Известные автоматы для импульсно-дуговой наплавки и сварки в струе охлаждающей жидкости или защитного газа не обеспечивают достаточно высокой производительности и не устраняют полностью возможнасть «примерзания электрода к изделию. Для устранения этих недостатков предлагается механизм периодического замыкания электрода с изделием объединить в общий узел с вращающимся выходным мундштуком, в котором отверстие для электрода расположено эксцентрично по отнощению к оси вращения. Для повышения эффективности защиты дуги 01 воздействия атмосферы сопло для подачи жидкО(:ти снабжено внутренней винтовой нарезкой для создания вращательного движения жидкости вокруг зоны сварки. В качестве привода вращения мундштука используется синхронный электродвигатель.
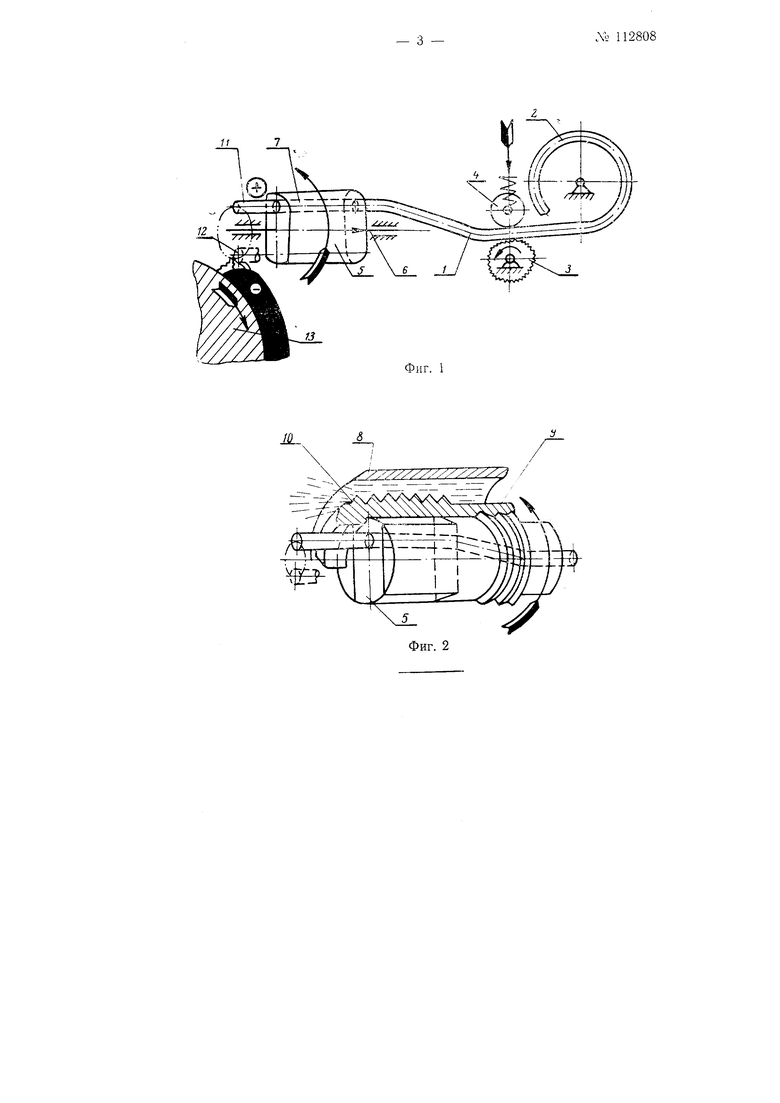
Шпиндель мундштука выполнен поворотным для регулирования углового положения мундштука относительно ротора двигателя, с целью согласования движения конца электрода с- изменением переменного или выпря.мленного пульсирующего тока в сварочной цепиНа фиг. 1 представлена схема механизма для периодического замыкания электрода с изделием; на фиг. 2 - сопло для подачи жидкости в зону сварки.
Электродная проволока 1 подается из катущки 2 с помощью призодного ролика 3 и нажимного ролика 4. Мундштук 5 вращается вокруг оси 6 и имеет эксцентрично расположенное отверстие 7 для прохода электродной проволоки. Сопло для подачи жидкости состоит из неподвижной наружной части 8 и вращающейся внутренней части 9, гнабженной резьбой 10. При вращении мундштука 5 конец электрода периодически переходит из положения 11 в положение 12, осуществляя кратковременные замыкания электрода с изделием 13.
К электроду подключают положительный полюс источника сварочного тока, а к изделию - отрицательный полюс. Резьба 10, расположенная на внутренней поверхности сопла, создает вращательное движе11ие жидкости и способствует образованию защитного конуса из жидкоЛ 112808- 2 -
сти вокруг зоны сварки. Для согласования движения конца электрода с изменением неременного или пульсирующего вынрямленного тока в сварочной цепи, вращение мупдщтука осуществляют с помощью синхронного электродвигателя, причем либо шпиндель мундштука выполнен поворотным для регулирования углового положения мундщтука относительно ротора двигателя, либо применен фазорегулятор в цепи питания для изменения фазы nepcMernioro тока.
Предмет изобретения
1.Автомат для имцуль,сно-дуговой наплавки и сварки металла в струе жидкости или защитного газа, содержащий механизм подачи электродной проволоки, выходной мундштук для нанравлення электрода на изделие, сопло для подачи жидкости или газа в зону сварки и механизм пер.иодического замыкания электрода с изделием, отличающийся тем, что, с целью повышения производительности и уменьшения вероятности при.мерзания электрода к изделию, механизм периодического замыкания электрода с изделием объединен в общий ззел с вращающимся выходным мундштуком, в котором отверстие для электрода расположено эксцентрично по отношению к оси вращения.
2.Автомат по п. 1, отличающийся тем, что, с целью повьннения эффективности защиты наплавляемого металла от воздействия атмосферы, сопло для подачи жидкости «ли защитного газа на изделие снабжено внутренней винтовой нарезкой для создания вращательного движения жидкости или газа и образования защитного конуса вокруг зоны сварки.
3.Автомат по нп- 1 и 2, отличающийся тем, что, с целью согласования движения конца электрода с изменениями переменного или пульсирующего выпрямленного тока в сварочной цепи, для вращения мундщтука применен синхронный электродвигатель, причем либо шпиндель мундштука выполнен поворотным для регулирования углового положения мундштука относительно ротора двигателя, либо применен фазорегулятор в цепи питания для изменения фазы переменного тока.
1
Фиг. 1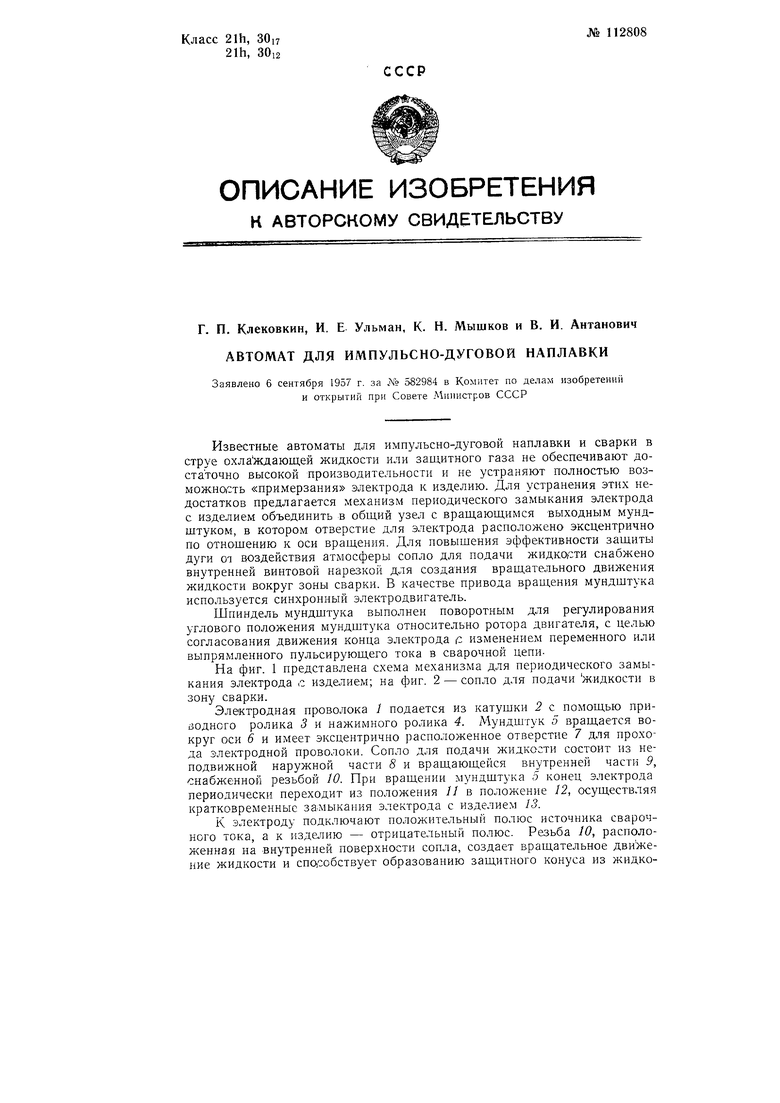
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для импульсно-дуговой наплавки | 1957 |
|
SU114194A1 |
| Автомат для импульсно-дуговой наплавки и сварки | 1957 |
|
SU113868A1 |
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129269A1 |
| Сварочная головка для автоматической импульсно-дуговой наплавки и сварки | 1959 |
|
SU125635A1 |
| Устройство для вибродуговой сварки и наплавки | 1960 |
|
SU141568A1 |
| Универсальный автомат для виброконтактной и вибродуговой наплавки и сварки | 1960 |
|
SU138681A1 |
| Сварочный пистолет для импульсно-дуговой наплавки и сварки | 1958 |
|
SU118924A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119805A1 |