l,3:.ftpt: 1 е.чи.- относится к oRiiac.TH С7 :uih. I. 1, ,. ем|1я и может Рл.ггь nciiojib- зовано для бесцеигройог о ии1иф(;пп(1ия наружных поверхностей тел вращения, в частности для многопозиционного электроалмазного шлифования твердосплавных роликов.
Цель изобретения - повьппение производительности обработки.
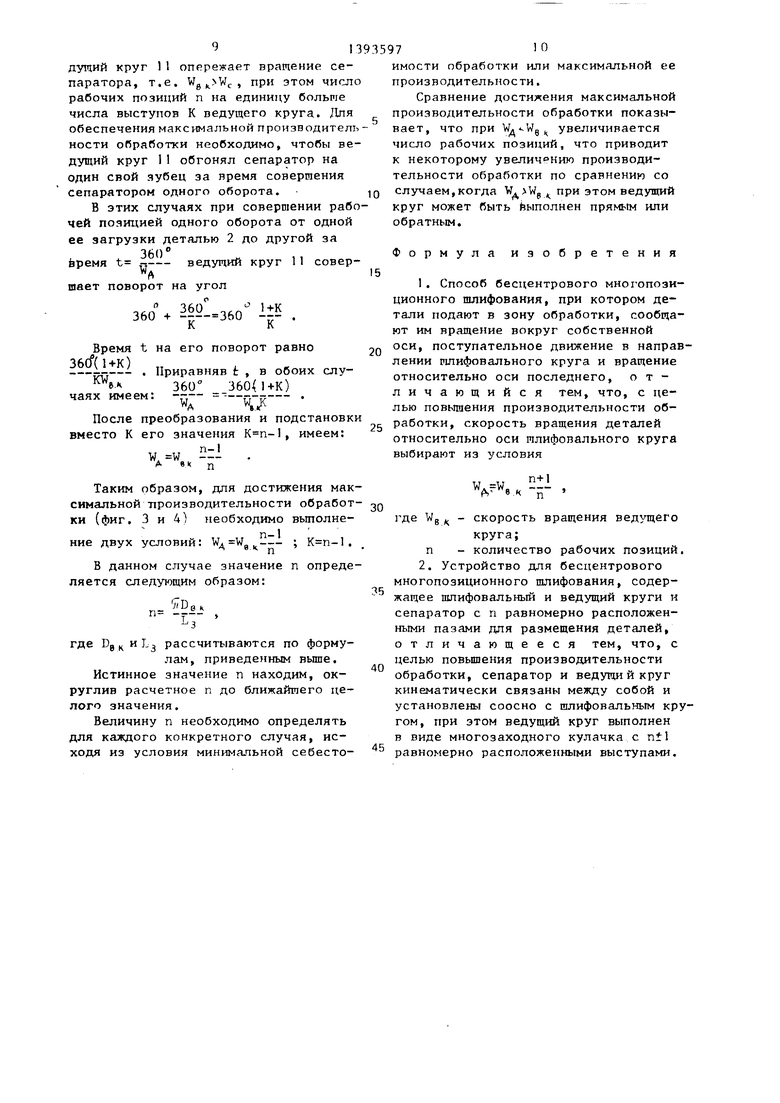
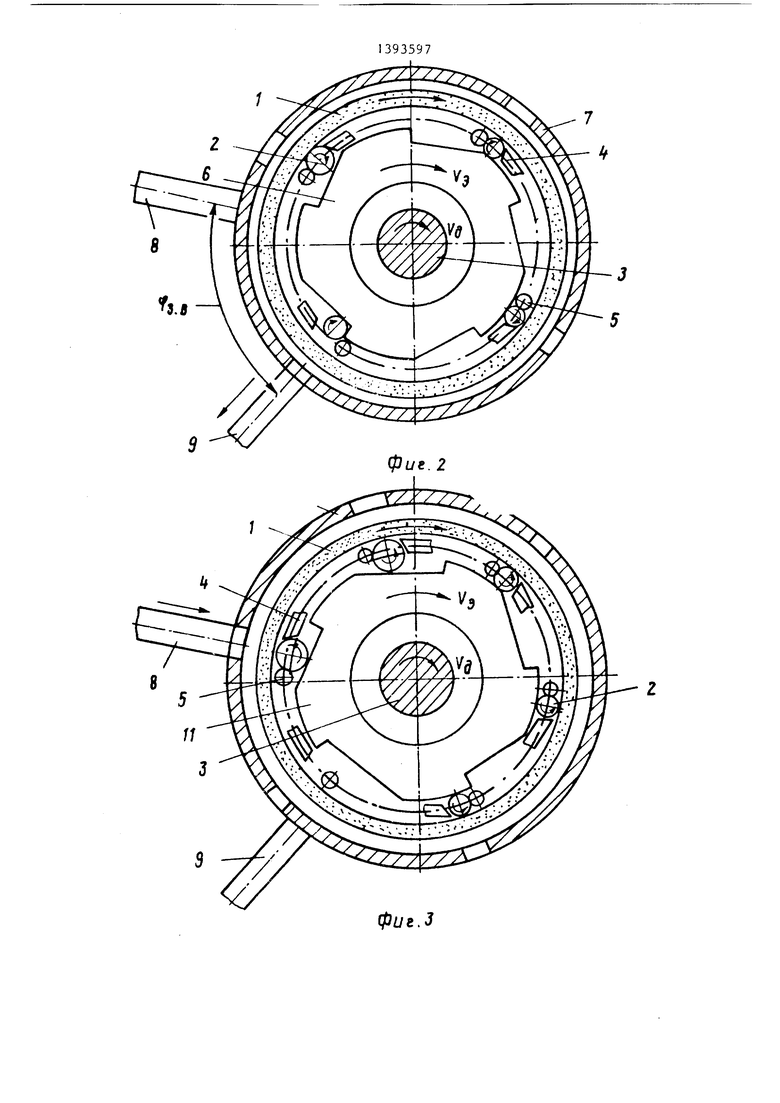
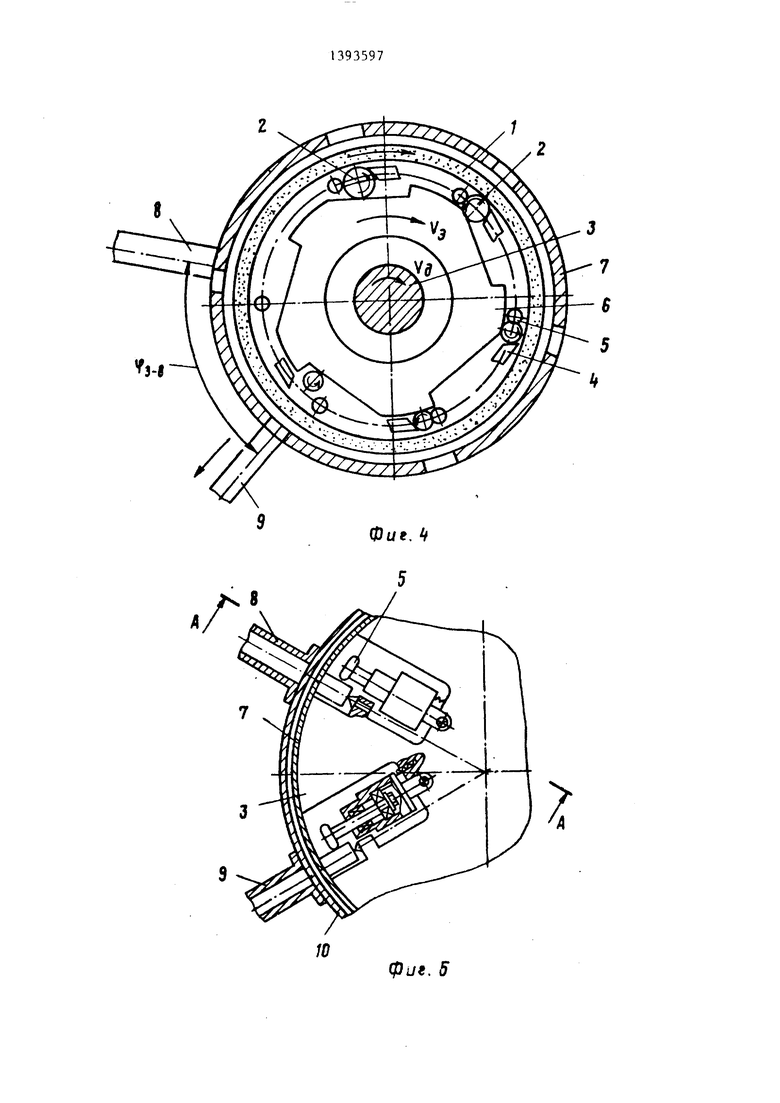
На фиг. 1 схематично изображено устройстзо для многопозиционного шлифования в момент загрузки (ведуиу-гй круг выполнен в виде прямого много- заходного кулачка); на фиг. 2 - то же в момент выгрузки; на фиг. 3 - то же,, в момент загрузки (ведущий круг выполнен в виде обратного многозаходно- го кулачка); на фиг. 4 - то же, в момент выгрузки; на фиг. 5 - схемл ба- зирования детали при обработке торп,ом круга; на фиг. 6 - разрез А-А на фиг. 5; на фиг. 7 - сечение рабочей позиции при торцовом ишифовании; на фиг. 8 схема разиертки шлифорально- го и ведущего кругов.
Способ бесцентрового многопозици- онного ппифованич состоит в том, что обрабл тываемме детали подают в обработки, сообщают m-i вращение отно- сительн:з гобственной оси, ггостуиятель ноо движени ; в направлении галифоваиТ)- ного круга и вра1че ие вокруг пек Т:Огледнего5 при этом скорость вгн1 №ни дг--;члей относительно оси шлиЛовяльяо- Г о круга определяют по формуле
W ±ч il ч. п
где Wg,, скорость вращения ведущего
круга; п - количество рабочих позиций.Устройство ТЛЯ шлифования содержит шлифоваль лш круг 1 , к которому пс дведена до касания деталь
Последняя 4)
расположена в рабочей позиции ceu-ipa- тора, ссгтолщег(. из кругового суппорта 3, опорных нолей 4 и прижимных роликов 5, Опорные ножи 4 закреплены жестко на круговом суппорте 3, а тгрижимньге ролики 5 закреплены на нем с возможное ья) чачат1ия и прижатия деталей 2 к опорным гюверхностям ножей 4 и иеду1чего К;Т:.га 6,
Воз ;ожность качения прижимных ро- ликов S обес .пРчиБается закреплением их на рьгчагах, вращлютцихся вокр /г фиксированных осей вра1цения. Для обеспечения праиения npi-WHMHiiix ролиг
10
5 025
30 ..
0
)
Q
с
ког) 1 покруг соб , TBtHHbix осей их сво- о:1И1.Й ;:o;teu установлен в подшипниковом (зггоре (фиг. 5). Ведуш «й круг 6 выполнен в виде прямого (с подъемом выступов в направлении его вращения многозаходного кулачка с п+1 количеством выступов, где п - число рабочих позиций сепарагора. Между сепаратором и ведугчим кругом 6 с помощью зубчатых колес установлена кинематическая связь. Сепаратор и ведущий круг 6 установлет1ы соосно с шлифовальным кругом 1 .Для исключения попадания деталей 2 в нерабочую позицию в устройство введен отсекатель 7, выпол- ненньй в виде кольца с п количеством пазов, расположенных на равных расстояниях друг от друга. Отсекатель 7 установлен соосно сепаратору и связан с ним жесткой связью, например резьбовым соединением. К отсекателю 7 к местам загрузки и выгрузки деталей 2 подведены загрузочный 8 и выгрузочный 9 лотки, закрепленные на неподвижном корпусе 10.
Ус:тройство (фиг, 3 и 4) для бес- пентрового многопозиционного шлифования состоит из аналогичных элементов, чт о и устройство па фиг. 1, меж- пу которыми установлены аналогичные гвлзи. На фиг. 3 и 4 гедущий круг выполнен в виде обратт ого (с подъемом в направлег ии, противоположном его йрагаению) мног заходного кулачка 11 с п-1 количеством выступов.
Способ (фиг. и 2) осуществляют )щим образом. ,
)1р)| подходе окна вращающегося от- секйтеля 7 и расположенной напротив этого окна рабочей пози1щи сепаратора - паза мелду опорным ножом 4 и npHKiLMHMM роликом 5 к месту загрузки происходит переход очередной дeтaJTИ 2 из загрузочного лотка 8 в рабочую позицию. После загрузки происходит базирование детали 2 по опорным поверхностям ножа 4 и аедущего круга 6 и афижатие ее к опорным поверхностям прижимным роликом 5.
HooOxojuiMOcTb введения в 11редлага- емое устройство oтceкaтkiля 7 обусло- влсиа ог)аничением рабочих позиций сепаратора н виде пары нож А - при- жкмн .п ролик 5. Использование роликой 5 необходш- о для обеспечения постоянного (без проскальзывания) ко1гтакта деталей 2 с ведущим кругом 6. Такое усло- ч-ь-eHvie сепаратора исключает выполнение им функции отсекателя, что приводит к необходимости пведения в устройство отдельного элемента - отсекателя 7.
Недостатком схемы презного многопозиционного Ресцентрового шлифования является интенсивный износ шлифовального круга. Износ может быть в
значительной степени уменьшен при пе-)о находящихся одновременно в обработке, а следоват.ельно, и к уменьшению
реходе к глубинному бесцентровому многопозиционному шлифованию.
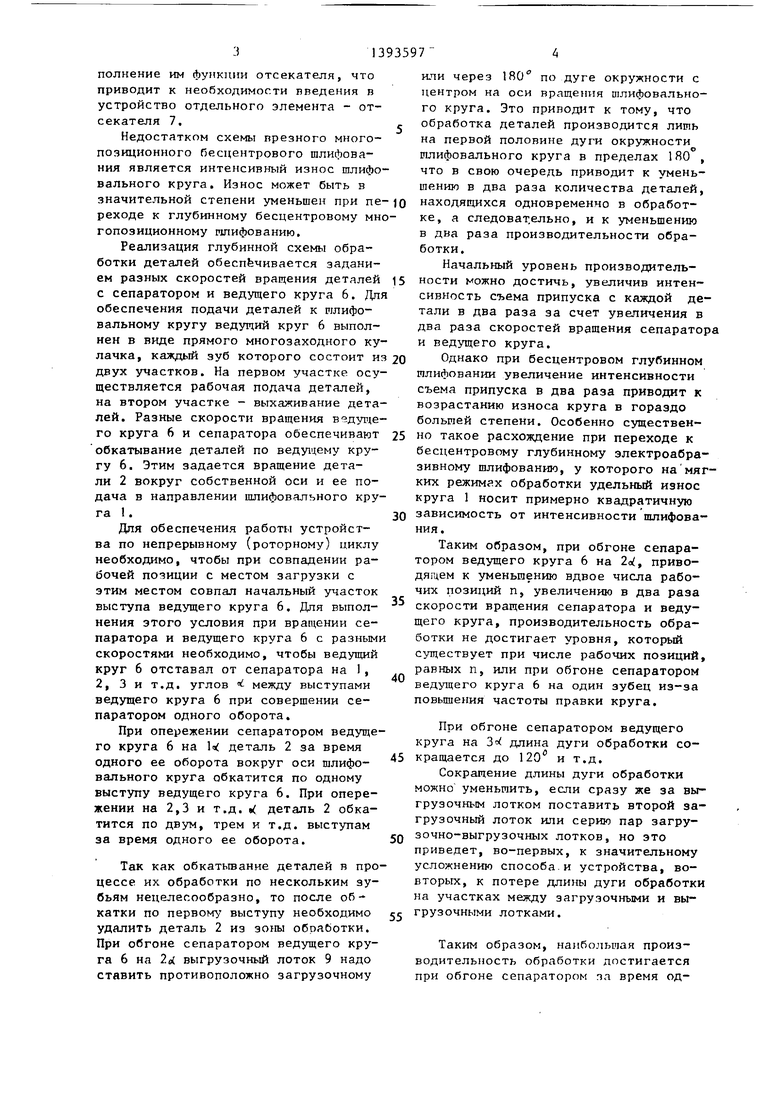
Реализация глубинной схемы обработки деталей обеспечивается заданием разных скоростей вращения деталей 15 ности можно достичь, увеличив интен- с сепаратором и ведущего круга 6, Для сивность съема припуска с каждой де- обеспечения подачи деталей к шлифовальному кругу ведущий круг 6 выполнен в виде прямого многозаходного кулачка, каждый зуб которого состоит из 20 двух участков. На первом участке осуществляется рабочая подача деталей, на втором участке - выхаживание деталей. Разные скорости вращения ведутцего круга 6 и сепаратора обеспечивают 25 но такое расхождение при переходе к обкатывание деталей по ведущему кру- бесцентровому глубинному электроабрав два раза производительности обработки.
Начальный уровень производительтали в два раза за счет увеличения в два раза скоростей вращения сепаратора и ведущего круга.
Однако при бесцентровом глубинном шлифовании увеличение интенсивности съема припуска в два раза приводит к возрастанию износа круга в гораздо большей степени. Особенно существенгу 6, Этим задается вращение детали 2 вокруг собственной оси и ее подача в направлении шлифовального круга ,
Для обеспечения работы устройства по непрерывному (роторному) циклу необходимо, чтобы при совпадении рабочей позиции с местом загрузки с этим местом совпал начальный участок выступа ведущего круга 6, Для выполнения этого условия при вращении сепаратора и ведущего круга 6 с разными скоростями необходимо, чтобы ведущий круг 6 отставал от сепаратора на 1, 2, 3 и т,д, углов между выступами ведущего круга 6 при совершении сепаратором одного оборота.
При опережении сепаратором ведущего круга 6 на W деталь 2 за время одного ее оборота вокруг оси шлифовального круга обкатится по одному выступу ведущего круга 6, При опережении на 2,3 и т,д, «( деталь 2 обкатится по двум, трем и т,д, выступам за время одного ее оборота.
Так как обкатьшание деталей в процессе их обработки по нескольким зубьям нецелесообразно, то после об- катки по первому выступу необходимо удалить деталь 2 из зоны обработки, При обгоне сепаратором ведущего круга 6 на 2s( выгрузочный лоток 9 надо ставить противоположно загрузочному
зивному шлифованию, у которого на мягких режимах обработки удельный износ круга 1 носит примерно квадратичную 30 зависимость от интенсивности шлифования.
Таким образом, при обгоне сепаратором ведущего круга 6 на 2ai, приво- дя:дем к уменьшению вдвое числа рабочих позиций п, увеличению в два раза скорости вращения сепаратора и ведущего круга, производительность обработки не достигает уровня, который существует при числе рабочих позиций, равных п, или при обгоне сепаратором ведущего круга 6 на один зубец из-за повьш1ения частоты правки круга.
35
40
При обгоне сепаратором ведущего круга на Зо( длина дуги обработки со45 кращается до 120 и т,д,
Сокращение длины дуги обработки можно уменьшить, если сразу же за выгрузочным лотком поставить второй загрузочный лоток или серию пар загру5Q зочно-выгрузочных лотков, но это
приведет, во-первых, к значительному усложнению способа и устройства, во- вторых, к потере длины дуги обработки на участках между загрузочными и вы55 грузочными лотками.
Таким образом, наибольшая производительность обработки достигается при обгоне сепаратором пл время одили через 180 по дуге окружности с центром на оси вращения шлифовального круга. Это приводит к тому, что обработка деталей производится лить на первой половине дуги окружности пшифовального круга в пределах 180 , что в свою очередь приводит к уменьшению в два раза количества деталей,
ности можно достичь, увеличив интен- сивность съема припуска с каждой де
в два раза производительности обработки.
Начальный уровень производительности можно достичь, увеличив интен- сивность съема припуска с каждой де-
тали в два раза за счет увеличения в два раза скоростей вращения сепаратора и ведущего круга.
Однако при бесцентровом глубинном шлифовании увеличение интенсивности съема припуска в два раза приводит к возрастанию износа круга в гораздо большей степени. Особенно существензивному шлифованию, у которого на мягких режимах обработки удельный износ круга 1 носит примерно квадратичную зависимость от интенсивности шлифования.
Таким образом, при обгоне сепаратором ведущего круга 6 на 2ai, приво- дя:дем к уменьшению вдвое числа рабочих позиций п, увеличению в два раза скорости вращения сепаратора и ведущего круга, производительность обработки не достигает уровня, который существует при числе рабочих позиций, равных п, или при обгоне сепаратором ведущего круга 6 на один зубец из-за повьш1ения частоты правки круга.
При обгоне сепаратором ведущего круга на Зо( длина дуги обработки сокращается до 120 и т,д,
Сокращение длины дуги обработки можно уменьшить, если сразу же за выгрузочным лотком поставить второй загрузочный лоток или серию пар загрузочно-выгрузочных лотков, но это
приведет, во-первых, к значительному усложнению способа и устройства, во- вторых, к потере длины дуги обработки на участках между загрузочными и выгрузочными лотками.
Таким образом, наибольшая производительность обработки достигается при обгоне сепаратором пл время одного г. О оборота ведущего круг а на один выступ.
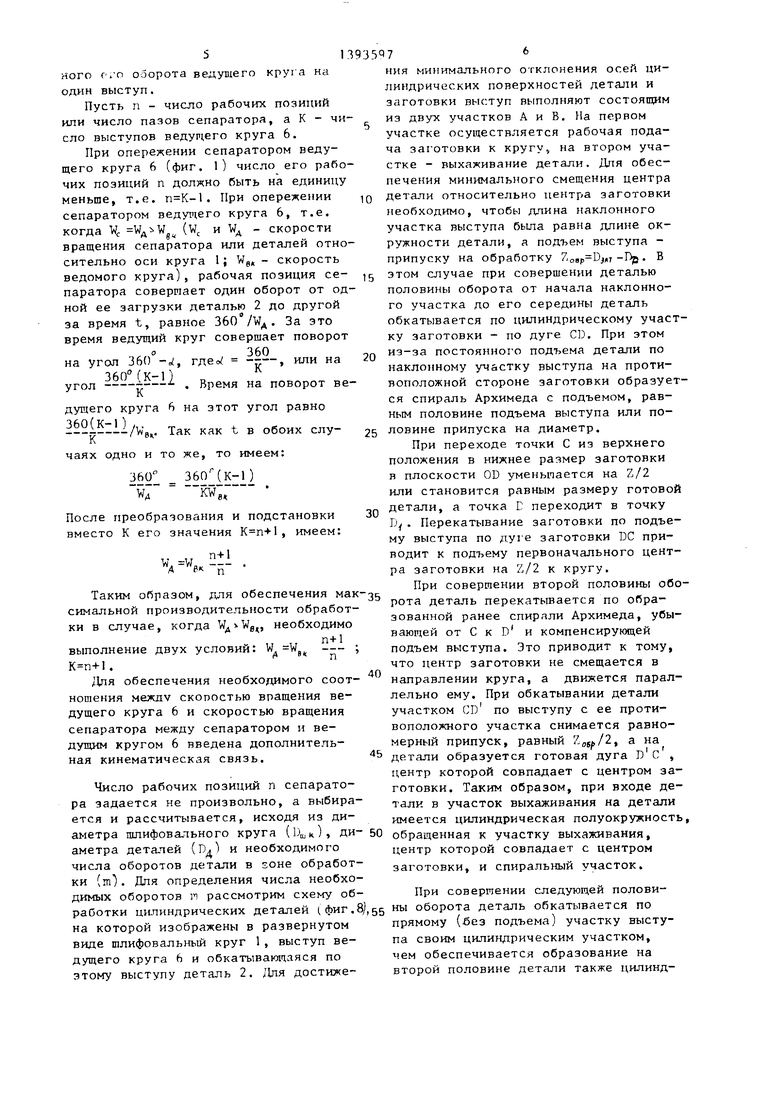
Пусть п - число рабочих позиций или число пазов сепаратора, а К - число выступов ведущего круга 6.
При опережении сепаратором ведущего круга 6 (фиг, 1) число его рабочих позиций п должно быть на единицу меньше, т.е. . При опережении сепаратором ведутцего круга 6, т.е. когда W WдЬWJ (W, и Уд - скорости вращения сепаратора или деталей относительно оси круга 1; Wg - скорость ведомого круга), рабочая позиция се- паратора совершает один оборот от одной ее загрузки деталью 2 до другой за время t, равное 360 /Wд. За это время ведущий круг совершает поворот
на угол 360 -0, гце ---, или на
-,0 / , i NК
угол
К
. Время на поворот ведущего круга 6 на этот угол равно
360(К-1) „,
К
/Wg,. Так как t в обоих случаях одно и то же, то имеем: 360 )
WH
KW
аи
После преобразования и подстановки вместо К его значения , имеем:
V U
Таким образом, для обеспечения мак симальной производительности обработки в случае, когда , необходимо
п+1 А
выполнение двух условий: W У
.
Для обеспечения необходимого соотношения между СКОРОСТЬЮ вращения ведущего круга 6 и скоростью вращения сепаратора между сепаратором и ведущим кругом 6 введена дополнительная кинематическая связь.
Число рабочих позиций п сепаратора задается не произвольно, а выбирается и рассчитывается, исходя из диаметра шлифовального круга (), ди- 50 аметра деталей (Г)д и необходимого числа оборотов детали в зоне обработки (т). Для определения числа необходимых оборотов т рассмотрим схему обработки цилиндрических деталей (фиг.8),55 на которой изображены в развернутом виде шлифовальный круг 1, выступ ведущего круга 6 и обкатывающаяся по этому выступу деталь 2. Для достиже
0
5
0
5
0
5
0 5
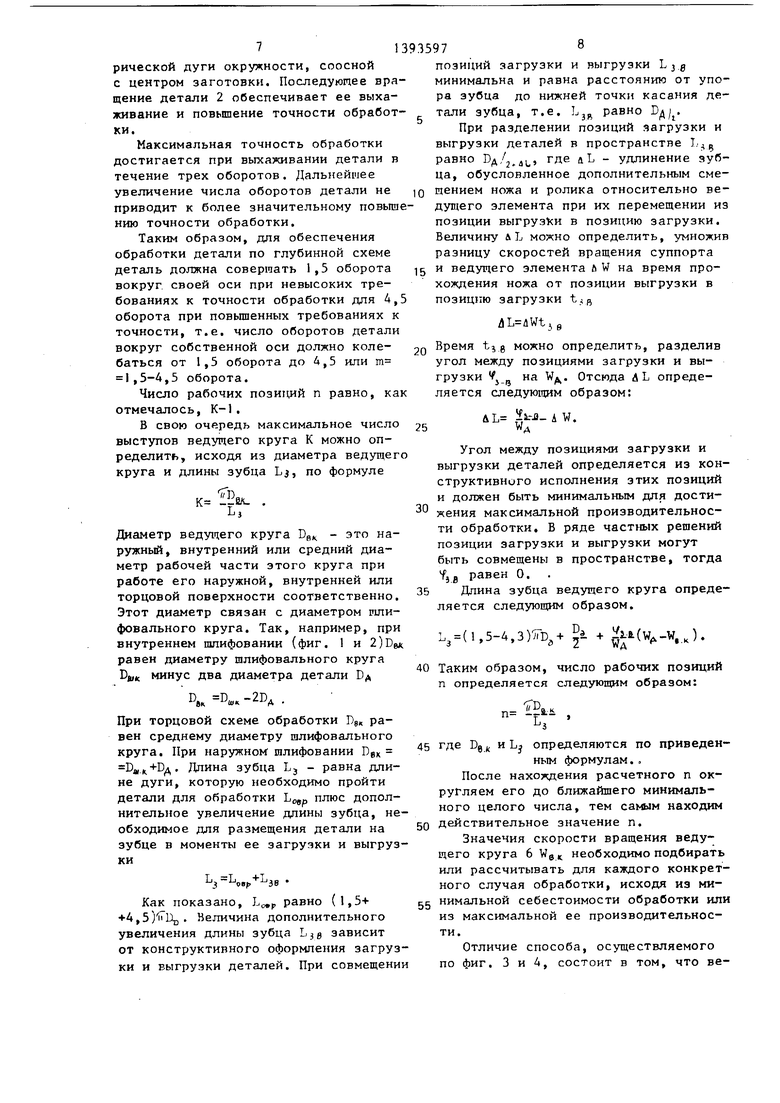
ния минимального отклонения осей цилиндрических поверхностей детали и заготовки выступ выполняют состоящим из двух участков А и В. На первом участке осуществляется рабочая подача заготовки к кругу, на втором участке - выхаживание детали. Для обеспечения минимального смещения центра детали относительно центра заготовки необходимо, чтобы длина наклонного участка выступа была равна длине окружности детали, а подъем выступа - припуску на обработку Zo,, В этом случае при совершении деталью половины оборота от начала наклонного участка до его середины деталь обкатывается по цилиндрическому участку заготовки - по дуге CD. При этом из-за постоянног о подъема детали по наклонному участку выступа на противоположной стороне заготовки образуется спираль Архимеда с подъемом, равным половине подъема выступа или половине припуска на диаметр.
При переходе точки С из верхнего положения в нижнее размер заготовки в плоскости OD уменьшается на Z/2 или становится равным размеру готовой детали, а точка D переходит в точку D. Перекатывание заготовки по подъему выступа по дуге заготовки DC приводит к подъему первоначального центра заготовки на Z/2 к кругу.
При совершении второй половины оборота деталь перекатывается по образованной ранее спирали Архимеда, убывающей от С к D и компенсирующей подъем выступа. Это приводит к тому, что центр заготовки не смещается в направлении круга, а движется параллельно ему. При обкатывании детали участком CD по выступу с ее противоположного участка снимается равномерный припуск, равный 7.i,f,,/2, а на детали образуется готовая дуга D c , центр которой совпадает с центром заготовки. Таким образом, при входе детали в участок выхаживания на детали имеется цилиндрическая полуокружность, обращенная к участку выхаживания, центр которой совпадает с центром заготовки, и спиральный участок.
При совершении следующей половины оборота деталь обкатывается по прямому (без подъема) участку выступа своим цили 1дрическим участком, чем обеспечивается образование на второй половине детали также цилиндрической дуги окружности, соосной с центром заготовки. Последуюгдее вращение детали 2 обеспечивает ее выхаживание и повышение точности обработки.
Максимальная точность обработки достигается при выхаживании детали в течение трех оборотов. Дальнейшее увеличение числа оборотов детали не приводит к более значительному повышнию точности обработки.
Таким образом, для обеспечения обработки детали по глубинной схеме деталь должна совершать 1,5 оборота вокруг своей оси при невысоких требованиях к точности обработки для А, оборота при повьппенных требованиях к точности, т.е. число оборотов детали вокруг собственной оси должно колебаться от 1,5 оборота до 4,5 или т 1,5-4,5 оборота.
Число рабочих пoзиIt й п равно, ка отмечалось, К-1.
В свою очередь максимальное число выступов ведущего круга К можно определить, исходя из диаметра ведущег круга и длины зубца L, по формуле
к s . LJ
Диаметр ведугцего круга DB, - это наружный, внутренний или средний диаметр рабочей части этого круга при работе его наружной, внутренней или торцовой поверхности соответственно. Этот диаметр связан с диаметром рши- фовального круга. Так, например, при внутреннем пшифовании (фиг. 1 и 2)De равен диаметру шлифовального круга DUK. минус два диаметра детали Вд
D.. Са,.-2Бд .
При торцовой схеме обработки Dj равен среднему диаметру шлифовального круга. При наружном шлифовании DBK Вв,+Вд. Дпина зубца Lj - равна длине дуги, которую необходимо пройти детали для обработки плюс дополнительное увеличение длины зубца, необходимое для размещения детали на зубце в моменты ее загрузки и выгрузки
,+Ьз,.
Как показано, равно (1,5+ +4,5),. Величина дополнительного увеличения длины зубца Ljg зависит от конструктивного оформления загрузки и выгрузки деталей. При совмещении
39.35978
позиций загрузки и выгрузки Ljg
минимальна и равна расстоянию от упора зубца до нижней точки касания детали зубца, т.е. Lj равно Сд/.
При разделении позиций загрузки и выгрузки деталей в пространстве 1...,| равно Сд/2,а;, где дЪ - удлинение зубца, обусловленное дополнительным сме- Q щением ножа и ролика относительно ведущего элемента при юс перемещении из позиции выгрузХи в позицию загрузки. Величину лЬ можно определить, умножив разницу скоростей вращения суппорта и ведущего элемента и W на время про20
25
15
хождения ножа от позиции выгрузки в
позицию загрузки , .,g
Время tjg можно определить, разделив угол между позициями загрузки и выгрузки Vj на W. Отсюда AL определяется следующим образом:
ЛЬ ,Л-в-А W. WA
Угол между позициями загрузки и выгрузки деталей определяется из конструктивного исполнения зтих позиций и должен быть минимальным для достижения максимальной производительности обработки, В ряде частных решений позиции загрузки и выгрузки могут быть совмещены в пространстве, тогда fjg равен 0.
Длина зубца ведущего круга определяется следующим образом.
Ь (1,5-4,3) i + l.t(,.J.
40 Таким образом, число рабочих позиций п определяется следующим образом:
30
35
-4f
где D V и L
определяются по приведенным формулам.,
После нахождения расчетного п ок- руГляем его до ближайшего минимального целого числа, тем самым находим действительное значение п.
Значения скорости вращения ведущего круга 6 Wg необходимо подбирать или рассчитывать для каждого конкретного случая обработки, исходя иэ ми- нимальной себестоимости обработки или из максимальной ее производительности.
Отличие способа, осуществляемого по фиг. 3 и 4, состоит в том, что ве
дущий круг 11 опережает вращение сепаратора, т.е. Wg Wc , при этом число рабочих позиций п на единицу больие числа выступов К ведущего круга. Дпя обеспечения максимальной производитель ности обработки необходимо, чтобы ведущий круг 11 обгонял сепаратор на один свой яубец за время совершения сепаратором одного оборота.
В этих случаях при соверщении рабочей позицией одного оборота от одной ее загрузки деталью 2 до другой за
360° .. ёремя t rj ведущий круг I 1 соверW А
шает поворот на угол
3.0 . 3|0.
„,„ 1+К 350 --Время t на его поворот равно
. Приравняв t , в обоих .i 360 ЗбОО+К) чаях имеем:
Wл
Ч/
После преобразования и подстановки вместо К его значения , имеем:
W W 1 .
А «К п
Таким образом, для достижения максимальной производительности обработ- ки (фиг. 3 и 4) необходимо вьшолнение двух условий: л, .
В данном случае значение п определяется следующим образом:
- -Г-
3
где Dg иL рассчитываются по формулам, приведенным выше.
Истинное значение п находим, округлив расчетное п до ближайшего целого значения.
Величину п необходимо определять для каждого конкретного случая, ис
ХОДЯ из условия минимальной себесто
5
- IQ
15
jo
25
- 3Q
35
40
45
имости обработки или максимальной ее производительности.
Сравнение достижения максимальной производительности обработки показывает, что при , увеличивается число рабочих позиций, что приводит к некоторому увеличению производительности обработки по сравнению со случаем,когда при этом ведущий круг может быть выполнен прямым или обратным.
Формула изобретения
1.Способ бесцентрового многопозиционного шлифования, при котором детали подают в зону обработки, сообщают им вращение вокруг собственной оси, поступательное движение в направлении ршифовального круга и вращение относительно оси последнего, отличающийся тем, что, с целью повышения производительности обработки, скорость вращения деталей относительно оси шлифовального круга выбирают из условия
W -W
V.K -п
где Wg - скорость вращения ведущего
круга; п - количество рабочих позиций.
2.Устройство для бесцентрового многопозиционного шлифования, содержащее шлифовальный и ведущий круги и сепаратор с п равномерно расположенными пазами для размещения деталей, отличающееся тем, что, с целью повышения производительности обработки, сепаратор и ведущий круг кинематически связаны между собой и установлены соосно с шлифовальным кругом, при этом ведущий круг выполнен
в виде многозаходного кулачка с п±1 равномерно расположенными выступами.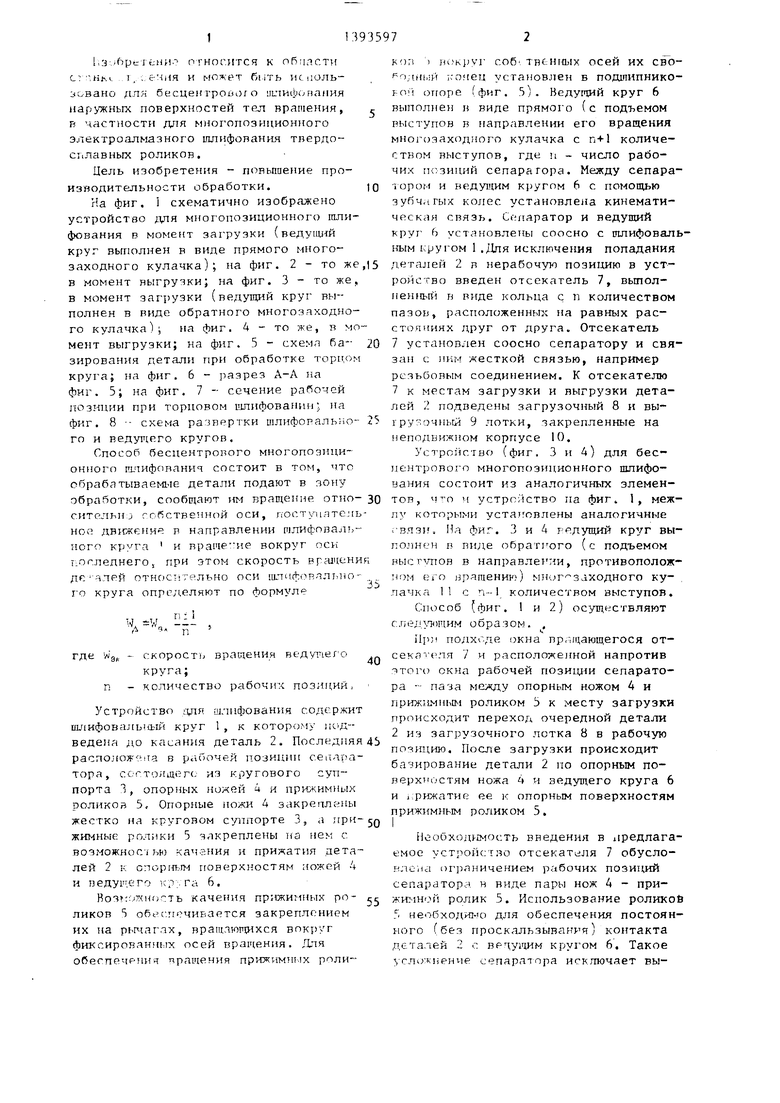
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 1995 |
|
RU2092293C1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Устройство для бесцентровой обработки | 1972 |
|
SU952538A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
| Ведущий круг бесцентрово-шлифовального станка | 1979 |
|
SU859116A1 |
Изобретение относится к области станкостроения и может быть использовано для бесцентрового шлифования наружных поверхностей тел вращения, в частности для м JClгoпoэициoннoгo электроалмазного пшифования твердосплавных роликов. Целью изобретения является повышение производительности обработки за счет перехода к обработке деталей по глубинной схеме и увеличения количества одновременно обрабатываемых деталей. Для этого устройство содержит шлифовальный круг 1 и ведущий круг 6. Детали размещают между кругами в сепараторе с п.расположенных на равных расстояниях друг от друга пазов. Ведущий круг 6 вьтол- няют в виде прямого или обратного многозаходного кулачка с nil количеством выступов, также расположенных на равных расстояниях друг от друга, а сепаратор и ведущий круг связаны кинематической цепью и установлены соосно шлифовальному кругу. Под прямым и обратным кулачком подразумевается соответственно кулачок с подъемом выступов в направлении вращения ведущего круга или противоположном его вращению. Реализация глубинной схемы при бесцентровом гшифовании обеспечивается заданием разных скоростей вращения деталей Уд с сепаратором и ведущего круга W, выбираемых из условия W (nil )/п, где п - число рабочих позиций сепаратора. Выполнение этого условия позволяет деталям обкатываться по сложной поверхности ведущего круга, что способствует вращению деталей вокруг собственной оси и подаче их в направлении шлифовального круга. 2 с.п. ф-лы;8 ил. (Л оо ел СО Фи.гЛ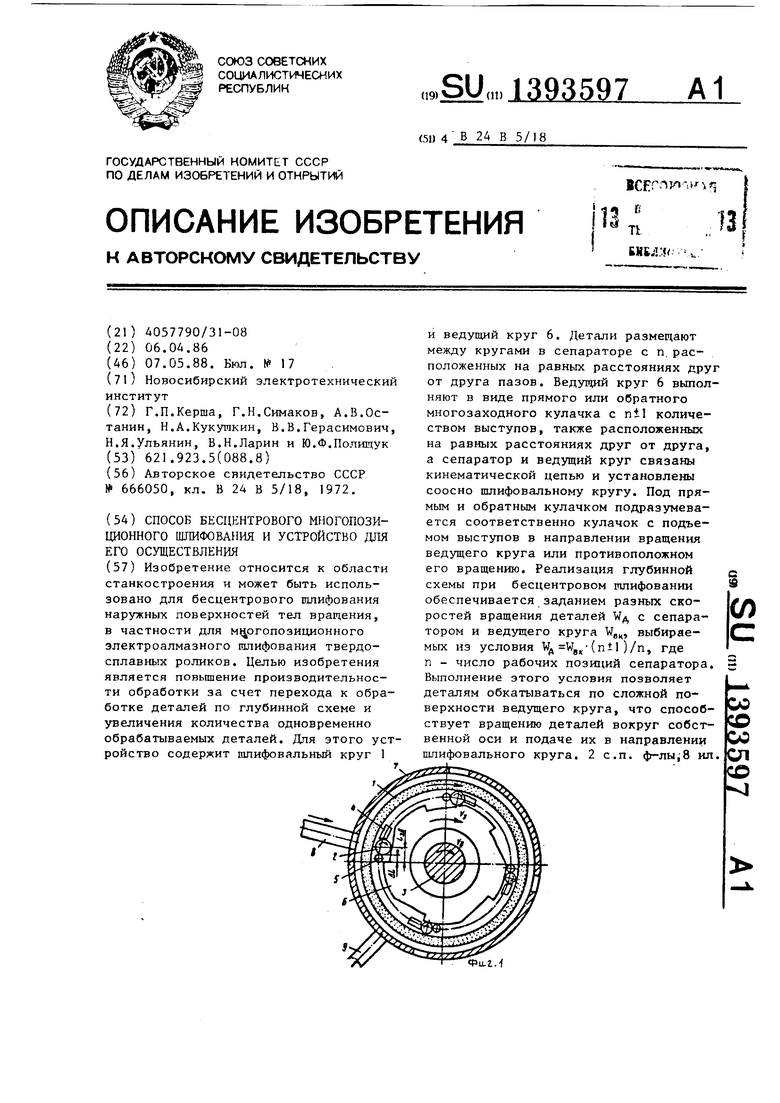
фик.З
w
фиг. 5
фыг. 6
V-е Л::
Составитель А.Козлова Редактор Н.Тупица Техред Л.Сердюкова
Знкаа 1917/14
Тираж 678
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
г
(Put. 7
I
л А; /;;-: -;-;-:;-ж;-У:-..)
фуг. В
Корректор М.Максимишинец
Подписное
| Устройство для бесцентрового шлифования | 1972 |
|
SU666050A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
