Изобретение относится к станкостроению.
Известен токарный станок для обработки профильных поверхностей деталей, содержащий зажимное устройство, установленную на поперечном суппорте каретку, укрепленный на ней резцедержатель, и кулачковый механизм, связанный с зажимным устройством посредством шестерен 1.
В известном станке качательное движение от кулачкового механизма получает установленная на поперечном суппорте каретка, плечо между кулачком и осью поворота которой в процессе подачи поперечного суппорта постоянно изменяется. Такие изменения плеча поворота каретки не позволяют обеспечить заданную точность размеров профиля обрабатывае.мой детали, так как при этом изменяется и амплитуда колебания режущего инструмента, что особенно сказывается при применении круглого гребенчатого многолезвийного инструмента с затылованной задней гранью, так как после каждой заточки его передней грани положение режущих кромок изменяется.
Кро.ме того, в связи с тем, что по обе стороны зоны обработки детали расположены резцедержатель, механизм привода качания каретки и другие элементы станка, исключается возможность снабжения его средствами автоматизации загрузки-выгрузки деталей.
Цель изобретения - повыщение точности при одновременном улучщении обслуживания.
Указанная цель достигается тем, что токарный станок, содержащий станину, зажимное устройство и связанный с ним кулачковый механиз.м, установленную на поперечном суппорте каретку с укрепленным на ней резцедержателем, снабжен ложементом с неподвижным i поворотными корпусам и качающи.мся на оси от кулачкового механизма рычаго.м, на котором закреплен поперечный суппорт, а каретка снабжена индивидуальным приводом подачи.
Кроме того, с целью повышения надежности рычаг с поперечны.м суппортом установлен на оси качания с возможностью периодического возвратно-поступательного перемещения.
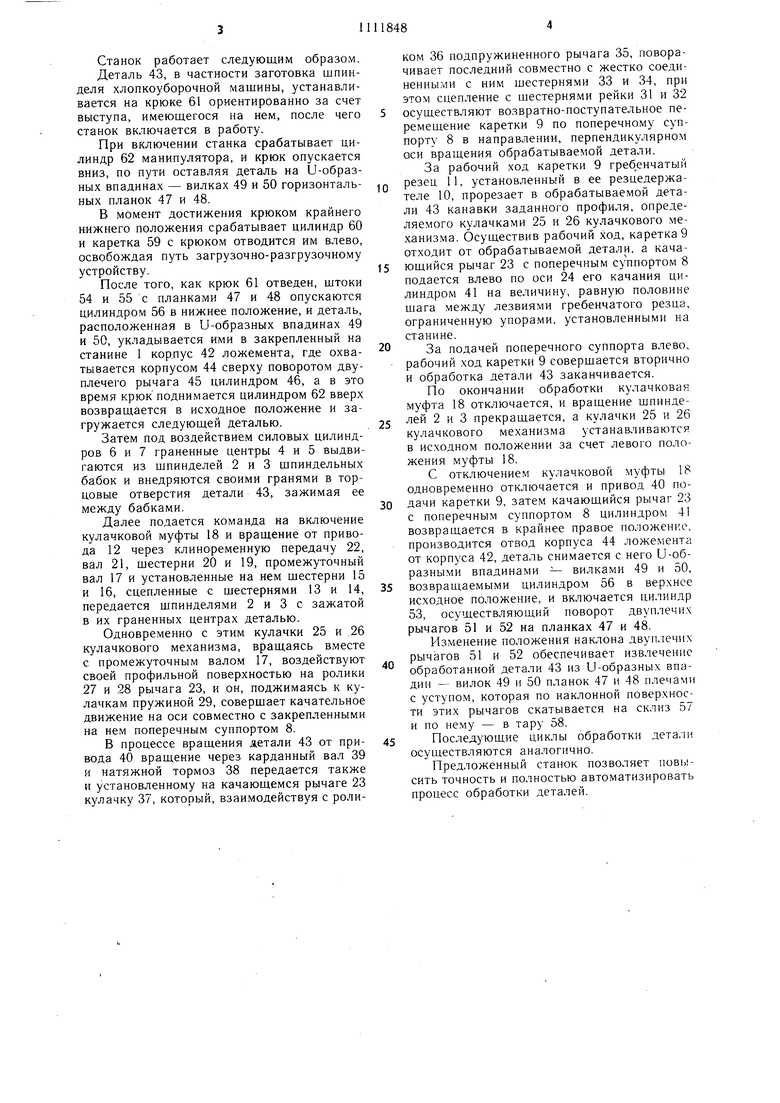
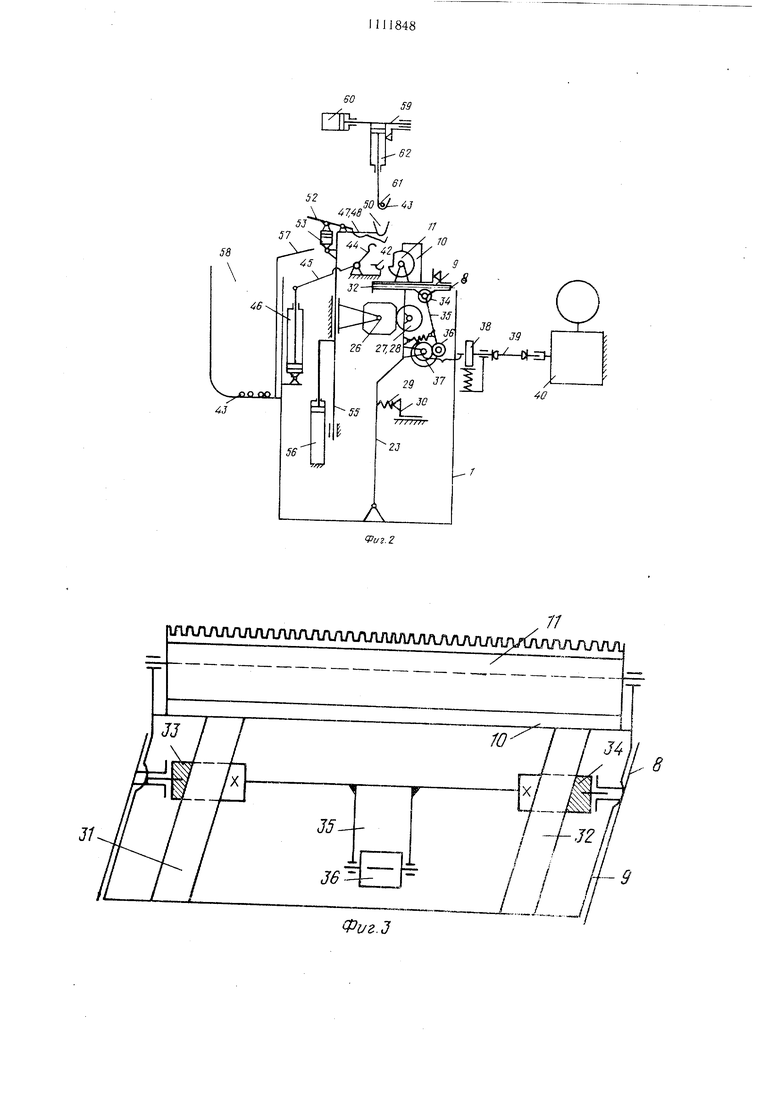
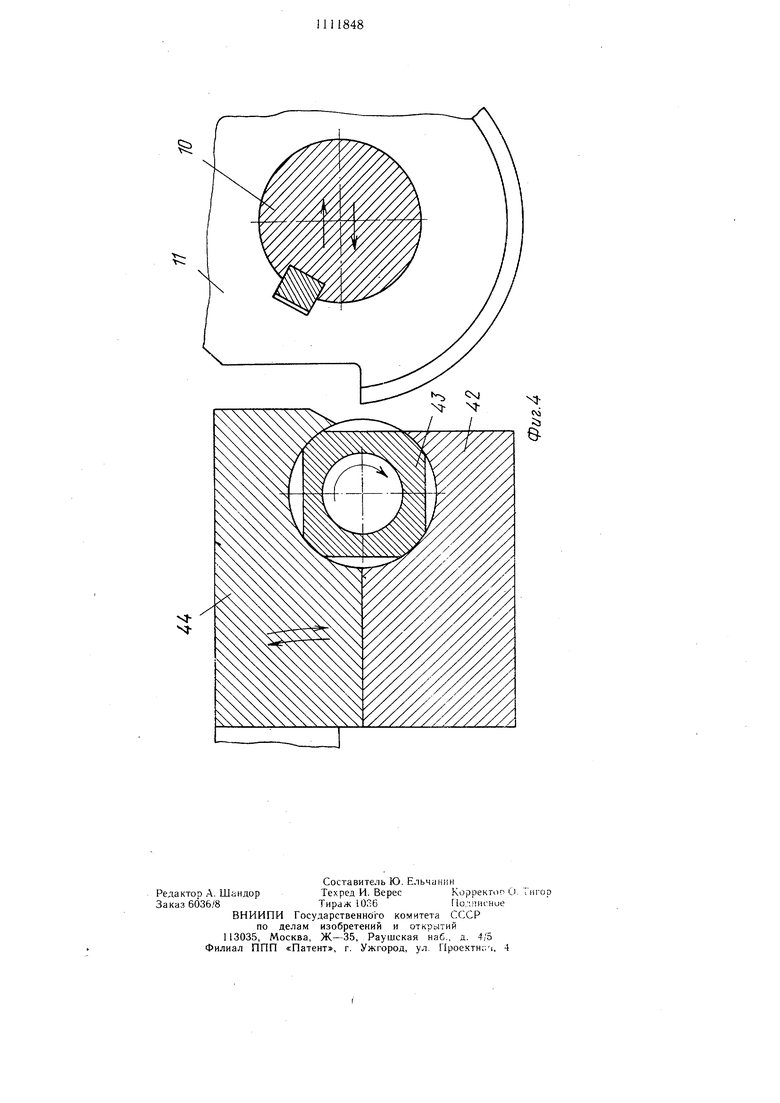
На фиг. 1 и 2 показана кине.матическая схема предлагаемого станка; на фиг. 3 - схема расположения каретки на поперечном суппорте, вид сверху; на фиг. 4 - поперечный разрез обрабатываемой детали и инструмента.
Станок содержит станину 1, зажимное устройство, состоящее из левой и правой шпиндельных бабок с размещенными в их щпинделях 2 и 3 подвижными в осевом направлении граненными центрами 4 и 5, соединенными соответственно со штоками силовых цилиндров б и 7, поперечный суппорт 8, установленную на нем каретку 9
с резцедержателем 10 и гребенчатым резцом 11, кулачковый механизм и привод 12. Шпиндели 2 и 3 шестернями 13 и 14 сцеплены с шестернями 15 и 16 про.межуточ5 ного вала 17 и через установленную на нем кулачковую муфту 18, а также шестерню 19, сцепленную с шестерней 20 вала 21, и клиноременную передачу 22 соединены с приводом 12.
OПоперечны.й суппорт 8 закреплен на рычаге 23, качающемся на оси 24 от кулачкового механизма, кулачки 25 и 26 которого установлены на промежуточном валу 17, а ролики 27 и 28 - на рычаге этого суппорта.
5Рычаг 23 пружиной 29 подпружинен
в сторону кулачков 25 и 26 относительно установленного на станине 1 регулируемого упора. 30.
Каретка 9 имеет рейки 31 и 32 зубчатореечного механизма, шестерни 33 и 34 которого установлены на поперечном суппорте 8 и несут жестко соединенный с ними рычаг 35 с роликом 36, подпружиненным к кулачку 37, установленному на качающемся рычаге 23.
5Кулачок 37 через натяжной тормоз 38
и карданный вал 39 связан с приводом 40 подачи каретки 9, а на станине 1 установлен цилиндр 41 перемещения качающегося рычага 23 вдоль оси 24 его качания.
Между левой и правой щпиндельными
0 бабками установлен ложемент, состоящий из закрепленного на станине неподвижного корпуса 42 и охватывающего обрабатываемую деталь 43 сверху корпуса 44, закрепленного на конце плеча двуплечего поворотного рычага 45, соединенного другим свои.м пле5 чом с цилиндром 46, и загрузочно-разгрузочное устройство, над которым размещен манипулятор.
Загрузочно-разгрузочное устройство об разовано расположе.чными по обе стороны ложемента горизонтальны.ми планками 47 и 48 с U-образными впадинами - вилками 49 и 50 на их конце и установленными на них склизами, выполненными в виде двуплечих поворотных рычагов 51 и 52, одно из плеч
5 которых расположено под U-образными впадинами - вилками и на конце имеет уступ, а другое соединено с цилиндром 53, установленным на щтоках 54 и 55, несущих планки 47 и 48 и снабженных цилиндрам 56 вертикального возвратно-поступательного их
0 перемещения.
Плечи двуплечих рычагов 51 и 52, связанные с цилиндром 53, расположены над неподвижным склизом 57 тары 58, закрепленной к станине 1.
Манипулятор включает каретку 59, ци линдр 60 ее горизонтального перемеш.ения и крюк 61, выполненный на конце штока вертикально расположенного к закрепленного к каретке снизу цилиндра 62,
Станок работает следующим образом.
Деталь 43, в частности заготовка шпинделя хлопкоуборочной машины, устанавливается на крюке 61 ориентированно за счет выступа, имеющегося на нем, после чего станок включается в работу.
При включении станка срабатывает цилиндр 62 манипулятора, и крюк опускается вниз, по пути оставляя деталь на U-образных впадинах - вилках 49 и 50 горизонтальных планок 47 и 48.
В момент достижения крюком крайнего нижнего положения срабатывает цилиндр 60 и каретка 59 с крюком отводится им влево, освобождая путь загрузочно-разгрузочному устройству.
После того, как крюк 61 отведен, штоки 54 и 55 с планками 47 и 48 опускаются цилиндром 56 в нижнее положение, и деталь, расположенная в U-образных впадинах 49 и 50, укладывается ими в закрепленный на станине 1 корпус 42 ложемента, где охватывается корпусом 44 сверху поворотом двуплечего рычага 45 цилиндром 46, а в это время крюкподнимается цилиндром 62 вверх возвращается в исходное положение и загружается следующей деталью.
Затем под воздействием силовых цилиндров 6 и 7 граненные центры 4 и 5 выдвигаются из шпинделей 2 и 3 шпиндельных бабок и внедряются своими гранями в торцовые отверстия детали 43, зажимая ее между бабками.
Далее подается команда на включение кулачковой муфты 18 и вращение от привода 12 через клиноременную передачу 22, вал 21, шестерни 20 и 19, промежуточный вал 17 и установленные на нем щестерни 15 и 16, сцепленные с шестернями 13 и 14, передается шпинделями 2 и 3 с зажатой в их граненных центрах деталью.
Одновременно с этим кулачки 25 и 26 кулачкового механизма, вращаясь вместе с промежуточным валом 17, воздействуют своей профильной поверхностью на ролики 27 и 28 рычага 23, и он, поджимаясь к кулачкам пружиной 29, совершает качательное движение на оси совместно с закрепленными на нем поперечным суппортом 8.
В процессе вращения детали 43 от привода 40 вращение через карданный вал 39 и натяжной тормоз 38 передается также и установленному на качающемся рычаге 23 кулачку 37, который, взаимодействуя с роликом 36 подпружиненного рычага 35, поворачивает последний совместно с жестко соединенными с ним шестернями 33 и 34, при этом сцепление с шестернями рейки 31 и 32 осушествляют возвратно-поступательное перемещение каретки 9 по поперечному суппорту 8 в направлении, перпендикулярном оси вращения обрабатываемой детали.
За рабочий ход каретки 9 греб енчатый резец 11, установленный в ее резцедержателе 10, прорезает в обрабатываемой детали 43 канавки заданного профиля, определяемого кулачками 25 и 26 кулачкового механизма. Осуществив рабочий ход, каретка 9 отходит от обрабатываемой детали, а качающийся рычаг 23 с поперечным суппортом 8 подается влево по оси 24 его качания цилиндром 41 на величину, равную половине шага между лезвиями гребенчатого резца, ограниченную упорами, установленными на станине.
За подачей поперечного суппорта влево, рабочий ход каретки 9 совершается вторично и обработка детали 43 заканчивается.
По окончании обработки кулачковая муфта 18 отключается, и вращение шпинделей 2 и 3 прекращается, а кулачки 25 и 26 кулачкового механизма устанавливаются в исходном положении за счет левого положения муфты 18.
С отключением кулачковой муфты 18 одновременно отключается и привод 40 подачи каретки 9, затем качающийся рычаг 23 с поперечным суппортом 8 цилиндром 41 возвращается в крайнее правое положение, производится отвод корпуса 44 ложемента от корпуса 42, деталь снимается с него U-образными впадинами - вилками 49 и 50, возвращаемыми цилиндром 56 в верхнее исходное положение, и включается цилиндр 53, осуществляющий поворот двуплечих рычагов 51 и 52 на планках 47 и 48.
Изменение положения наклона двуплечих рычагов 51 и 52 обеспечивает извлечение обработанной детали 43 из U-образных впадин - вилок 49 и 50 планок 47 и 48 плечами с уступом, которая по наклонной поверхности этих рычагов скатывается на склиз 57 и по нему - в тару 58.
Последующие циклы обработки детали осуществляются аналогично.
Предложенный станок позволяет повысить точность и полностью автоматизировать процесс обработки деталей.
Ifc ы;
59
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1972 |
|
SU338304A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1969 |
|
SU253526A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1972 |
|
SU327001A1 |
1. ТОКАРНЫЙ СТАНОК, содержащий станину, зажимное устройство н связанный с ним кулачковый механизм, Чстановлениую на поперечном сушюрте каретку с укрепленным на ней резцедержателем, отличающийся тем. что. с целью повышения точности обрабатываемой детали, станок снаб/кен ложементом с неподвижным и поворотными корпусами, качающимся на оси от ку;1ачково1о механизма рыча1ом, на котором закреплен поперечный суппорт, а каретка снабжена индпвидуальным приводом подачи. 2. Станок по и. 1. отличающийся тем, что, с исмью повышения надежности, рычаг, на котором закреп.UM поперечный суппорт, установлен на оси качания с возможностью периодического возвратно-поступательного перемещения. (Л 00 4 СХ)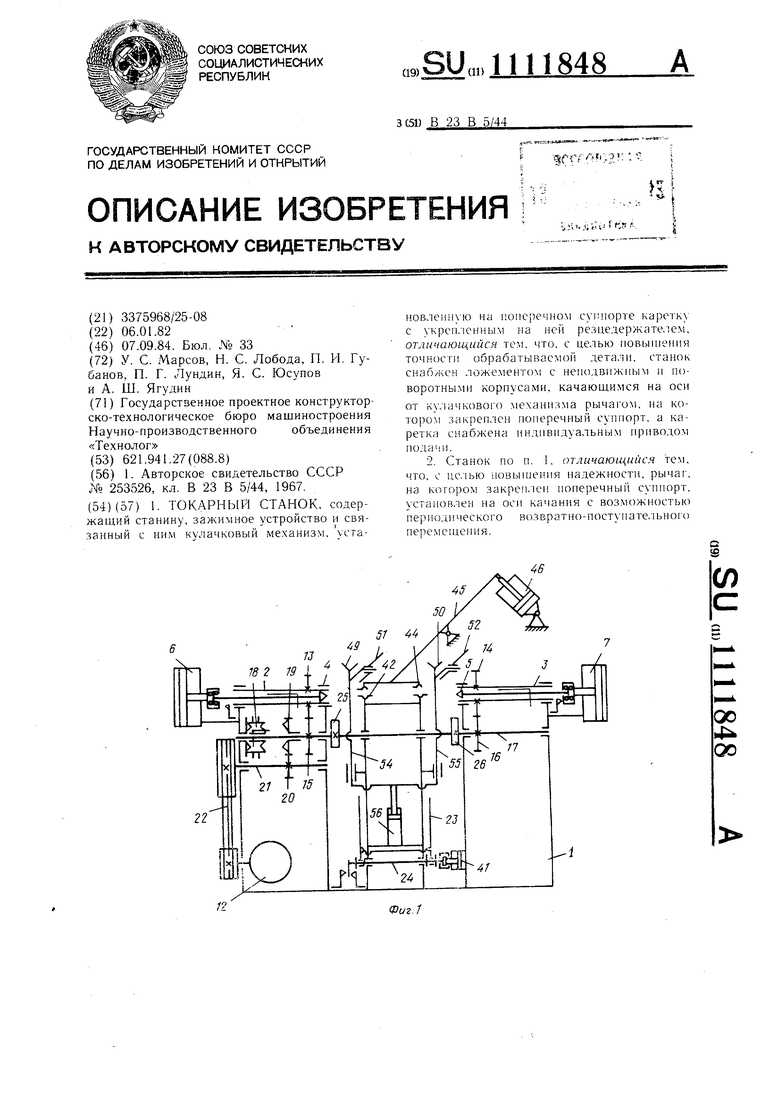
1ААЛЛАЛЛЛ/УУШЛЛЛЛЛЛЛЛЛЛУШАЛАЛ/1Л Х(/
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 0 |
|
SU253526A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
