1
Изобретение относится к абразивной обработке и может быть использовано для наружного и торцового шлифования зачистки) корпусов,приборов в частности корпусов манометров, и является усовершенствованием изобретения по авт.св.№ 831550.
Цель изобретения - расширение технологических возможностей станка и- повьш1гние его производительности за счет обеспечения всесторонней обработки изделия.
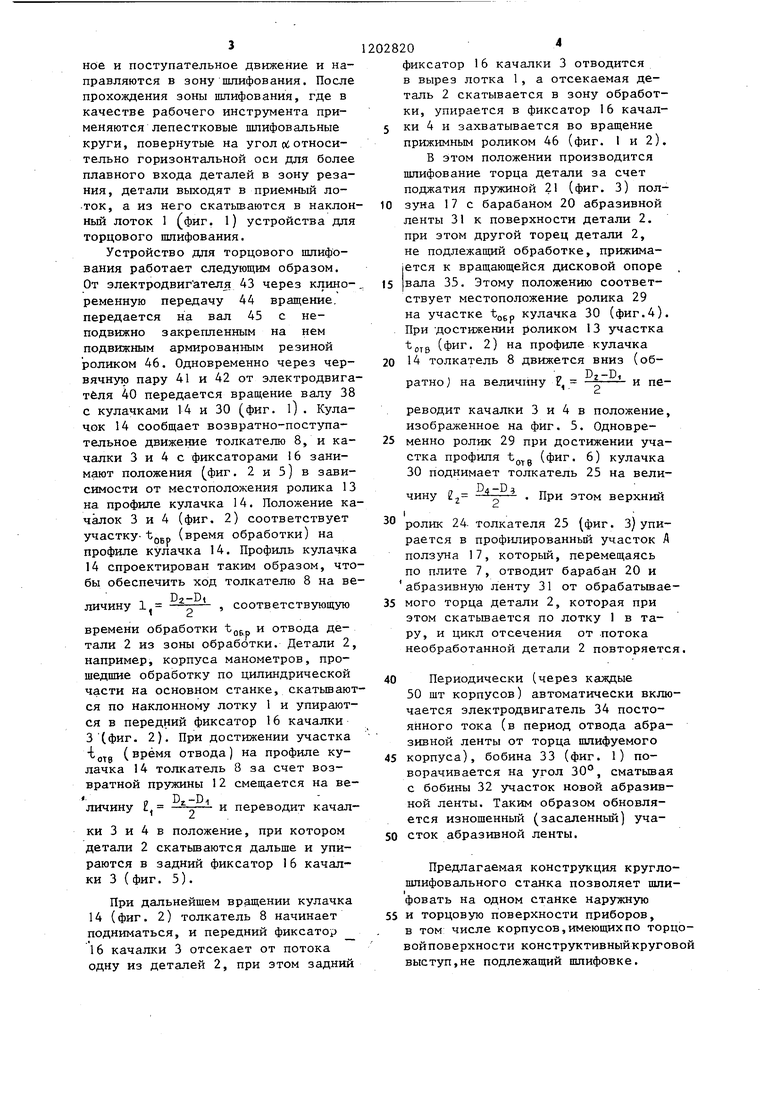
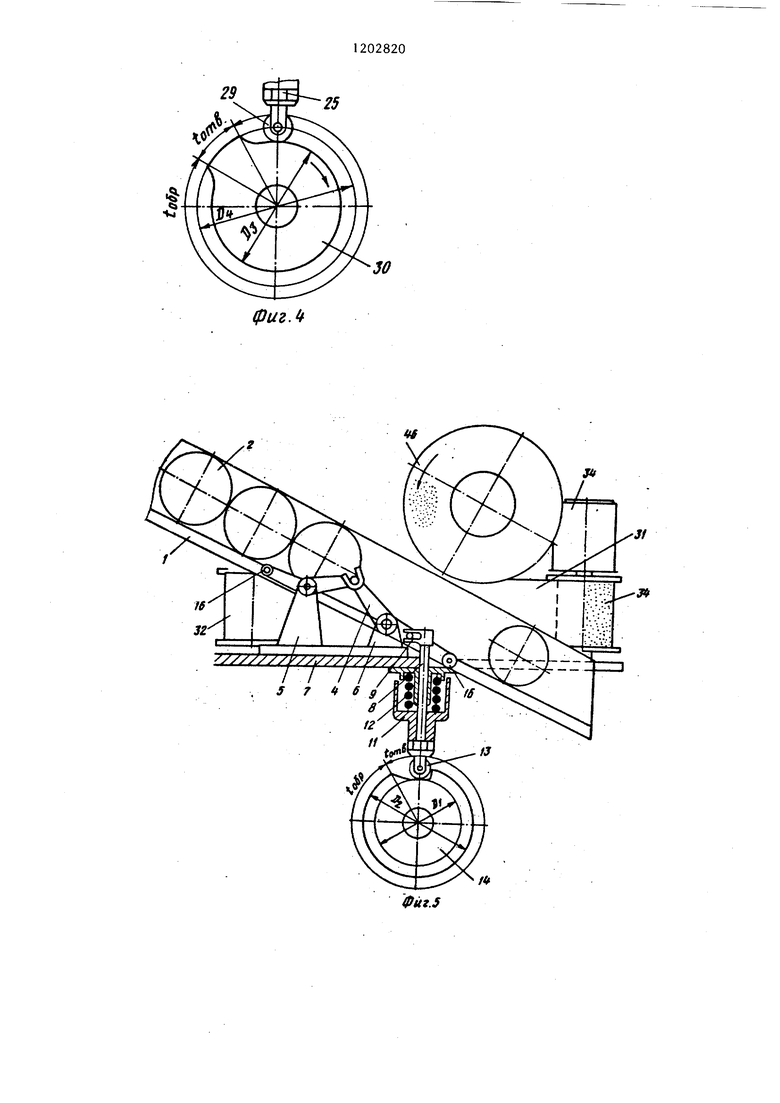
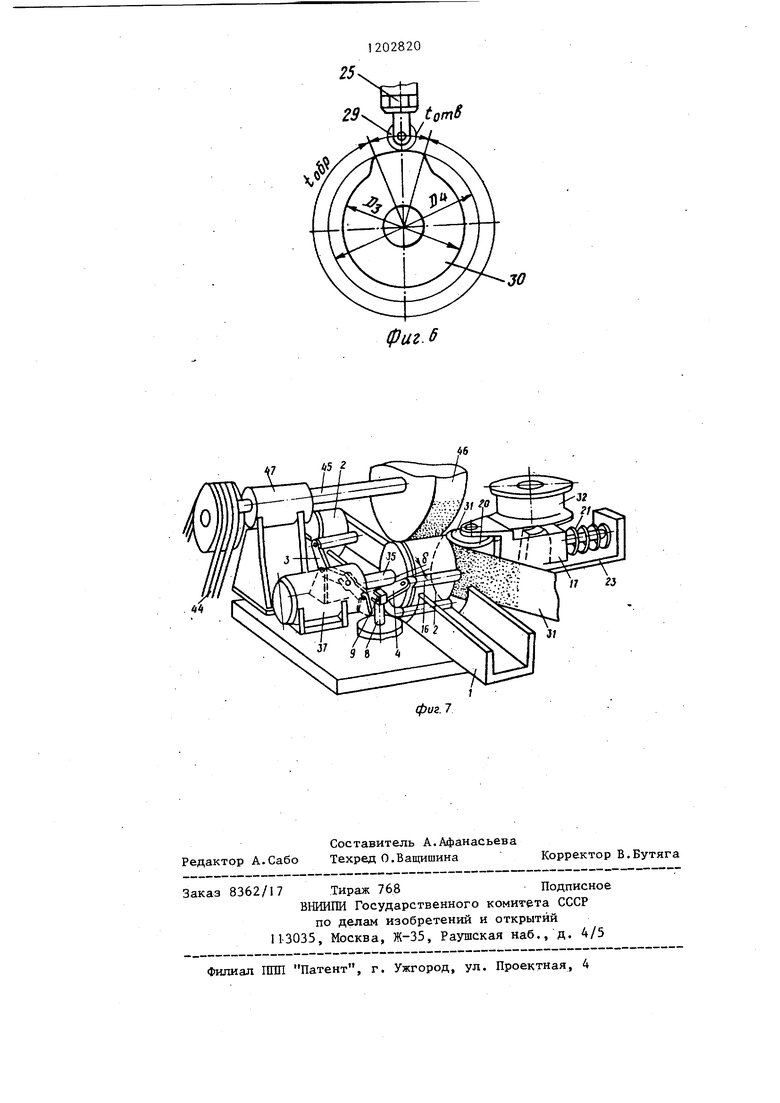
На фиг. 1 схематично (в изомет- рии) изображен общий вид устройства для торцового шлифования, общий вид на фиг. 2 - продольное сечение по зоне обработки деталей на фиг. 3 - поперечное сечение зоны обработки деталиJ на фиг. 4 - положение кулачка, обеспечивающего при- йшм абразивной ленты к торцу де- тали на фиг. 5 - механизм поштучной подачи деталей в зону обработки; на фиг. 6 - положение кулачка, обеспечивающего отвод абразивной ленты от торца детали, на фиг. 7 - совместное расположение качалок и устройства подкима изделия к шлифовальной ленте (в изометрии).
Устройство для торцового шлифования имеет лоток 1 (фиг. l) для деталей 2. Качалки 3 и 4 (фиг. 2) установлены своими осями в подшипниковых опорах кронштейнов 5 и 6, расположенных на плите 7 опорной рамы станка.
Качалка 4 (фиг. 2 и 5) имеет на левом конусе вилку, входящую в зацепление со штоком качалки 3. Качалка 4 fфиг. 2 ) имеет подвижную связь с.толкателем 8 посредством вилки 9. Толкатель 8 проходит через опору 10, к которой крепится стакан 1I. В стакане 11 расположена возвратная пружина 12. Толкатель 8 заканчивается роликом 13, опирающимся на кулачок 14. В зоне обработки на днище лотка 1, имеющего прорезь, установлены на шарикоподшипниках ролики 15. На обоих концах качалки 3 и на правом конце качалки 4 смонтированы фиксаторы 16, армированные фторопластовыми роликами.
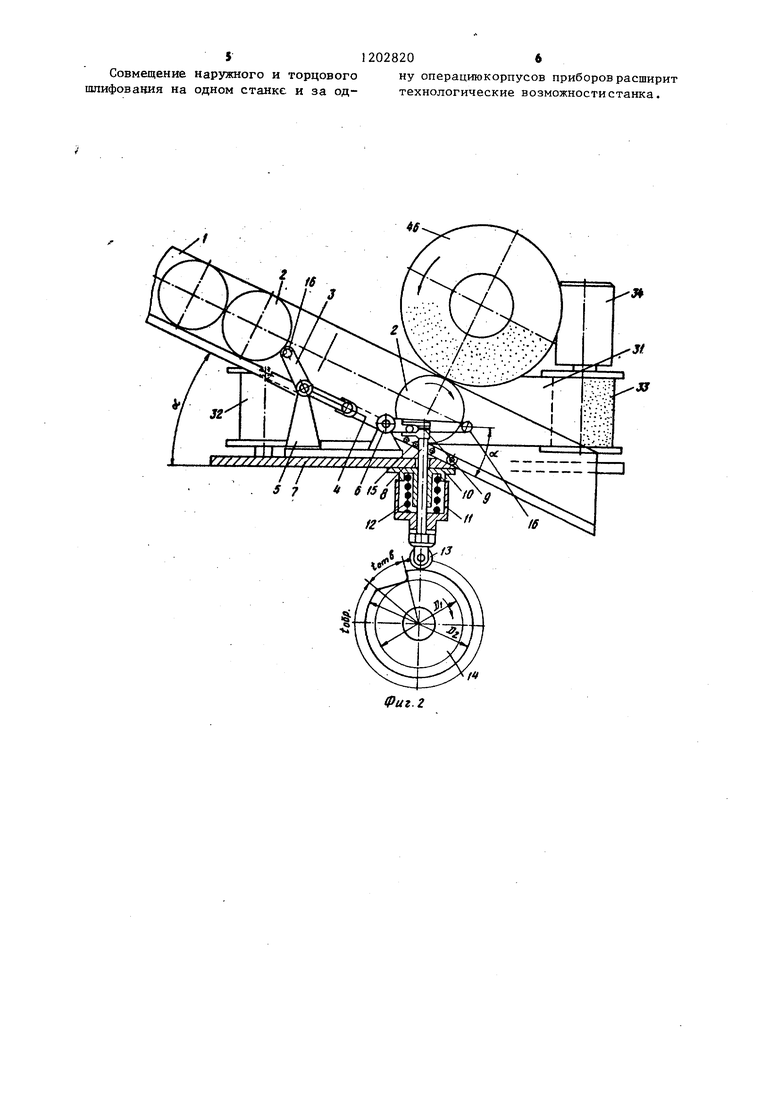
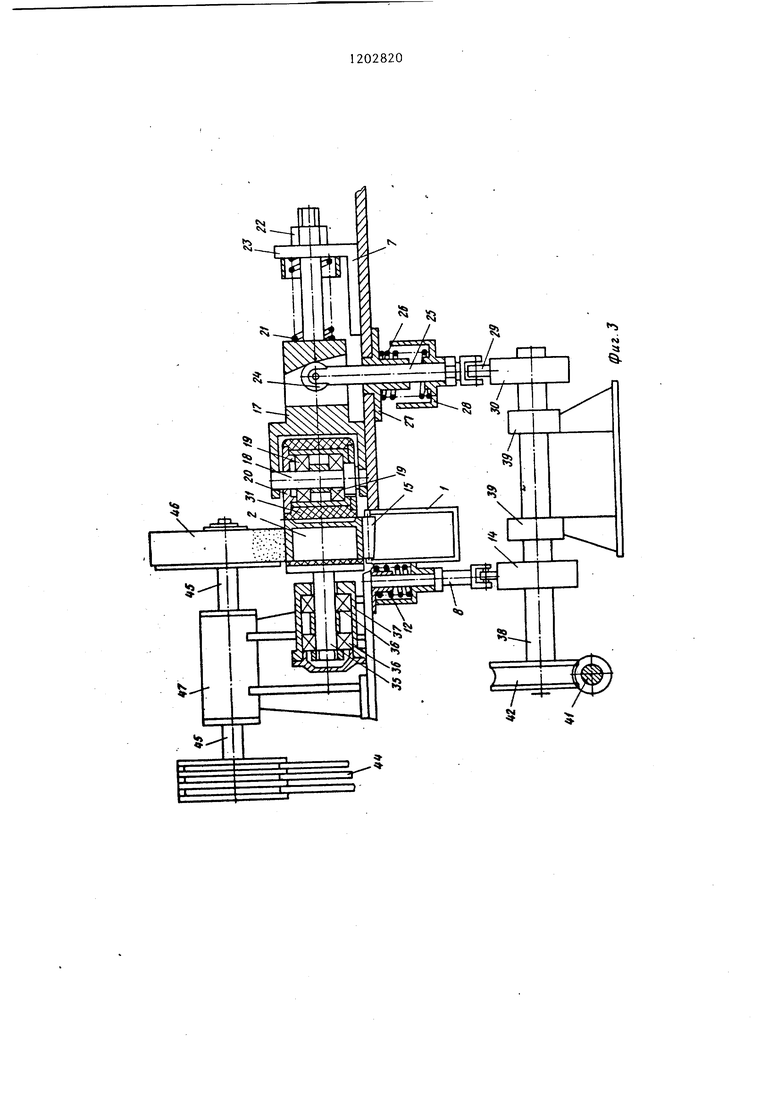
Механизм, обеспечивающий торцовое шлифование деталей с помощью абразивной ленты, состоит из ползуна (фиг. 3), имеющего вилку в передней части. На вилке ползуна 17
2028202
установлена ось 18, на которой в подшипниковых опорах 19 смонтирован вращающийся барабан 20, армированный резиной. Высота барабана 20
5 равна диаметру шлифуемого торца детали 2.
Прижатие барабана 20 к торцу детали 2 осуществляется пружиной 21. Усилие прижатия может.регулировать10 ся гайкой 22, навинченной на хвостовик, который проходит через кронштейн 23. В средней части ползуна 17 (фиг. 3) имеется вырез с профилированным участком А, с которым сопри15 касается ролик 24 кулачкового механизма.
Кулачковый механизм (фиг. 3) состоит из толкателя 25, возвратной пружины 26, опоры 27, смонтированной
20 на плите 7, стакана 28, ролика 29, кулачка 30. Между барабаном 20 и торцом детали 2 (фиг. 3) проходит абразивная лента 31. На плите 7 (фиг. О в подшипниках установлена на оси ве25 домая бобина 32 с абразивной лентой и ведущая бобина 33 с электродвигателем 34 постоянного тока с редуктором, встроенным в корпус электродвигателя. Необрабатываемый торец де30 тали 2 (фиг. 3) упирается в торец вала 35, смонтированного в подшипниках 36 опоры 37.
Устройство для торцового шлифования (фиг. 1) имеет два привода, состоящих из вала 38, двух подшипников, смонтированных на плите 39, электродвигателя 40 и червячной пары 41 и 42, второй привод включает в себя электродвигатель 43, клиноременную передачу 44 и вал 45, на котором жестко закреплен арми- рованньм резиной прижимной ролик 46. Вал 45 установлен на подшипниках 47 (фиг. 3). Бесцентровый круглопшифоваль ный станок работает следующим образом.
После нажатия на электрощитке станка кнопки Пуск (щиток не показан) включаются одновременно все
35
40
50
электродвигатели переменного тока
станка. Детали из вибробункера станка поступают на лоток, а из него скатьюаются на вращающийся гуммированный валок с направляющими планками, которые повернуты на угол /3 относительно горизонтальной оси вала. Благодаря этому обрабатьшае- мые детали приобретают вращательное и поступательное движение и направляются в зону шлифования. После прохождения зоны шлифования, где в качестве рабочего инструмента применяются лепестковые шлифовальные круги, повернутые на угол pi относительно горизонтальной оси для более плавного входа деталей в зону резания, детали выходят в приемный ло- ток, а из него скатьшаются в наклон ный лоток 1 (фиг. 1) устройства для торцового шлифования.
Устройство для торцового шлифования работает следующим образом. От электродвиг ателя 43 через клиноременную передачу 44 вращение, передается на вал 45 с неподвижно закрепленным на нем подвижным армированным резиной роликом 46. Одновременно через червячную пару 41 и 42 от электродвигателя 40 передается вращение валу 38 с кулачками 14 и 30 (фиг. l). Кулачок 14 сообщает возвратно-поступательное движение толкателю 8, и качалки 3 и 4 с фиксаторами 16 занимают положения (фиг. 2 и 5) в зависимости от местоположения ролика 13 на профиле кулачка 14. Положение качалок 3 и 4 (фиг, 2) соответствует участку- tpgp (время обработки) на профиле кулачка 14. Профиль кулачка 14 спроектирован таким образом, чтобы обеспечить ход толкателю 8 на ве D2-Dt
2
времени обработки t и отвода детали 2 из зоны обработки. Детали 2, например, корпуса манометров, прошедшие обработку по цилиндрической части на основном станке, скатьшаются по наклонному лотку 1 и упираются в передний фиксатор 16 качалки 3(фиг. 2). При достижении участка (время отвода) на профиле кулачка 14 толкатель 8 за счет возвратной пружины 12 смещается на величину , и переводит качалки 3 и 4 в положение, при котором детали 2 скатьшаются дальше и упираются в задний фиксатор 16 качалки 3 (фиг. 5).
При дальнейшем вращении кулачка 14 (фиг. 2) толкатель 8 начинает подниматься, и передний фиксатор 16 качалки 3 отсекает от потока одну из деталей 2, при этом задний
;личину 1
соответствующую
202820
фиксатор 16 качалки 3 отводится в вырез лотка 1, а отсекаемая деталь 2 скатывается в зону обработки, упирается в фиксатор 16 качал- 5 ки 4 и захватывается во вращение прижимным роликом 46 (фиг. 1 и 2),
В этом положении производится шлифование торца детали за счет поджатия пружиной 2 (фиг. 3) пол- 10 зуна 17 с барабаном 20 абразивной ленты 31 к поверхности детали 2. при этом другой торец детали 2, не подлежащий обработке, прижимается к вращающейся дисковой опоре
вала 35. Этому положению соответствует местоположение ролика 29 на участке кулачка 30 (фиг.4). При достижении роликом 13 участка tflTB (фиг. 2) на профиле кулачка
14 толкатель 8 движется вниз (об- DZ-DI
2
ратно) на величину , и переводит качалки 3 и 4 в положение, изображенное на фиг. 5. Одновре- менно ролик 29 при достижении участка профиля t (фиг. 6) кулачка
30 поднимает толкатель 25 на вели- Р4-Рв
2
чину I При этом верхний
ролик 24. толкателя 25 (фиг. З) упирается в профилированньй участок А ползуна 17, который, перемещаясь по плите 7, отводит барабан 20 и абразивную ленту 31 от обрабатьшае- мого торца детали 2, которая при этом скатьшается по лотку 1 в тару, и цикл отсечения от .потока необработанной детали 2 повторяется.
Периодически (через каждые
50 шт корпусов) автоматически включается электродвигатель 34 постоянного тока (в период отвода абразивной ленты от торца шлифуемого
корпуса), бобина 33 (фиг. 1) поворачивается на угол 30°, сматывая с бобины 32 участок новой абразивной ленты. Таким образом обновляется изношенный (засаленный) участок абразивной ленты.
Предлагаемая конструкция кругло- шлифовального станка позволяет шлиовать на одном станке наружную и торцовую поверхности приборов,
том числе корпусов,имеющихпо торцоойповерхности конструктивныйкруговой ыступ,не подлежащий шлифовке.
512028206
Совмещение наружного и торцового ну операциюкорпусов приборов расширит шлифования на одном станке и за од- технологические возможностистанка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1978 |
|
SU766837A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ | 1971 |
|
SU435092A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Устройство для шлифования деталей | 1979 |
|
SU831568A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931396A2 |

и-л
/«
Фиг. г
29
25
10
фиг Л
J
/J/
/«
tomS
фиг. 6
44
Редактор А.Сабо
Составитель А.Афанасьева
Техред О.Ващишина Корректор В.Бутяга
Заказ 8362/17 Тираж 768Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11-3035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Устройство для обработки жидкого метал-лА ТВЕРдыМи пРиСАдКАМи | 1979 |
|
SU831350A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
