2.Автомат по п. 1, отличающийся тем, что узел регулировочного перемещения корпуса ножниц выполнен в виде винтовой пары.
3.Автомат по п. 1, отличающийся тем, что механизм регулировочного перемещения опорной балки выполнен в виде винтовой пары и связанной с ней колено - рычажной системы , соединенной с опорной балкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кривошипные ножницы для резки заготовок | 1983 |
|
SU1133048A2 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки листового и полосового материала | 1980 |
|
SU998005A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Летучие ножницы | 1985 |
|
SU1424995A1 |
1. АВТОМАТ ЛИСТОШТАМПОВОЧ НЫЙ по авт. ев. № 1031650, отличающийся тем, что, с целью повышения долговечности, он снабжен дополнительными направлякнцими, смонтированными на станине перпендикулярно перемещению ползуна, ножницы снабжены корпусом с направляняцимн, расположенными параллельно перемещению ползуна, опорная балка ножниц размещена в указанных направляю цих корпуса с возможностью перемещения посредством механизма регулиро вочного перемещения, а корпус установлен на дополнительных направляющих станины с возможностью перемещения посредством узла регулировочного перемещения. (Л с: S ее о о со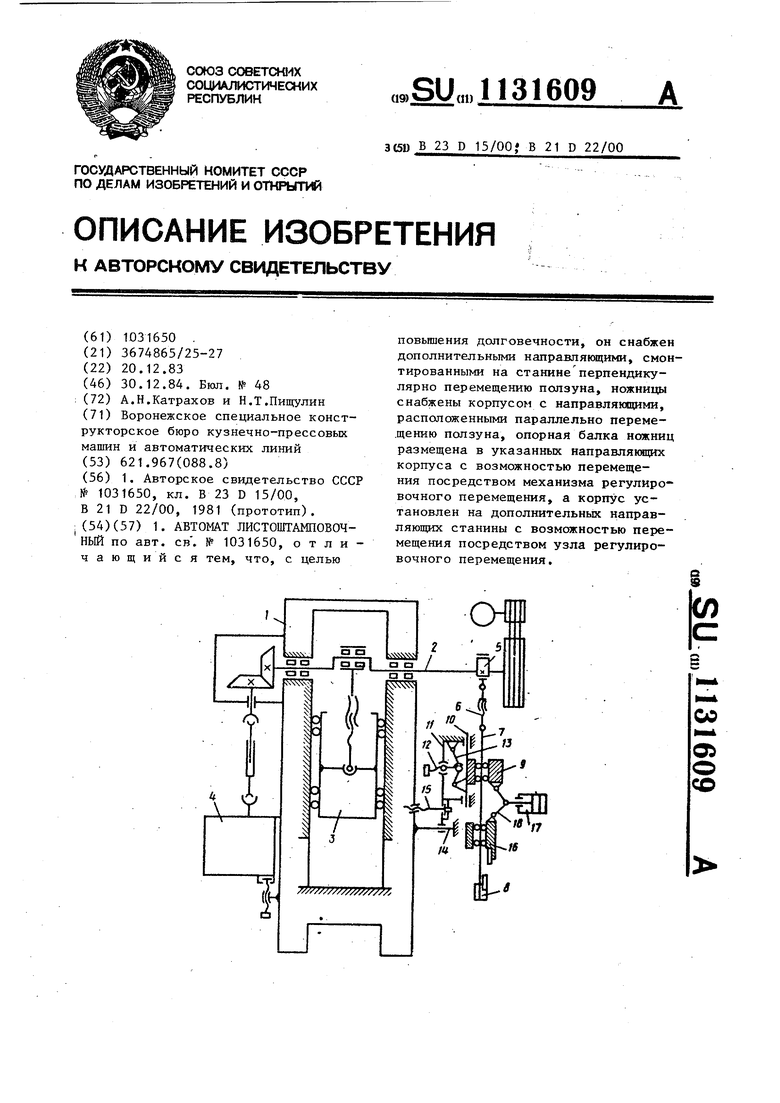
Изобретение относится к обработке металлов давлением, а именно к листоштамповочным автоматам, предна наченным для получения изделий из ленточного и полосового материала методом холодной, штамповки в различ ных отраслях промышленности. По основному авт. св. № 1031650 известен автомат листоштамповочный, содержащий станину, приводной ползун, приводной подающий механизм и ножни1Цз1 дпя резки отштампованной ленты, выполненные в виде опорной балки с неприводным ножом, приводно го ножа, установленного в направляющих, и исполнительного механизма управляющего устройства в виде сило вого цилиндра при этом опорная бал ка неприводного ножа смонтирована н направляющих приводного ножа с возм ностью перемещения по ним и связана с силовым цилиндром управляющего устройства посредством колено-рычаж ного механизма L1J. Недостатком, снижающим производительность известного листоштамповочного автомата является отсутстви регулировок ножниц по высоте подачи ленты под штамповой плитой и вдоль направления подачи ленты. Это созда ет дополнительные усилия на звенья привода подачи из-за необходимости изгибать ленту при подаче ее в ножницы. Кроме того, из-за отсутствия регулировки положения ножниц вдоль направления подачи резка отштампованной ленты происходит не по наименьшему сечению перемычек, что также создает дополнительное усилие в звеньях привода ножниц. Все это приводит к снижению долговечности автомата. Цель изобретения - повышение дол говечности. Поставленная цель достигается тем, что автомат листоштамповочный снабжен дополнительными направляющими, смонтированными на станине перпендикулярно перемещению ползуна, ножницы снабжены корпусом с направляющими, расположенными параллельно перемещению ползуна, опорная балка ножниц размещена в указанных направляющих корпуса с возможностью перемещения посредством механизма регулировочного перемещения, а корпус установлен на дополнительных направляющих станины с возможностью перемещения посредством узла.регулировочного перемещения. Узел регулировочного перемещения корпуса ножниц может быть выполнен в виде винтовой пары. Механизм регулировочного перемещения опорной балки может бЫть выполнен в виде винтовой пары и связанной с ней колено-рычажной системы, соединенной с опорной балкой. На чертеже приведена схема предлагаемого листоштамповочного автомата. Автомат содержит станину 1, кривошипный вал 2, ползун 3, механизм 4 подачи и ножницы для резки отходов с приводом от кривошипного вала 2, состоящие из эксцентрика 5, жестко закрепленного на валу 2, шатуна 6, направляющих колонок 7, связывающих шатун 6 и балку приводного ножа 8, опорной балки 9, установленной в направляющих 10 корпуса 11, с возможностью перемещения по ним параллельно перемещению ползуна 3 от механизма регулировочного перемещения, например винтовой пары 12 и кйлено-рычажной системы 13, соединенной с опорной балкой 9. Корпус 11 установлен на дополнительных направляющих, К, укрепленных перпендикулярно перемещению ползуна 3 на станине 1 с возможноетью перемещения по ним с помощью узла регулировочного перемещения, например винтовой пары 15. Опорная бал ка 9 связана с балкой неприводного ножа 16 с помощою управляющего устройства, например пневмоцилиндра 17 колено-рычажного механизма 18. Автомат работает следующим образом. Перед началом работы на счетчике задающего устройства, управляющего работой ножниц, устанавливают желаемую кратность реза отходов. Включаю двигатель привода, начинает зращатьс кривошипный вал 2, приводя в движение ползун 3 и механизм 4 подачи. Эксцентрик 5, вращаясь вместе-с кривошипным валом 2, сообщает через шатун 6 и направляющие колонки 7 возвратно-поступательное движение балке приводного ножа 8. При отсутствии команды на управляющем устройстве балка неприводного ножа 16 с помощью пневмоцилиндра 17 и колено-рычажного механизма 18 поднята и приводной нож 8, укрепленный в балке, не касается ножа, уста новленного на балке неприводного ножа 16, и реза не происходит. При подаче сигнала от счетчика задающего устройства шток пневмоцилиндра 17, воздействуя на колено-рычажный меха 094 низм 18, опускает балку неприводного ножа 16 и при очередном ходе ножа, укрепленного в балке приводного ножа 8, и взаимодействии с ножом, укрепленным в балке неприводного ножа 16, происходит резка отштампованной ленты. . Далее в зависимости от программы, заданной управлякицему устройству, балка неприводного ножа 16 либо ос- . тается на месте, и рез происходит за каждый оборот вала 2, либо .отводится в исходное положение и реза не происходит до следующей команды. Для того, чтобы резка отштампованной ленты происходила с минимальным усилием, корпус 11 ножниц с помощью винтовой пары 15 регулируют вдоль направления подачи ленты, таким образом, чтобы в плоскость реза попалти перемычки наименьшего сечения. Для подачи ленты с наименьшим усилием опорную балку 9 нсжниц регулируют в направлении, параллельном перемещению ползуна 3, т.е. перпендикулярно направлению подачи ленты с помощью винтовой пары 12 и колено-рычажной системы 13 так, чтобы лента проходила в ножи ножниц без изгиба. Изобретение обеспечивает работу автомата с наименьшими нагрузками в узлах механизации, что повышает его долговечность по сравнению с прототипом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат листоштамповочный | 1981 |
|
SU1031650A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
