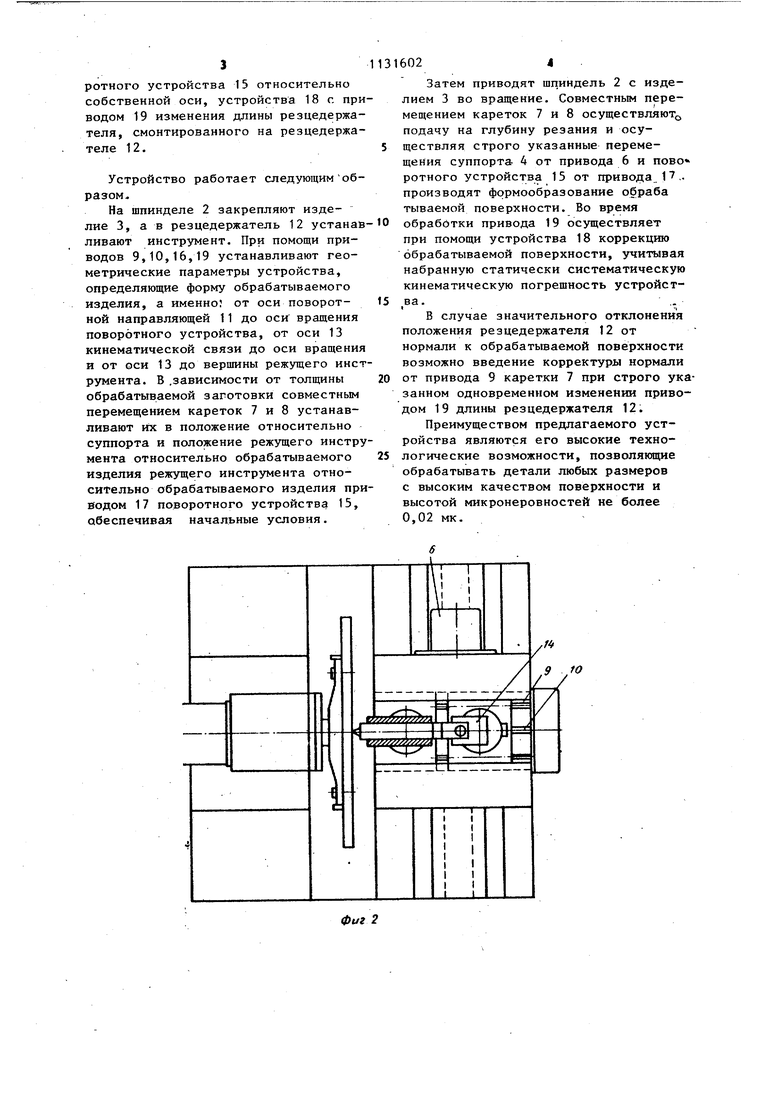
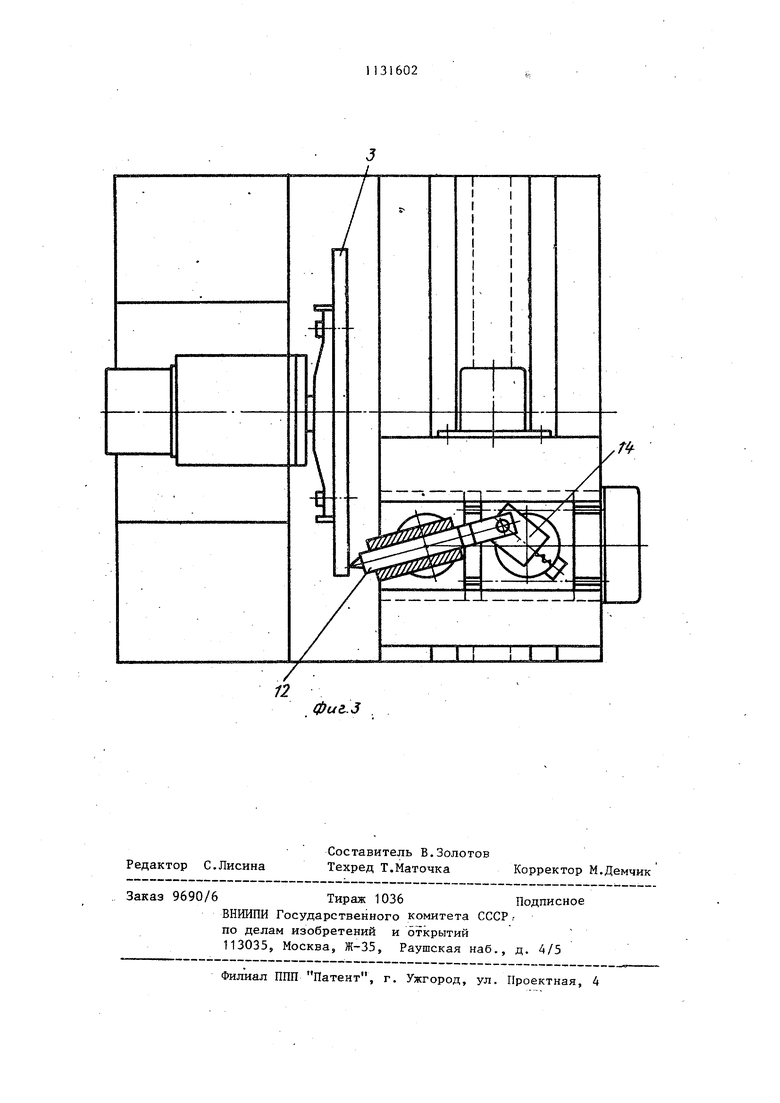
11 Изобретение относится к металлообработке и ;1ожет быть использовано при получении криволинейных поверхностей, в том числе и поверхностей особо высокой чистоты и точности, например, отражателей. Известно устройство для обработки криволинейных поверхностей, содержащее установленные на основании шпиндель и сумматор, оснащенный кареткой поперечных перемещений с ра мещенным на ней резцедержателем, установленным в поворотном аэ-роподшипнике с возможностью осевого перемещения и кинематически связанным с поворотным устройством ll . Формообразование осуществляется за счет перемещения суппорта параллельно плоскости вращения детали и перемещения разцедержателя в поворотной направляющей по закону, заданному поворотным устройством. Вмес те оба эти перемещения обеспечивают точность геометрии и зеркальную поверхность изделий. Недостатком известного устройства являются ограниченные технологические возможности, так как оно предназначено для обработки деталей малы диаметров. При обработке больших диаметров, например свьше 0,5 м,пере мещение суппорта становится большим, следовательно, резко увеличивается длина резцедержателя, что снижает ег устойчивость в азроподшипнике, вызывает усложнение конструкции, а зто ведет к снижению точности формообраз вания. Кроме того, при обработке деталей с большим радиусом кривизны происходит отклонение режущей кромки инструмента от нормы к профилю, что также ведет к снижению геометрическо точности формы обрабатываемой кривой Цель, изобретения - расширение технологических возможностей устройства и повышение точности формообразования. Поставленная цель достигается тем, что в устройстве для обработки криволинейных поверхностей, содержащем установленные на основании шпиндель и суппорт, оснащенньй кареткой поперечных перемещений с размещенным на ней резцедержателем,установленным в поворотном аэроподжипнике с возмож ностью осевого перемещения и кинематически связанным с поворотным устройством поворотное устройство ре 2. цедержателя установлено на введенную в устройство дополнительную каретку с приводом, размещенную на суппорте и имеющую возможностью движения соосно с кареткой поперечных перемещений.. Размещение обеих кареток на суппорте, имеющем возможность перемещаться параллельно плоскости вращения изделия, позволяет обрабатывать изделия практически любого диаметра с самой разнообразной формой поверхности фактически без увеличения размеров суппорта-, кареток и резцедержателя, что позволяет сохранить точность управления фо.рмообразующими перемещениями устройства при увеличении параметров обрабатываемого изделия. . Кроме того, возможность резцедержателя изменять СВОЮ длину позволяет осуществлять коррекцию систематичес-гь ких кинематических погрешностей устройства в зависимости от положения суппорта, что повьш1ает точность формообразования.. На фиг.1 схематически изображено предлагаемое устройство для обработки криволинейных поверхностей при нахождении вершины резца в центре обра- , батьшаемой поверхности; на фиг.2 то же, вид сверху,- на фиг.З - то же, вид сверху (при нахождении вершины резца на краю обрабатываемой поверхности) . Устройство состоит из основания 1 с установленным на нем шпинделем 2 с изделием : 3, суппорта 4, установленного на направляющих 5 основания 1 с возможностью перемещения параллельно плоскости вращения изделия от привода 6, кареток 7 и 8, установленных на суппорте 4 с возможностью соосного перемещения от приводов 9 и 10 соответственно,поворотной направляющей 11, установленной на каретке 7 таким образом, что ось ее поворота перпендикулярна плоскости перемещения суппорта 4, резцедержателя 12, размещенного в поворотной направляющей 11 с возможностью, возвратно-поступательного перемещения и кинематически связанного при помощи оси 13 и ползуна 14 с по-воротным устройством 15 и приво- . дом 16, установленным на каретке 8 и предназначенным для регулировки расстояния от оси 13 до оси вращения поворотного устройства 15, привода 17,обеспечивающего вращение поворотного устройства 15 относительно собственной оси, устройства 18 с пр водом 19 изменения длины резцедержа теля, смонтированного на резцедержа теле 12, Устройство работает следующимоб разом. На шпинделе 2 закрепляют изделие 3, а в резцедержатель 12 устанай ливают инструмент. При помощи приводов 9,10,16,19 устанавливают геометрические параметры устройства, определяющие форму обрабатываемого изделия, а именно; от оси поворотной направляющей 11 до оси вращения поворотного устройства, от оси 13 кинематической связи до оси вращения и от оси 13 до вершины режущего инст румента. В .зависимости от толщины обрабатываемой заготовки совместным перемещением кареток 7 и 8 устанавливают их в положение относительно суппорта и положение режущего инстру мента относительно обрабатываемого изделия режущего инструмента относительно обрабатываемого изделия при Е(одом 17 поворотного устройства 15, обеспечивая начальные условия. Затем приводят шпиндель 2 с изделием 3 во вращение. Совместным перемещением кареток 7 и 8 осуществляют подачу на глубину резания и осуществляя строго указанные перемещения суппорта- 4 от привода 6 и пово« ротного устройства 15 от привода П ,. производят формообразование обраба тываемой поверхности. Во время обработки привода 19 осуществляет при помощи устройства 18 коррекцию обрабатываемой поверхности, учитывая набранную статически систематическую кинематическую погрешность устройст ва. В случае значительного отклонения положения резцедержателя 12 от нормали к обрабатываемой поверхности возможно введение корректуры нормали от привода 9 каретки 7 при строго указанном одновременном изменении приводом 19 длины резцедержателя 12. Преимуществом предлагаемого устройства являются его высокие технологические возможности, позволяющие обрабатывать детали любых размеров с высоким качеством поверхности и высотой микронеровностей не более 0,02 мк.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для обработки некруглых поверхностей | 1984 |
|
SU1172644A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725455C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Механизм формообразования сложных поверхностей на токарном станке | 1989 |
|
SU1660847A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, содержащее установленные на основании ишиндель и суппорт, оснащенный кареткой : поперечных перемещений с размещенным на ней резцедержателем, установленным в поворотном аэроподшипнике с возможностью осевого перемещения и кинематически связанным с поворотным устройством, отличающееся тем, что, с целью расширения технологических возможностей и повышения точности формообразования, поворотное устройство резцедержателя установлено на введенную в устройство дополнительную каретку с приводом, размещенную на суппорте и имеющую возможность движения соосно с кареткой поперечных перемещений. (Л со О) о 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прецизионный станок Омега-Х | |||
| Iron Age Metalwerking International, 18, № 2, 1979, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
