ч
4ib
00
Изобретение относится к обработке еталлов резанием и может быть использовано ,для автоматической загрузки есцентрово-шлифовальных станков тучными ступенчатыми как цельными, s так и полыми обрабатываемыми деталя
и.
Известно загрузочное устройство
к бесцентрово-шлифовальному станку для обработки ступенчатых деталей, JQ содержащее бункер, ло.ток с пазом в зоне ориентации и толкающие тэлементы ClT. .
Недостатком известного устройства является то, что оно не обеспечивает jj надежную ориентацию; ступенчатых деталей с незначительным смещением центра тяжести, у которых длина меньшей ступени мала по сравнению с длиной большей ступени,20
Целью изобретения является расширение технологических возможностей устройства, .
Поставленная цель достигается тем, что в загрузочном устройстве 25 к беецентрово-шлифовальному станку для обработки ступенчатых деталей, содержащем бункер, лоток с пазом в зоне ориентации и толкающие элементы, лоток в зоне ориентации сое- . тоит из вертикального и наклонного участков, на стыке которых выполнец указанный выше паз, а толкающие элементы выполнены в виде подпружи;ненньк рычаговt с установленными на них, с возможностью непрерывного вращения, роликами.
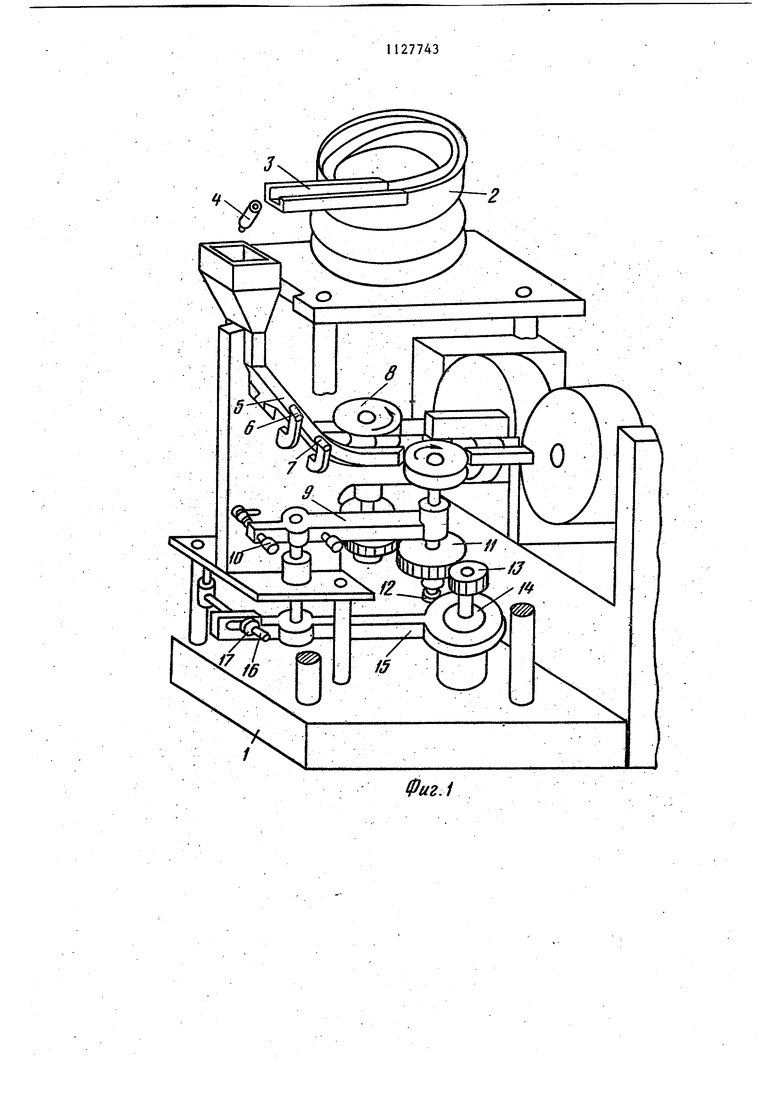
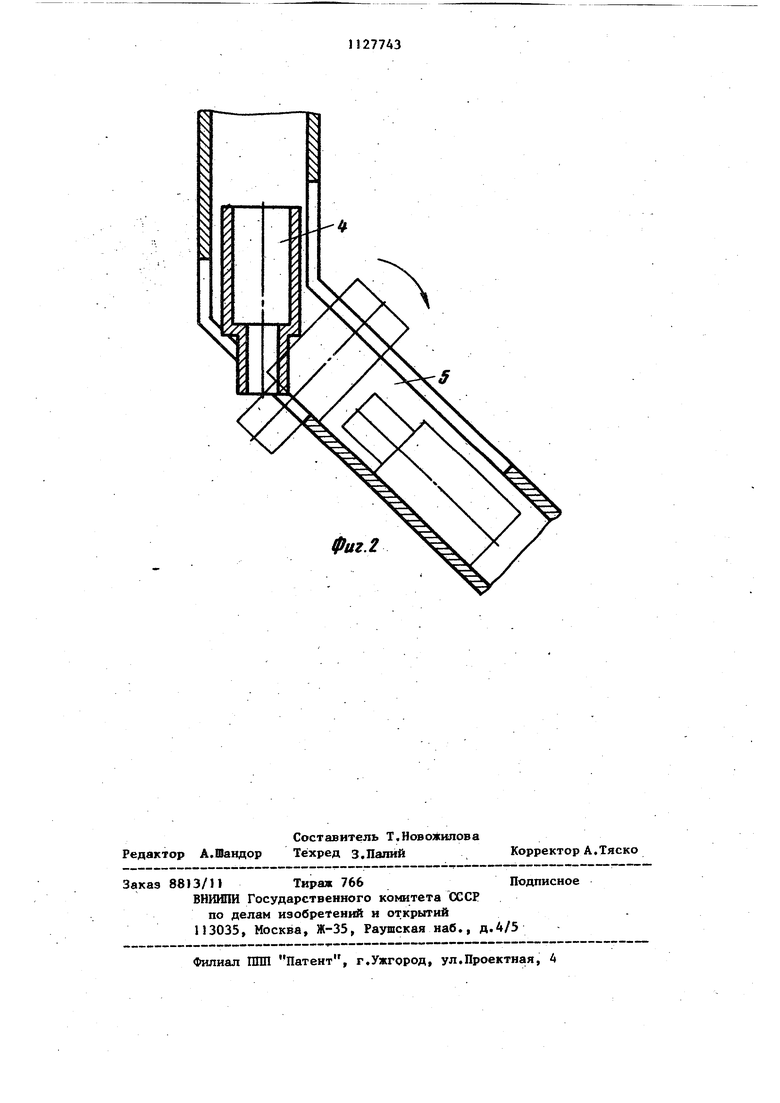
На фиг. 1 показано устройство, общиА вид;.на фиг. 2 - лоток с элементами ориентации.40
Загрузочное устройство к бесцент- ровот-шлифовальному станку содержит , корпус 1, на котором смонтирован вибробункер 2 с удлинителем 3 от винтового лотка его чаши,. Удлинитель 3 45 имеет приподнятый койец для разделения сплошного потока деталей 4 и поштучной подачи их в лоток 5, вьшолненный в начальной его части с вертикальным и наклонным участками, на стьжё которых имеется опрокидататель неправильно ориентированной детали, выполненный в виде паза шириной, большей диаметра меньшей ступени детали , (фиг,2). На наклонной поверхности лотка имеются верхний и ниягНИИ фотоэлементы 6 и 7 для явтоматического регулирования подачи деталей из вибробункера.
Толкающие элементы для подачи деталей в зону шлифования выполнены в виде непрерывно вращаемых роликов 8, размещенных непосредственно на :горизонтальной части лотка. Ролики установлены на подпружиненных рычагах 9 с рёгулируемьш усилителем прижима при помощи винта 10 с прз жиной. На валах установлены шестерни 11, из которых одна снабжена муфтой 12 и связана со сменной шестерней 13 привода 14, устанойленного на поворотном рычаге 15,, положение которого регулируется при помощи винта 16 и гайки 17.
Загрузочное устройство работает следующим образом..
Из вибробункера 2 при помощи удлинителя. 3 детали 4 поштучно попадают в лоток 5,
В случае поступления (падения) детали ступенью вниз, т.е. неправильно, ориентированной, меньшая ступень западает в паз и задерживается, а находящаяся сверху большая ступень опрокидыва ется и ложится в лоток в нужном направлении. Если деталь большей ступенью попадает вниз, то она без опрокидывания скользит по наклонному участку лотка и попадает к вращающимся роликам 8, которые по закрытому каналу толкают ее в зону бесцентрового шлифования. Так как меньшая ступень впереди идущей детали вмещается в отверстии большей ступени сзади идущей детали, то создается сплошной движущийся поток цилиндрической формы одного диаметра..
При накоплении деталей в лотке до Уровня верхнего фотоэлемента 6 подача из бункера автоматически прекращается, а при снижении уровня деталей до уровня фотоэлемента 7 подача
их возобновляется.
,
Преимущества предлагаемого устройства по сравнению с известными устройствами заключается в том, что расширены .его технологические возможности за счет обеспечения переориентации их без удаления и устранения прерьшистрй подачи из магазина толкающими элементами, имеющими возвратно-поступательйое движение,
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наружного бесцентрового шлифования | 1985 |
|
SU1313658A2 |
| Бесцентровый круглошлифовальный станок | 1984 |
|
SU1202820A2 |
| Загрузочное устройство к бесцентровому кругло шлифовальному станку | 1960 |
|
SU136209A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ АКТИВНОГО КОНТРОЛЯ КОНИЧЕСКИХ РОЛИКОВ | 1993 |
|
RU2080982C1 |
| Загрузочное устройство | 1990 |
|
SU1815139A1 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| СПОСОБ ШЛИФОВАНИЯ ДЕТАЛЕЙ ТИПА ОСЕЙ И МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354527C1 |
| СПОСОБ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179759C2 |
| Устройство для ориентации деталей | 1979 |
|
SU837750A1 |
| Загрузочное устройство для бесцентровых круглошлифовальных станков | 1988 |
|
SU1579715A1 |
ЗАГРУЗОЧНОЕ УСТРОЙСТВО К БЕСЦЕНТРОВО-ШЛИФОЕАЛЬНОМУ СТАНКУ для обработки ступенчатых деталей, содержащее бункер, лоток с пазом в зоне ориентации и толкающие элементы, отлич ающе е ся тем, что, с целью расширения технологическю возможностей устройства, лоток в зоне ориентахщи состоит из вертикального ; и наклонного участков, на стыке которых выполнен указанный выше паз, а толкающие элементы выполнены в виде -Ъодпружиненных рычагов с установленными на них, с возможностью непрерывного вращения, роликами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Налов А.Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| М., Машиностроение, 1965, с.403-404, фиг | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
