Известен сиособ высокочастотной сварки тоиколистовы.х изделий с отбортованными кромками.
Предложенный способ отличается от известного тем, что создают высокочастотное магнитное поле, периодически изменяющееся в ироцессе сварки но длине нгва.
Это нозволяет иозысить качество сваривае.мы.х изделий в результате улучшения формирования шва.
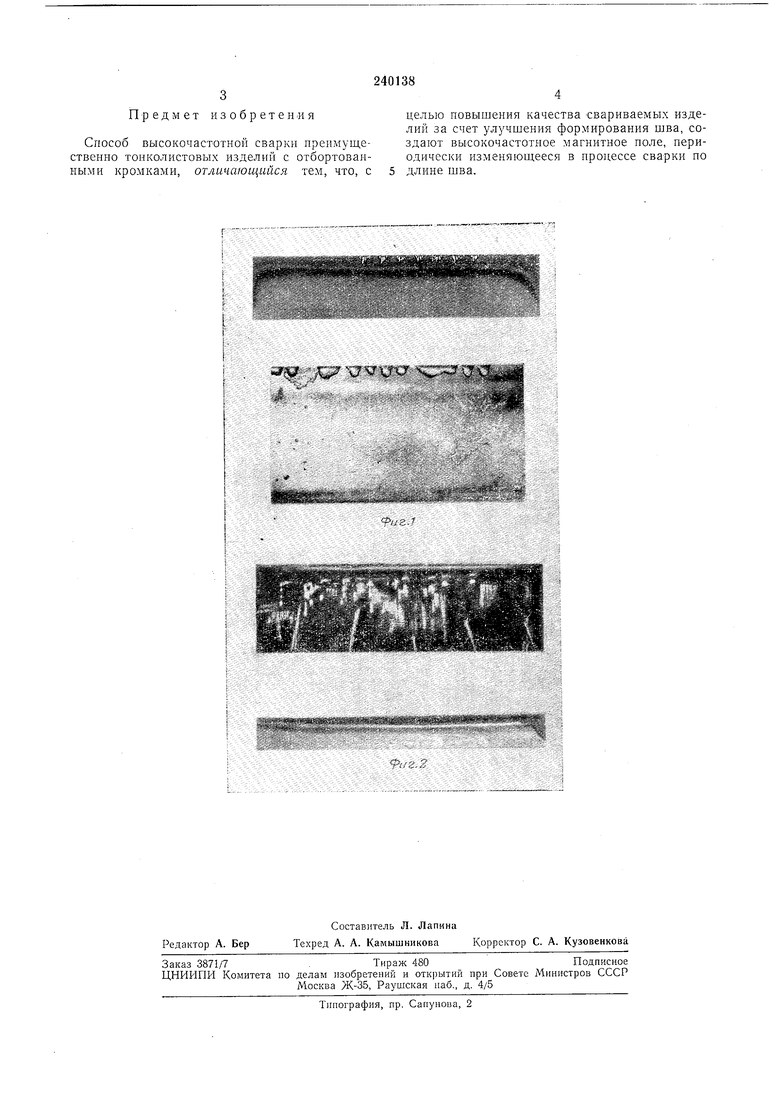
На фиг. 1 показан внешний вид шва с шаговым и без шагового фор.мирования; на фиг. 2 - вид участка разрушенного шва с формированием и без него.
Весь периметр шва делится на одинаковые участки периодически изменяющимся по длине шва электромагнитным полем. Жидкий металл шва в это.м случае частично выжимается из областей более сильного поля в области более слабого поля, образуя валик шва с периодически изменяющейся высотой.
При применении нового снособа ирактически устраняется растекание жидкого металла вдоль шва и образование хаотично расиоложенпы.х наплывов.
Как абсолютная, так и относительная величина изменения напряженности составляющей магнитного поля вдоль шва должны быть достаточны для преодоления нестабильности перемещения жидкого металла из-за нестабильности влияния электродинамически.х сил и поверхностного натяжения.
Величина оптимального периода (шага) изменения напряженности высокочастотного иоля вдоль шва завис 1т от толщины сваривае.мых деталей и сварки. Чрезмерное
уменьшение шага поля ведет к ухудн1ению формнроваипя. Так, например, нри сварке листов суммарной толщиной 2,4 лыг (l-f-1,4 мм) опти.мальиый шаг составляет около 7 мм. Средняя высота щва с формированием и
площадь сечения его выше на 30-50% по сравнению со швом без формирования. Швы с формированием более прочны.
Так, например, щвы на 10КП толщиной 1 + 1,4 Л1М с формированием выдерживают
угол загиба 150°. На швах без формирования обычно не удается получить угол загиба более 90 на са.мых лучших режимах. В обоих случаях сварка нриводилась без защиты (в воздухе). Сварка в защитной атмосфере иозволяет получить более хорощие результаты.
Периодическое из.менение магнитного поля по длине шва может быть получено, например, с помощью щагового ферритового магиитопровода, расположенного на индукторе, или иным
способом.
Как показали эксперименты, качество сварного шва улучшается при относительном пере.мещении в процессе сварки периодического .магнитного поля вдоль шва, при этом высоПредмет изобретен ai я
Способ высокочастотной сварки преимущественно тонколистовых изделий с отбортованными кромками, отличающийся тем, что, с
целью повышения качества Свариваемых изделий за счет улучшения формирования шва, создают высокочастотное магнитное ноле, нериодически изменяюш.ееся в процессе сварки но длине шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| Способ высокочастотной сварки по отбортованным кромкам | 1985 |
|
SU1301610A1 |
| Способ высокочастотной сварки плавлением по отбортованным кромкам | 1986 |
|
SU1447609A1 |
| Способ сварки плавлением | 1977 |
|
SU662298A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |