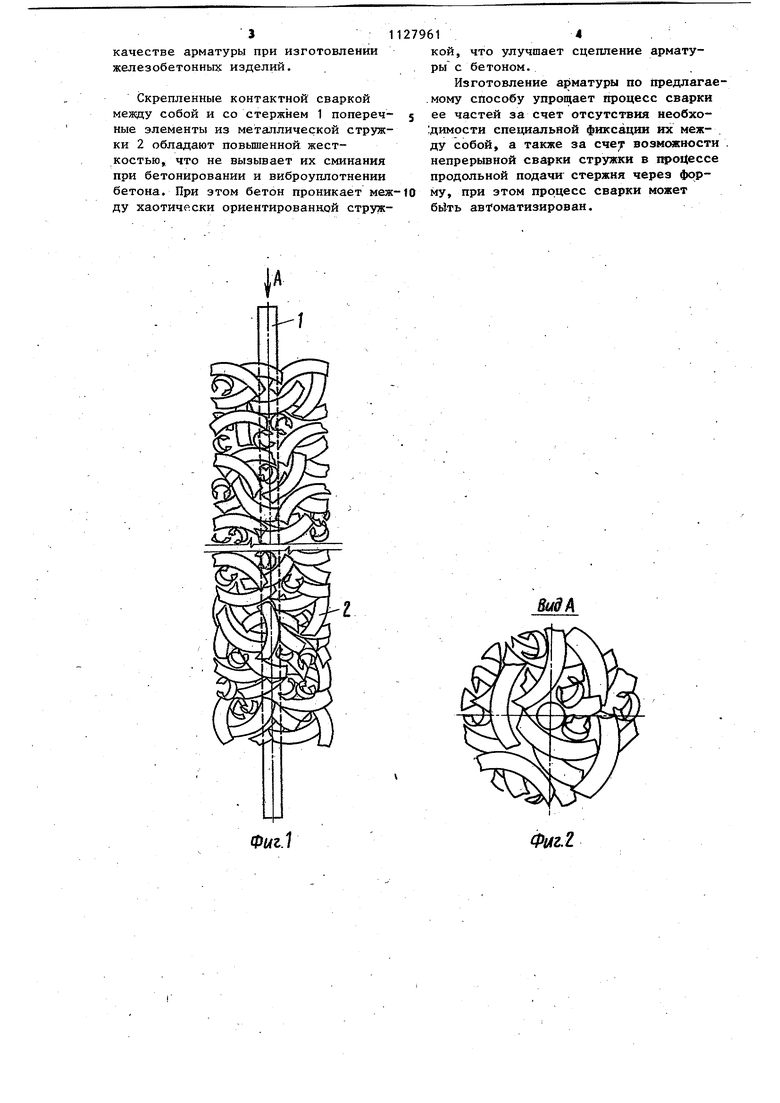
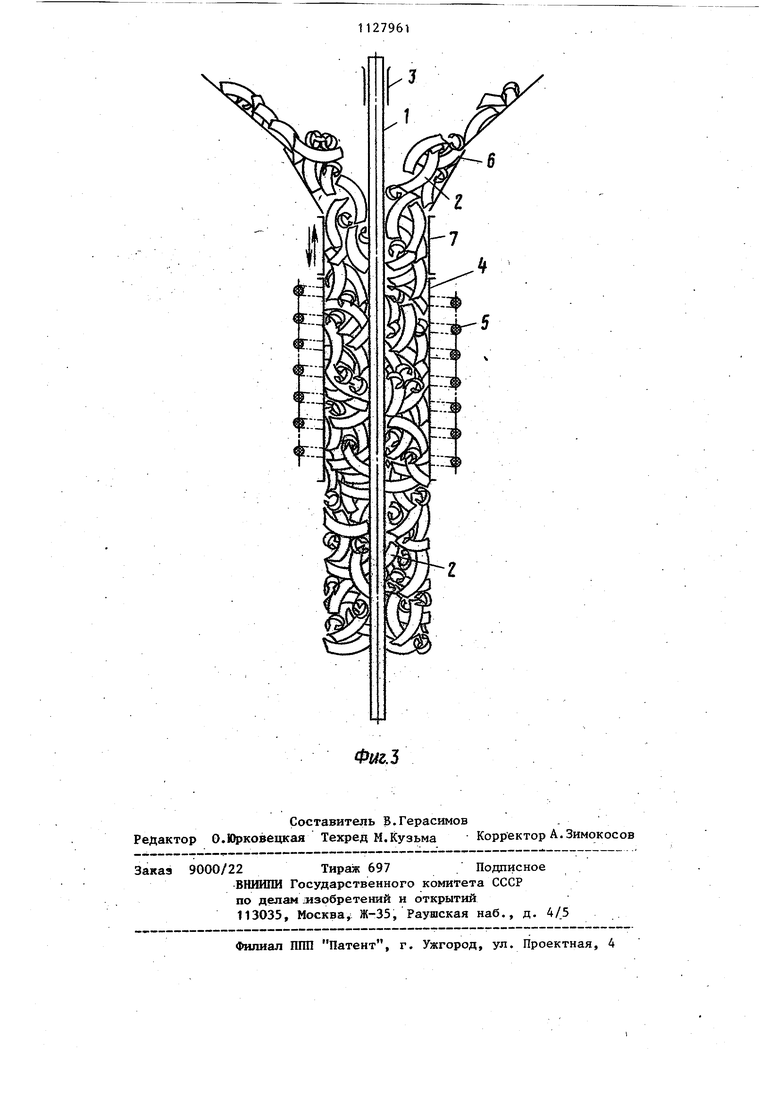
11 Изобретение относится к арматурным элементам, предназначенным для армирования железобетонных изделий. Известна арматура для бетона, выполненная в ввде витого каната, который свит, из чередзтощихся с много проволочными прядями плоских элементов, расположенных в поперечном сечении под углом 120 один относительно другого l . Известна также арматура для бетона, содержащая продольньш элемент в виде витых провлолок или прядей и поперечные, волокна в виде металличес ких нитей или полосок из фолыи, которые вгшетены между проволоками или прядями продольного элемента 2. Недостатками арматуры являются . сложность их изготовления, и невозмож ность закрепления плоских поперечных элементов или поперечных воогокон на стержневых продольных элементах. Наиболее близкой к изобретению яв ляется арматзфа для .бетона, содержащая продольный стержень и закрепленные на его поверхности элементы в ви де изогнутых полосокСЗ. Недостатком известной арматуры яв ляется малая жесткость не скрепленны между .собой упорядоченно расположенных поперечных элементов, которые при бетонировании в процессе изготовления изделий сминаются, что приводит также к ухудшению их сцепления с бетоном. Цель изобретения - повьшение жест кости .арматуры и улучшение ее сцепления с бетоном. Для достижения этой цели в армату ре для бетона, содержащей продольньй стержень и закрепленные на егй поверхности элементы в виде изогнутых полосок, последние хаотически ра положены вокруг стержня и соединены с ним и между собой в местах взаимно го касания с образованием жесткой пространственной структуры. При этом продольный стержень может быть выполнен металлическим, а изогнутые полоски - из металлической стружки, полоски соединены между собой и со стержнем контактной сваркой. Известен способ изготовления арматуры, включающий соединение ее эле ментов вьюокочастотной индукционной сваркой 3, 1 Недостатком известного способа является необходимость специальной фиксации сварив.аемых частей одной относительно другой, что усложняет процесс их сварки. Цель изобретения - упростить процесс сварки. Для достижения этой цели при способе изготовления арматуры, включающем соединение ее элементов высокочастотной индукционной сваркой, аргматурный стержень продольно перемещают внутри цилиндрической формы из кварцевого стекла, помещенной в магнитное поле индуктора высокой частоты мощностью не менее 55 кВ-А, одновременно в форму засыпают металлическз и уплотняют вибратором, а после выхода из формы стержня сприваренной его охлаждают и режут на отрезки. .. На фиг.I изображена предлагаемая арматура, общий вид; на фиг.2 вид А на фиг.1j на фиг.З - схема изготовления арматуры. Арматура содержит продольный стержень 1 и закрепленные на его поверхности поперечные элементы в виде изогнутых полосок 2, которые хаотически ориентированы относительно стержня i и соединены с ним и между собой в местах взаимного несения. Стержень 1 может быть металлическим, а изогнутые полоски 2 выполнены из металлической стружки, при этом полоски соединены между собой и со стержнем контактной сваркой. Способ осуществляется следующим . образом. Стержень 1 устанавливают в направляющие 3 и опускают внутрь цилиндрической формы 4 из кварцевого стекла, которая установлена в магнитном поле индуктора 5 высокой частоты мощностью не менее 55 кВ-А. Стержень 1 продольно перемещают внутри формы 4, в которую одновременно через воронку б засыпают металлическую стружку 2 и уплотняют вибратором 7. Перемещение стержня 1 и подачу стружки 2 производят с определенной скоростью, при которой обеспечивается спекание полосок 2 между собой и со стержнем 1 под воздействием индуктора 5. После выхода стержня 1 с приваренной стружкой 2 из формы 4 его охлаждают и режут на отрезки требуем ой длины, которые используют в J1 качестве арматуры при изготовлении железобетонных изделий. Скрепленные контактной сваркой меязду собой и со стержнем 1 поперечные элементы из металлической стружки 2 обладают повьшенной жесткостью, что не вызывает их сминания при бетонировании и виброуплотнении бетона. При этом бетон проникает меж ду хаотически ориентированной струж614кой, что улучшает сцепление арматуры с бетоном. Изготовление арматуры по гфедлагаемому способу упрощает процесс сварки ее частей за счет отсутствия необхо;димости специальной фиксации их между собой, а также за сче возмс«кности непрерывной сварки стружки в щ оцессе продольной подачи стержня через форму, при этом процесс сварки может бить автоматизирован.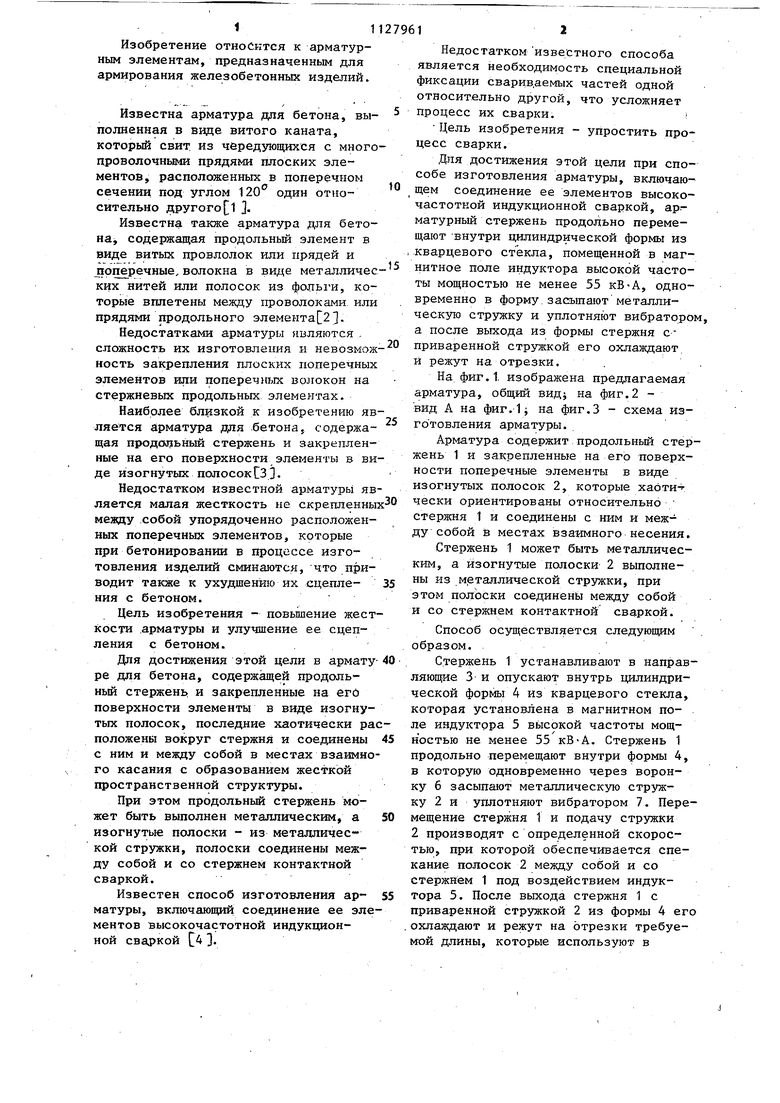
| название | год | авторы | номер документа |
|---|---|---|---|
| Арматура для железобетонных изделий | 1977 |
|
SU737589A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392396C2 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2383695C1 |
| КОМБИНИРОВАННЫЙ МЕТАЛЛОВОЛОКОННЫЙ КАНАТ | 2023 |
|
RU2818634C1 |
| Способ изготовления фибр из стальной стружки для дисперсного армирования бетона | 1982 |
|
SU1118692A1 |
| СТОЙКА ОПОРЫ | 2014 |
|
RU2574430C1 |
| Арматура для железобетонных изделий | 1977 |
|
SU723069A1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И АРМАТУРА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2049874C1 |
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107783C1 |
1. Арматура для бетона, содержащий продольный стержень и закрепленные на его поверхности элементы в виде изогнутых полосок, о т л и ч а rant а я с я тем, что, с целью повышения ее жесткости и улучшения сцепления с бетоном, избгнутые полоски хаотически расположены вокруг стержня и соединены с ним и между собой в местах взаимного касания с образованием жесткой пространственной структуры. 2.Арматура по п.1, о т л и ч а root а я с я тем, что продольный стержень выполнен металлическим, а изогнутые полоски - из металлической стружки, этом полоски соединены между собой и со стержнем контайтной сваркой. 3.Способ изготовления арматуры, включаюпщй соединение ее элементов высокочастотной индукционной сваркой, отличающийс я что, -с целью упрощения процесса (Л сварки, арматурньй стержень проС дольно перемещают внутри цилиндрической из кварцевого стекла, помещенной в магнитное поле индуктора высчжой частоты мощностью не менее 55 кВ-А,одновременно в форму засыпают металлическую струлжу и уплотняют вибратором,а после выхода из фор стержня с приваренной стружкой его охлаждают и режут на отрез|КИ.:.
Вид А
Фиг.
Фаг.г
