привод тГовброта силовой головки 12 осуществляется через понижающую коническую зубчатую передачу 15,. дисковый копир 16, рблик 17 копира, рейку 18, укрепленную винтами 19 в прямоугольных направляющих ползущки 20 толкателя и связанную с кареткой 14 посредством вилки рычага 21 с направляющими и щестерню 22, сидящую на свободном конце вала 13. Межцентровое расстояние между осями вращения заготовки и инструмента регулируется винтом 23, связанным с кареткой 14 механизма регулировки, а глубина врезания - винтом 24. Регулировка межцентрового расстояния производится с целью компенсации износа режущего инструмента, а также для обеспечения безударного кинематического замыкания механизма с глобоидальным кулачком и толкателями, движущимися с переменной скоростью. Силовое замыкание в цепи «копир-сило вая головка - обрабатываемая деталь осуществляется посредством противовеса 25, подвещенного на опорном ролике 26 через трос 27. Размыкание цепи «обрабатываемая заготовка - копир и переустановку при обработке многозаходного кулачка осуществляют посредством полумуфты 28. Копир приспособления (см. фиг. 3) для обработки рабочей поверхности глобоидальных кулачков, например, с прерывистым движением толкателей, выполнен дисковым многоучастковым, имеет постоянную угловую скорость вращения и является ведущим звеном кулачкового механизма с поступательно движущимся роликом копира. Он состоит из рабочих участков I, III иУ с переменной кривизной профиля, определяющих прерывистый поворот режущего инструмента по заданному закону. Помимо рабочих участков копир имеет радиусные участки II и IV, соответствующие выстою режущего инструмента, а также участки О и О , соответствующие его исходному и конечному положениям. Перепад Д h между радиусными участками копира О и II, II и IV, IV и О постоянен и зависит от углового щага / ведомого колеса 29 механизма с глобоидальным кулачком 7 (см. фиг. 4), т. е. делительного диаметра щестерни 22 и числа роликов ведомого колеса 29: / f, Д h , где Ah- перепад между радиусными участками копира 16; /3 - угловой щаг ведомого колеса 29; ш - модуль щестерни 22; Z - число зубьев щестерни 22; ZP- число роликов ведомого колеса 29. На фиг. 5 показана условная развертка глобоидального кулачка, полученная развертыванием спрямленной дуги зоны зацепления по делительному диаметру длиной, сбответствующ.ей углу поворота ведомого колеса на два щага. Между углами соответствующих участков кулачка 7 и копира 16 существует следующая зависимость: а к i а к , где а к.- угол участка движения или участка выстоЯ кулачка; ак- угол профильного или радиусного участков копира; i - передаточное отнощение конической зубчатой передачи 15. Выбирая передаточное отнощение i, при котором OK ft, возможно снизить угол давления копирного ролика 17 на профиль копира 16 и таким образом повысить качество копирования. Приспособление работает следующим образом. Копир 16 устанавливают в исходное положение (см. фиг. 3), при котором копирный ролик 17 контактирует с радиусным участком О копира посредством вращения в соответствующую сторону валика-щестерни 8, расцепля емой от привода станка. При этом метка совмещается с направлением движения ползущки 20. Для регулировки межцентрового расстояния между осями вращейия заготовки глобоидального кулачка 7 и .силовой головки 12 производится ослабление крепления рейки 18,установленной в прямоугольных направляющих ползущкн, 20 с помощью болтов 19.Затем посредством винта 23, связанного с кареткой 14 механизма регулировки межцентрового расстояния, устанавливается необходимое межцентровое расстояние между осями вращения заготовки глобоидального кулачка 7 и силовой головки 12, а также глубина врезания посредством винта 24. Настройку межцентрового расстояния производят с учетом компенсации износа режущего инструмента в процессе обработки и обеспечения гарантированного натяга толкателей ведомого колеса 29 механизма прерывистого вращения, имеющего переменную скорость движения, т. е. безударную кинематического замыкания.
По окончании настройки рейку 18 фиксируют болтами 19. При включении одной из передач станка вращение с постоян1 ой угловой скоростью передается валу-шестерне 8, затем через понижающую зубчатую передачу 9 валу 4, и через коническую зубчатую передачу 10, оправке 6 с обрабатываемой заготовкой глобоидального кулачка 7. Через коническую зубчатую передачу 15 вращение передается валу 5 с установленным на нем дисковым копиром 16 в направлении часовой стрелки.
От копира 16 через ролик 17 движение передается рейке 18, шестерне 22 и силовой головке 12, несущей режущий инструмент 11. Поворот силовой головки носит прерывистый характер в соответствии с заданным законом движения, определяемым профилем копира 16. При переходе ролика 17 копира с участка, О на участок 1 вначале инструмент поворачивают вхолостую, а затем производят врезание в тело заготовки, и начинают процесс фрезерования или шлифования. Ролик 17 копира 16 последовательно огибает участки копира I-II-III - IV-VПри этом происходит обработка соответствующих участков I-II-III-IV-V глобоидального кулачка 7, указанных на условной развертке (см. фиг. 5). Когда ролик копира огибает радиусные участки II и IV копира, происходит обработка выстоя И и IV кулачка. При огибании профильных участков I, ГП и V копира происходит соответственно обработка профильных участков I, III и V кулачка, определяющих движение ведомого колеса 29 по заданному закону. На участке Y происходит выход режущего инструмента, из тела кулачка, затем поворот его вхолостую до достижения роликом копира радиусного участка О , определяющего конечное положение режущего инструмента. Исходное и конечное положение режущего инструмента симметричны относительно плоскости наименьщего поперечного сечения заготовки глобоидального кулачка. Для возврата приспособления в исходное положение по окончании обработки осуществляют реверс привода станка. При необходимости обработать многозаходный глобоидальный кулачок, обеспечивающий несколько остановок ведомого колеса за один оборот кулачка, производят переустановку заготовки кулачка после обработки первого витка путем размыкания кинематической цепи «обрабатываемая заготовка-копир при помощи полумуфты 28 и поворота заготовки кулачка на угол, равный угловому шагу заходности. После замыкания цепи и установки копира в исходное положение процесс
обработки повторяется снова.
Формула изобретения
Приспособление для обработки глобоидальных кулачков, включающее стол с оправкой для заготовки, копир с роликом и режущий инструмент, отличающееся тем, что, с целью повышения качества обработки кула.чков, приспособление снабжено механизмом регулировки межцентрового расстояния между осями заготовки и инструмента, выполненным в виде установленной на столе с возможностью перемещения каретки, в корпусе которой расположен вал, несущий режущий инструмент и шестерню, зацепляющуюся с рейкой, соединенной с кареткой посредством рычага, вилка которого закреплена в ползушке толкателя, связанного через ролик с копиром, соединенным через зубча- . тую передачу с оправкОй для заготовки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 116295, кл. В 23 F 3/00, 1957.
9uz.-i
2 Ч10
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1978 |
|
SU794892A1 |
| Устройство для вырезки изделий | 1980 |
|
SU941325A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1973 |
|
SU390703A1 |
| Приспособление для автоматической подачи заготовки в горизонтально-сверлильных станках | 1940 |
|
SU86115A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Устройство для обработки кулачков | 1985 |
|
SU1296316A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
19
СО: const
