Изобретение относится к сварочно производству, в частности к устройствам для дуговой сварки, и может быть использовано для автоматическо и полуавтоматической сварки или наплавки плавящимся электродом, преим щественно в защитных 1азах. Известна горелка, состоящая из корпусаС каналами для подачи сварочной проволоки, защитного газа и охлаждающей жидкости, газопроводя щего сопла, уплотнительных колец, а также гильзы с направляющей втулк и токопройодящим наконечником 1, Однако при разрушении выступающе из гильзы части направляющей втулки возможны короткие замыкания брызгам электродного металла промежутка гильза - мундштук, что исключает увеличенный вылет электрода и снижа производительность сварки. Материал используемый для изготовления направляющей втулки, должен обладать высокой износостойкостью, теплостойкостью и диэлектрическими свойствами, а такие материалы являются весьма хрупкими. Соосность ,направляющей втулки и токоподводящего наконечника устраняет единстве ный изгиб электродной проволоки и приводит к тому, что точка подвода тока к электроду равновероятна по всей длине канала в наконечнике. Изменения вылета электрода вызывают колебания режимов сварки, снижающие качество швов. Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является горелка для дуговой сварки с увеличенным вы-петом плавящегося электрода, содержащая сопло, токоподводящий мундщтук с установленной на нем изоляционной втулкой, а также закрепленный в токоподводящем мундштуке кожух с направляющей втулкой из износостойкого материала, например керамики 2 Недостатком данного- устройства является то, что керамические материалы обладают значительной хрупкостью. Направляющие втулки при сварке работают в условиях неравномерного нагрева, вызываемого передачей тепла от электродной проволоки к внутренней поверхности втулки и отводом тепла от наружной поверхности втулки к кожуху; попадания брызг расплавленного металла на тор-цовую. поверхность направляющей втулкч; интенсивного теплового воздейстВИЯ дугового разряда при его удлиЙении в процессе обрыва дуги в конце сварки. Все это приводит к быстрому разрушению керамических направляющих втулок.Потери времени на смену направляющих керамических втулок и большие денежные затраты на изготовление втулок, необходимых для работы сварочного поста, существенно снижают экономическую эффективность применения сварки с увеличенным вылетом электрода.
Вследствие низкой надежности горелок с керамическими направляющим Втулками процесс сварки с увеличенным вылетом электрода не нгааел широго применения в производстве.
Цель изобретения - повышение сро службы горелки.
Цель достигается тем, что в горелке для дуговой сварки с увеличенным вылетом плавящегося электрод содержащей сопло, токоподводящий мундштук с установленной на нем изоляционной втулкой, а также кожух с направляющей втулкой из износостойкого материала, на изоляционной втулке установлена обойма, в которо укреплен выполненный с наружным буртиком кожух, сопло выполнено с внутренним буртиком, расположенным ниже буртика кожуха в направлении подачи плавящегося электрода, а диаметр буртика кожуха равен или . больше диаметра буртика сопла.
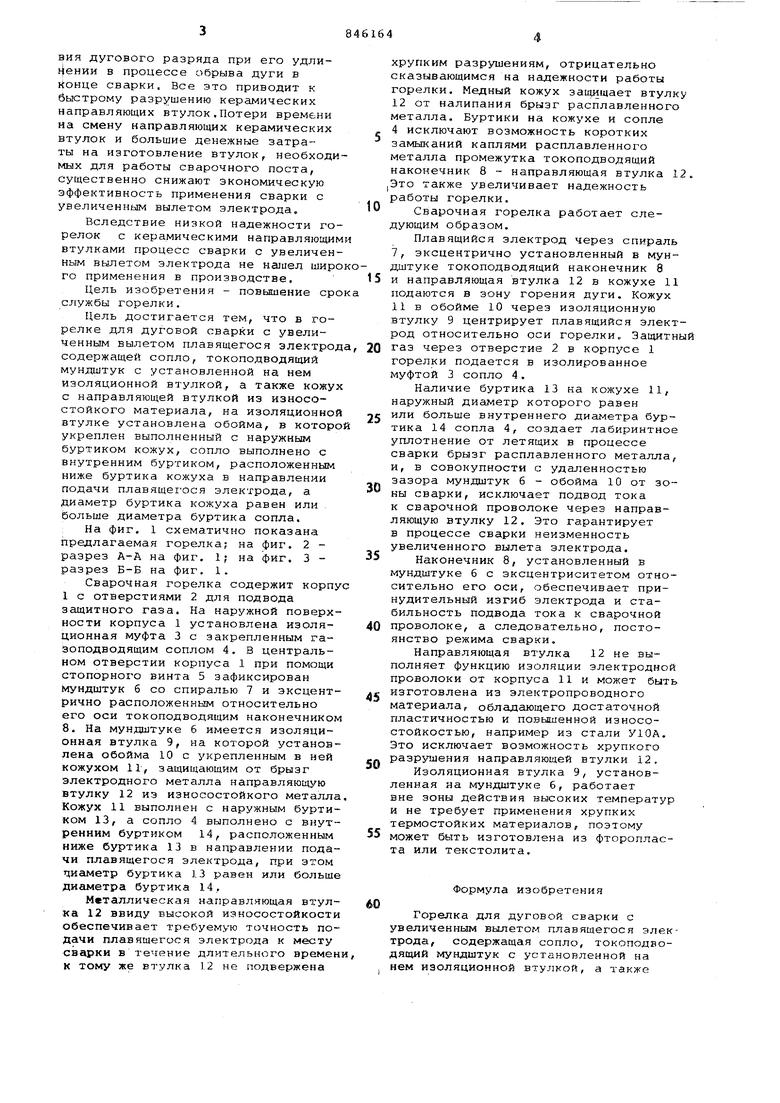
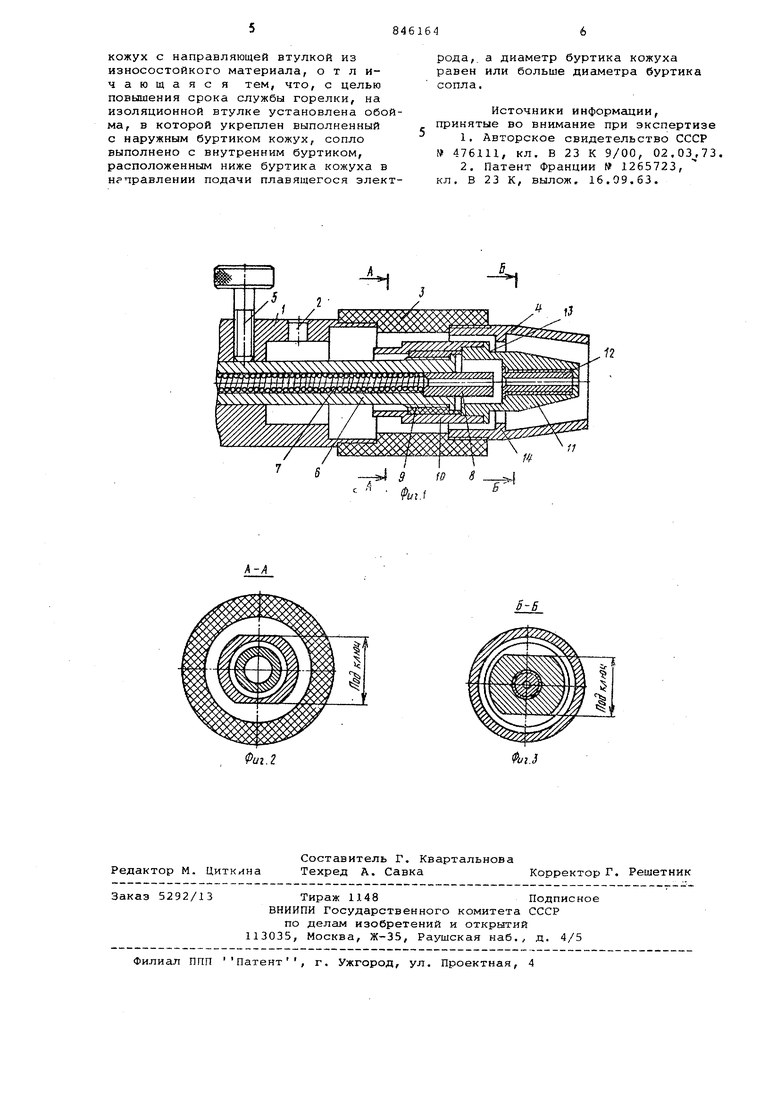
На фиг. 1 схематично показана предлагаемая горелка; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Сварочная горелка содержит корпу 1 с отверстиями 2 для подвода защитного газа. На наружной поверхности корпуса 1 установлена изоляционная муфта 3 с закрепленным iraзоподводящим соплом 4. В центральном отверстии корпуса 1 при помощи стопорного винта 5 зафиксирован мундштук 6 со спиралью 7 и эксцентрично расположенным относительно его оси токоподводящим наконечником 8. На мундштуке 6 имеется изоляционная втулка 9, на которой установлена обойма 10 с укрепленным в ней кожухом 11, защищающим от брызг электродного металла направляющую втулку 12 из износостойкого металла Кожух 11 выполнен с наружным буртиком 13, а сопло 4 выполнено с внутренним буртиком 14, расположенным ниже буртика 13 в направлении подачи плавящегося электрода, при этом дис1метр буртика 13 равен или больше диаметра буртика 14.
Металлическая направляющая втулка 12 ввиду высокой износостойкости обеспечивает требуемую точность подачи плавящегося электрода к месту сварки в те гение длительного времен К тому же втулка 1.2 не подвержена
хрупким разрушениям, отрицательно сказывающимся на надежности работы горелки. Медный кожух защищает втулк 12 от налипания брызг расплавленного металла. Буртики на кожухе и сопле 4 исключают возможность коротких замыканий каплями расплавленного металла промежутка токоподводящий наконечник 8 - направляющая втулка 1 Это также увеличивает надежность работы горелки.
Сварочная горелка работает следующим образом.
Плавящийся электрод через спираль 7, эксцентрично установленный в мундштуке токоподводящий наконечник 8 и направляющая втулка 12 в кожухе 11 подаются в зону горения дуги. Кожух 11 в обойме 10 через изоляционную втулку 9 центрирует плавящийся электрод относительно оси горелки. Защитн газ через отверстие 2 в корпусе 1 горелки подается в изолированное муфтой 3 сопло 4.
Наличие буртика 13 на кожухе 11, наружный диаметр которого равен или больше внутреннего диаметра буртика 14 сопла 4, создает лабиринтное уплотнение от летящих в процессе сварки брызг расплавленного металла, и, в совокупности с удаленностью зазора мундштук б - обойма 10 от зоны сварки, исключает подвод тока к сварочной проволоке через направляющую втулку 12. Это гарантирует в процессе сварки неизменность увеличенного вылета электрода.
Наконечник 8, установленный в мундштуке б с эксцентриситетом относительно его оси, обеспечивает принудительный изгиб электрода и стабильность подвода тока к сварочной проволоке, а следовательно, постоянство режима сварки.
Направляющая втулка 12 не выполняет функцию изоляции электродной проволоки от корпуса 11 и может быть изготовлена из электропроводного материала, обладающего достаточной пластичностью и повьлиенной износостойкостью, например из стали У10А. Это исключает возможность хрупкого разрушения направляющей втулки 12, Изоляционная втулка 9, установленная на мундштуке 6, работает вне зоны действия высоких температур и не требует применения хрупких термостойких материалов, поэтому может быть изготовлена из фторопласта или текстолита.
Формула изобретения
Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода, содержащая сопло, токоподводящий мундштук с установленной на нем изоляционной втулкой, а также
кожух с направляющей втулкой из износостойкого материала, о т л ичающаяс я тем, что, с целью повьшения срока службы горелки, на изоляционной втулке установлена обойма, в которой укреплен выполненный с наружным буртиком кожух, сопло выполнено с внутренним буртиком, расположенным ниже буртика кожуха в направлении подачи плавящегося электрода,, а диаметр буртика кожуха равен или больше диаметра буртика
сопла.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 476IH, кл. В 23 К 9/00, 02.03,73
2,Патент Франции № 1265723, кл. В 23 К, вылож, 16.99,63.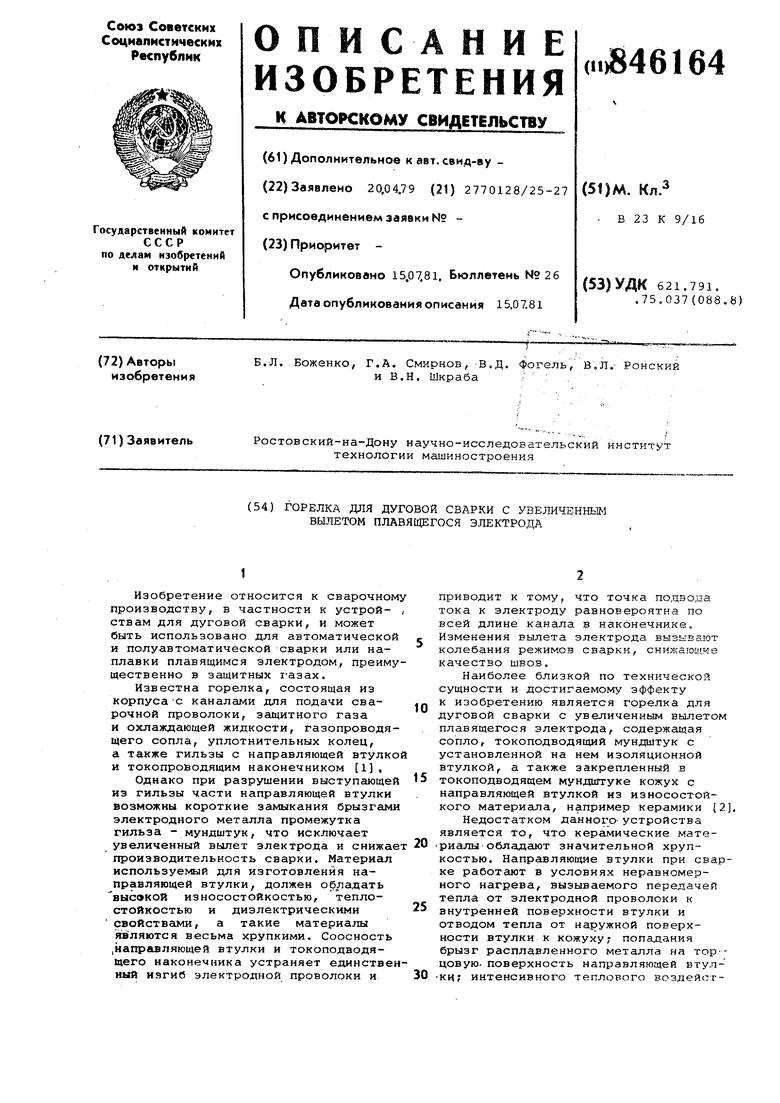
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
f
Фиг.г
