Изобретение относится к деревообрабатывающей промышленности и может найти применение при изготовлении деталей, имеющих на торцах скосы и фаски.
Известен станок для обработки деталей на клин, содержащий станину, поворотные пильные головки, механизм подачи в виде рольганга и механизм прижима 1.
Недостатком этой конструкции является невозможность образования скосов и фасок на двух концах деталей за один проход.
Известен станок для образования скосов и фасок на концах деревянных брусковых деталей, содержащий станину с неподвижной и подвижной колоннами, два поворотных суппорта с пильными головками, механизм подачи, включающий двухцепной конвейер с упорами, и гусеничные неприводные прижимные устройства, расположенные над цепями механизма подачи 2.
Недостатком известного станка, является то, что для получения размеров скосов и фасок на торцах деталей с требуемой точностью необходимо ужесточать требования к размерам заготовок по длине, хотя в ряде случаев требования к размерам деталей по длине, заложенные в чертежах на изделие, сравнительно невысоки. Однако даже при таком, ужесточении размеров по длине при скащивании концов заготовок процент брака в массовом производстве довольно высок. Поэтому на станках устанавливают дополнительную пильную головку, а предварительное торцевание выполняют с соответствующим припуском, что ведет к увеличению потерь древесины, энерго- и трудозатрат.
Цель изобретения - повышение качества обработки, снижение энерго- и трудозатрат и уменьщение потерь древесины.
Поставленная цель достигается тем, что в станке для образования скосов и фасок Нс1 концах деревянных брусковых деталей, содержащем станину с неподвижной и подвижной колоннами, два поворотных суппорта с пильными головками, механизм подачи и прижимное устройство, расположенное над ц(М1ями механизма подачи, механизм подачи снабжен двумя криволинейными направ,-|яю1цими. установленными по одной перед кг.жлой пильной головкой, а прижимное )(|ствс) выполнено в виде продольных п;|ра.;1.1сль11ых пластин, в которые вмонтированы подпружиненные утюжки Т-образн яо сечения, подвижно соединенные спластина.ми, кинематически связанные между собой и установленные группами, имеющими разную длину для обеспечения снижения усилий прижима обрабатываемой заготовки при взаимодействии ее с криволинейными направляющими.
При этом утюжки прижимного устройства снабжены продолговатыми отверстиями под шпильки, закрепленные в пластинах
Каждый из утюжков имеет уступ на одном его конце и выступ на другом, причем выступ каждого предыдущего утюжка расположен в уступе последующего.
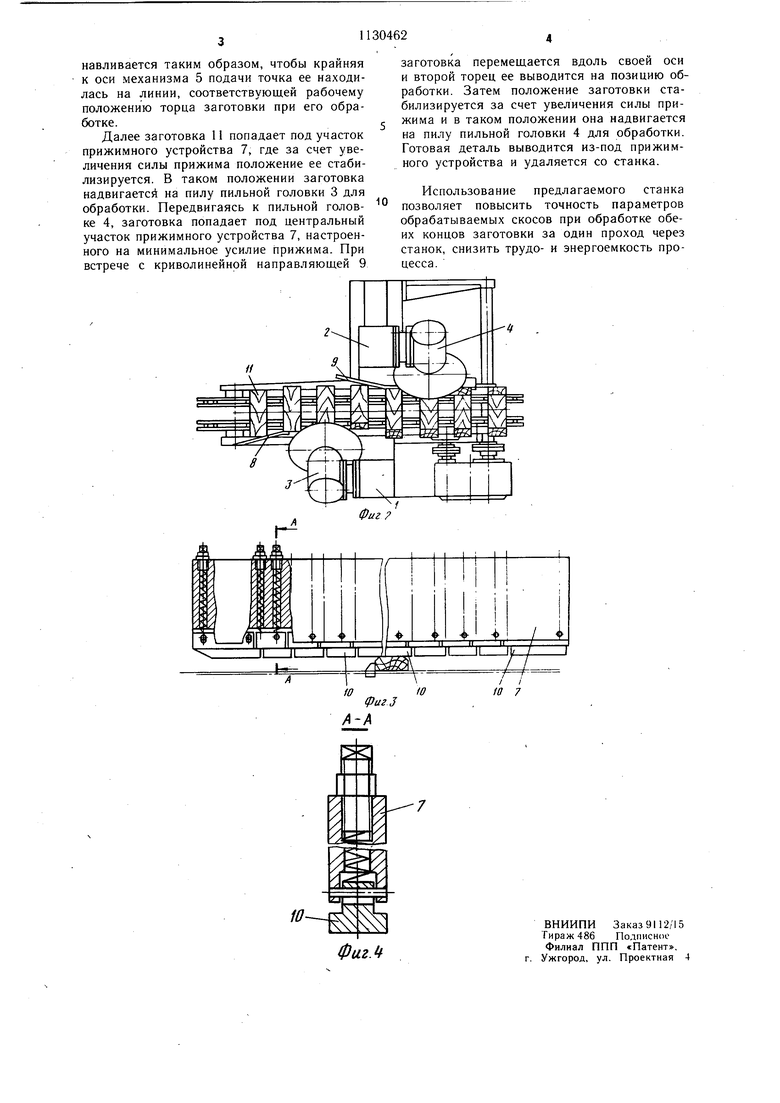
На фиг. 1 показан предлагаемый станок, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - прижимное устройство; на фиг. 4 -- разрез А-А на фиг. 3.
Станок состоит из станины с неподвижной колонной 1, подвижной колонны 2, поворотных суппортов с пильными головками 3 и 4, механизма 5 подачи с приводом 6 и прижимного устройства 7.
Механизм подачи снабжен двумя криволинейными направляющими 8 и 9, расположенными по одной перед каждой из пильных головок.
Прижимное устройство состоит из двух параллельных пластин. В продольном пазу нижней кромки каждой пластины вмонтированы подпружиненные утюжки 10 Т-образного сечения. На участках обработки концов заготовок 11 утюжки выполнены укороченными. На участках базирования и переба.зирования заготовок, а также первый и последний утюжки имеют большую длину. За счет этого сила прижима заготовок может быть больше или меньше.
Каждый утюжок 10 в продольном пазу удерживается посредство.м шпильки, закрепленной в пластине, и находится в кинематической связи с соседними утюжками. Отверстие под шпильку в утюжке имеет продолговатую форму. Кинематическая связь утюжков обеспечивается наличием уступа на одном конце утюжка и выступа на другом, приче.м выступ каждого предыдущего утюжка расположен в уступе последующего.
Станок работает следующим образом.
Обрабатываемая заготовка 11 при перемещении по механизму 5 подачи поднимает передний конец первого утюжка 10, вследствие чего он поворачивается на некоторый угол, Обеспечивая начальный прижим заготовки 11. Когда заготовка переместится за середину первого утюжка, он принимает горизонтальное положение и своим выступом воздействует на уступ второго утюжка, вследствие чего утюжок вначале поворачивается, затем принимает горизонтальное положение, воздействуя при этом на уступ третьего утюжка. Находясь в такой кинематической связи, утюжки поочередно прижимают заготовку к механизму 5 подачи.
Первый утюжок и последующие до пильной головки 3 имеют малое усилие прижи.ма, вследствие чего, когда торец заготовки взаимодействует с криволинейной направляющей 8, заготовка перемещается вдоль своей оси. Криволинейная направляющая 8 устанавливается таким образом, чтобы крайняя к оси механизма 5 подачи точка ее находилась на линии, соответствующей рабочему положению торца заготовки при его обработке.
Далее заготовка 11 попадает под участок прижимного устройства 7, где за счет увеличения силы прижима положение ее стабилизируется. В таком положении заготовка надвигаетсй на пилу пильной головки 3 для обработки. Передвигаясь к пильной головке 4, заготовка попадает под центральный участок прижимного устройства 7, настроенного на минимальное усилие прижима. При встрече с криволинейной направляющей 9
заготовка перемещается вдоль своей оси и второй торец ее выводится на позицию обработки. Затем положение заготовки стабилизируется за счет увеличения силы прижима и в таком положении она надвигается на пилу пильной головки 4 для обработки. Готовая деталь выводится из-под прижимного устройства и удаляется со станка.
Использование предлагаемого станка позволяет повысить точность пара.метров обрабатываемых скосов при обработке обеих концов заготовки за один проход через станок, снизить трудо- и энергоемкость процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Шипорезный двухсторонний станок | 1981 |
|
SU933459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| Станок для шлифования круглых прямолинейных и криволинейных деталей переменного сечения | 1959 |
|
SU124101A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Станок для обработки деревянных заготовок | 1981 |
|
SU967812A1 |
1. СТАНОК ДЛЯ ОБРАЗОВАНИЯ СКОСОВ И ФАСОК НА КОНЦАХ ДЕРЕВЯННЫХ БРУСКОВБ1Х ДЕТАЛЕЙ, содержащий станину с неподвижной и подвижной колоннами, два поворотных суппорта с пильными головками, механизм подачи и прижимное устройство, расположенное над цепями механизма подачи, отличающийся тем, что, с целью повыщения качества обработки и снижения энерго- и трудозатрат. механизм подачи снабжен двумя криволинейными направляющими, установленными по одной перед каждой пильной головкой, а прижимное устройство выполнено в виде продольных параллельных пластин, в которые вмонтированы подпружиненные утюжки Т-образного сечения, подвижно соединенные с пластинами, кинематически связанные между собой и установленные группами, имеющими разною длину для обеспечения снижения усилий прижима обрабатываемой заготовки при взаимодействии ее с криволинейными направляющими. 2.Станок по п. 1, отличающийся тем, что утюжки прижимного устройства снабжены продолговатыми отверстиями под шпильки, закрепленные в пластинах. 3.Станок по п. 1, отличающийся тем, что каждый из утюжков имеет уступ на одном его конце и выступ на другом, причем выступ каждого предыдущего утюжка расположен в уступе последующего. СО о и Од ю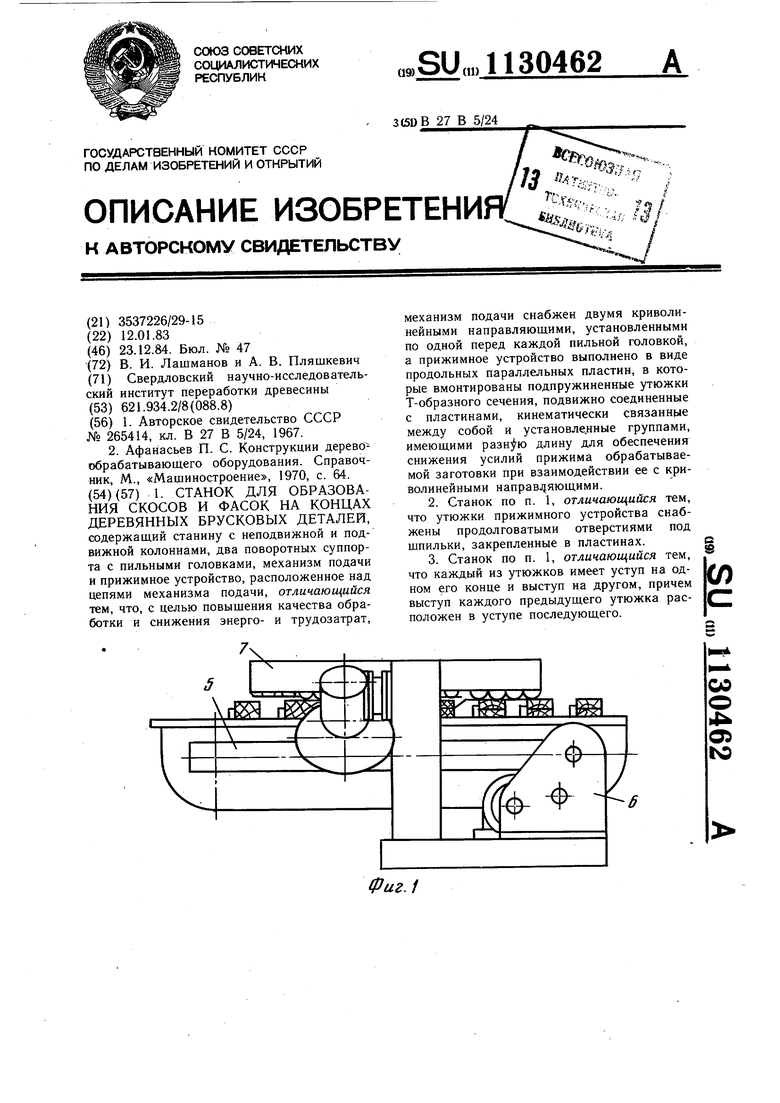
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ДЕТАЛЕЙ НА КЛИН | 0 |
|
SU265414A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Афанасьев П | |||
| С | |||
| Конструкции деревообрабатывающего оборудования | |||
| Справочник, М., «Машиностроение, 1970, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
