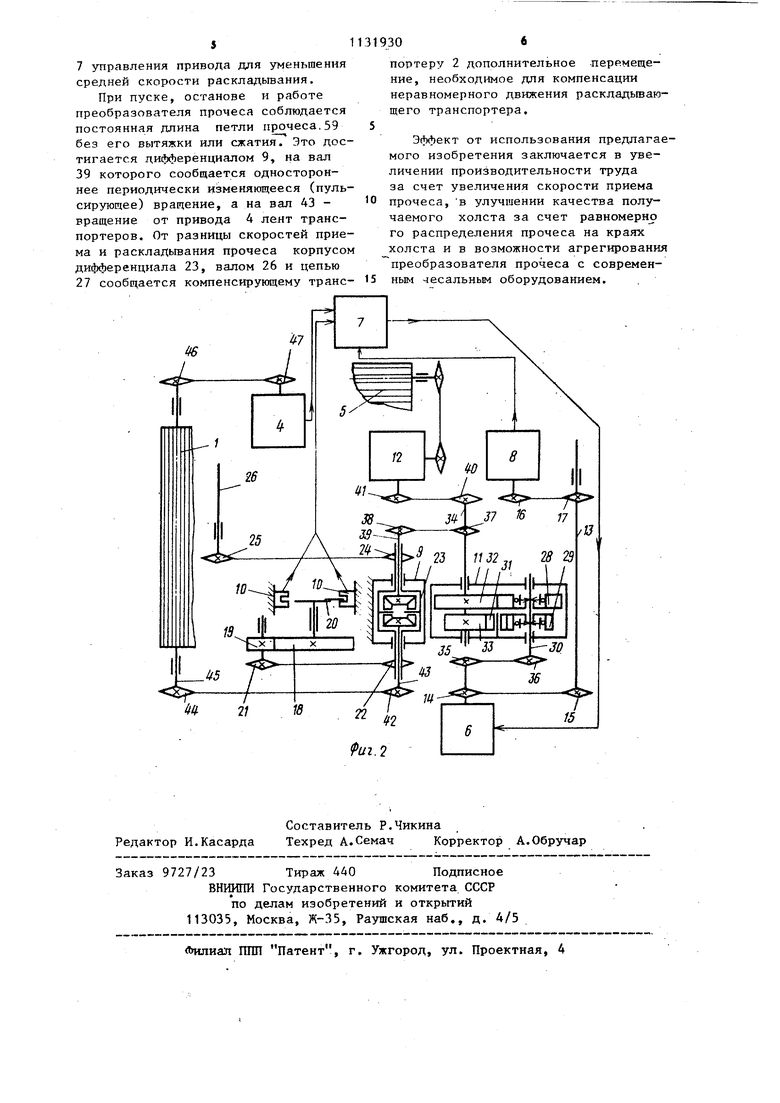
Изобретение относится к текстильной промышленности и может быть использовано в производстве нетканых материалов. Известен преобразователь прочеса, содержащий приемный, компенсирующий и раскладьшающий транспортеры, их привод, отводярщй транспортер и привод раскладьгоания l . Недостатками этого преобразователя являются ограниченная скорость приема прочеса и неравномерное распределением волокон на краях холста, что снижает производительность преоб разователя и Ka4ectBO получаемого холста. Цель изобретения - повышение производительности и качестве получаемого холста. Цель достигается тем, что преобразователь прочеса, содержащий приемньй, компенсирующий и раскладывающий транспортеры, их привод, отводящий транспортер и привод раскладывания, снабжен электронным блоком управления привода, датчиком определения местонахождения раскладывающего транспортера и средством коррекции скорости раскладывания, со держащим дифференциал, датчики коррекции и механизм преобразования реверсивного вращения в пульсирующее, при этом электронный блок управления электрически связан с приводом раскладывания, датчиком определения местонахождения раскладывающего транспортера и датчиками коррекции, датчик определения местонахождения раскладьшающего транспортера кинематически связан с приводом раскладывания, датчики коррекции - с компенсирующим транспортером, механизм преобразования реверсивного вра.щения в пульсирующее - с приводом раскладьгоания, а дифференциал - с механизмом преобразования, приводом транспортеров и компенсирующим транс портером. Цри этом, механизм преобразования реверсивного вращения в пульсирующее кинематически связан с отводящим транспортером. На фиг. 1 представлена схема преобразователя прочеса; на фиг. 2 кинематическая схема с указанием электрических связей. Преобразователь прочеса включает приемный транспортер 1, компенсирующий транспортер 2, раскладывающий транспортер 3, привод 4 лент транспортеров, отводящий транспортер 5, привод 6 раскладывания, электронный, блок 7 управления привода, датчик 8 определения местрнахождения раскладьтающего транспортера, средство коррекции скорости р;аскладьшания, содержащее дифференциал 9, датчики 10 коррекции и механизм 11 преобразо- вания реверсивного вращения в пульсирующее, а также привод 12 отводящего транспортера. Электронньй блок 7 управления привода электрически связан с приводом 6 раскладьшания, датчиком 8 определения местонахождения раскладьшающего транспор.тера, датчиками 10 коррекции и приводом 12 отводящего транспортера. Датчик 8 определения местонахождения раскладывающего транспортера кинематически связан с приводом 6 раскладывания через вал 13, который служит для передачи возвратно-поступательного движения раскладывающему транспортеру 3. , Связь осу1чествляется цепными передачами со звездочками 14 и 15, 16 и 17. Датчики 10 коррекции кинематически связаны с компенсирующим транспортером 2. Связь осуществляется зубчатой передачей с шестернями 18 и 19, при этом- к шестерне 18 прикреплен элемент 20 срабатывания датчиков, цепной передачей со звездочками 21 и 22, корпусом 23 дифференциала 9, цепной передачей со звездочками 24 к 25, валом 26 и цепью 27 (фиг. 1). Механизм 11 преобразования реверсивного вращения в пулйсирующее выполнен в виде двух работающих противоположно друг другу обгонных муфт 28 и 29 (фиг. 2) на валу 30, одной паразитной шестерни 31 и шестерен 32 и 33 на валу 34 в зацейЛении с корпусами обгонных муфт кинематически связан с приводом 6 раскладьюания цепной передачей со звездочками 35 и 36, дифференциалом 9 цепной передачей со звездочками 37 на валу 34 и 38 на валу 39, приводом 12 отводящего транспортера 5 цепной передачей со звездочками 40 и 41. Дифференциал 9 кинематически связан также с приводом 4 лент транспортеров цепной передачей со звездочками 42 на валу 43 и 44 на валу 45 приемного транспортера 1 и цепными передачами 46 и 47. Привод 6 раскладьгоания кинематически связан с раскладывающим транспортером 3 цепной передачей со звездочками 14 и 15, валом 13-И цепью 18 (фиг. 1), прикрепленной к раме 49 раскладьшаю щего транспортера к точке 50. Ленты 51 приемного,52 компенсирующего и 53раскладдаающего транспортеров кинематически связаны одна с другой бесконечной цепью (не показана). Раскладывающий транспортер 3 и компенсирующий транспортер 2 кинема тически связаны друг с другом цепью 27, прикрепленной к раме 49 раскладывающего транспортера 3 в точках 54и 55 и образующей с валами 26 и 56, опорами 57 и 58 и рамой 49 замкнутый контур. Раскладываа дий и компенсирующий транспортеры установ лены на направляющие и могут пере.двигаться на роликах. Прочес 59 указан на фиг. 1 пунктирной линией. Преобразователь прочеса работает следующим образом. Прочес 59 с постоянной скоростью поступает на приемный транспортер 1, постепенно передается на компенсирующий транспортер 2, а затем на раскладывающий транспортер 3, производящий раскладку .на отводящий транспортер 5. Привод 4 работает со скоростью, необходимой для приема прочеса, синхронно с машиной, с которой подается прочес. Электрической связью датчика 8 определения местонахождения -раскладьтающего транспортера 3 с электронным блоком 7 управления привода задается такой закон движения р-аскладьгаающёго транспортера 3, при котором скорость раскладывающего транспортера возрастает .в середине хода возвратно-поступательного движения и уменьшается на концах хода, обе.спечивая плавнь.й реверс Для компенсации разницы .скоростей приема и раскладьшания прочеса компенсирукяций транспортер 2 совершает дополнительные перемещения так, что при.большей скорости раскладывания дополнительно отдает прочес на раскладывающий транспортер, .а при большей скорости приема прочеса дополнительно принимает прочес. При этом обеспечивается соответствие длины раскладьгоающего прочеса к дл не соответствующих суммарных переме щений раскладывающего транспортера 3 как при стабильной работе преобразователя, так и при его разгоне и остановке. При стабильной работе преобразователя прочеса средняя скорость раскладывания и скорость приема прочеса в заданных пределах равны. При этом дополнительное перемещение компенсирующего транспортера 2 производится дифференциалом 9, а элемент 20 срабатьшания датчиков колеблется по кругу между датчиками 10 коррекции, не доходя до них. Датчики 10 не срабатьшают, так как среднее положение корпуса 23 дифференциала 9 и вала 26, а также амплитуда движения компенсирующего транспортера 2 не изменяются. В случае возникновения разницы средней скорости раскладьтания и скорости приема прочеса сверх заданного предела дополнительные перемещения компенсирующего транспортера 2 обеспечиваются электронным блоком 7 уп- равления привода, датчиком 8 определения местонахождения раскладывающего транспортера 3 и средством коррекции скорости раскладьгоания до тех пор, пока не достигается сравнивание скоростей в заданных пределах. При этом, если скорость приемного транспортера больше средней СКОРОСТИ раскладьтания, то среднее для цикла положение корпуса 23 дифференциала 9 и вала 26 смещается по часовой стрелке (фиг. 1). От этого амплитуда движения компенсирующего транспортера 2 с каждым циклом смещается влево тем больше, чем больше разница скоростей. Элемент 20 срабатывания датчиков 10 поворачивается до левого датчика, от которого идет сигнал в электронный блок 7 управления привода для увел1шения средней скор-ости раскладывания. В случае, если скорость приемного транспортера меньше средней скорости раскладывания, среднее для цикла .положение корпуса 23 дифференциала 9 и вала 26 смещается против часовой стрелки (фиг. 1). При этом амплитуда движения KOMneHCHpyHmefo транспортера 2 с каждым циклом перемещается вправо. Элемент 20 срабатн вания датчиков 10 (фиг. 2) поворачивается до правого датчика, от которого идет сигнал в электронный .блок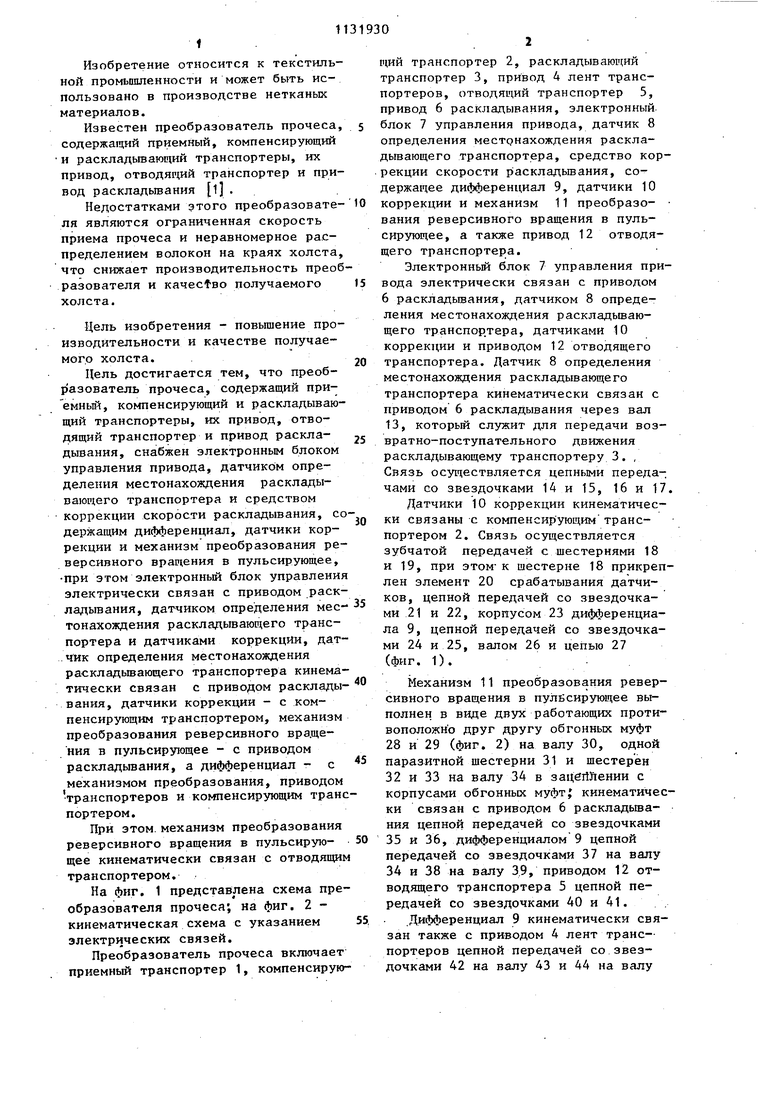

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕОБРАЗОВАТЕЛЬ ПРОЧЕСА | 1992 |
|
RU2023066C1 |
| Поточная линия для производства холста нетканого материала | 1988 |
|
SU1740511A1 |
| ПРЕОБРАЗОВАТЕЛЬ ПРОЧЕСА | 1992 |
|
RU2019590C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА | 1991 |
|
RU2025978C1 |
| ВСЕСОЮЗНАЯ IПАТ?НГНО-ТЕХ1Ш'^ЕСКДя! | 1972 |
|
SU347380A1 |
| ГРЕБНЕЧЕСАЛЬНАЯ МАШИНА | 1990 |
|
RU2051217C1 |
| Устройство для закатки обрезиненного корда в прокладку | 1989 |
|
SU1728052A1 |
| Устройство для закатки обрезиненного корда в прокладку | 1989 |
|
SU1654015A1 |
| Машина для настилания на раскройный стол полотен ткани | 1974 |
|
SU662468A1 |
| Устройство для центрирования лесоматериалов | 1979 |
|
SU781149A1 |
1. ПРЕОБРАЗОВАТЕЛЬ ПРОЧЕС содержащий приемньш, компенсирующи и раскладьшаюгщй транспортеры, их привод, отводящий транспортер и привод раскладывания, отлича щийся тем, что, с целью повышения производительности и качеств получаемого холста, он снабжен эле ронным блоком управления привода, датчиком определения местонахождения раскладьшающего транспортера и средством коррекции скорости раскладывания, содержащим дифференциал, датчики коррекции и механизм преобразования реверсивного вращения в пульсирующее, при этом электронный блок управления электрически связан с приводом раскладьтания, датчиком определения местонахождения раскладывающего транспортера и датчиками коррекции, датчик определения местонахождения раскладывающего транспортера кинематически связан с приводом раскладьгоания, датчики коррекции - с компенсирующим транспортером, механизм преобразования реверсивного вращения в пульсирующее - с приводом раскладьгоания, а дифференциал - с механизмом преобразования, приводом транспортеров и компенсирующим транспортером. 2. Преобразователь по п. 1, отличающийся тем, что меха- 5 низм преобразования реверсивного вращения в пульсирующее кинематически связан с отводящим транспортером.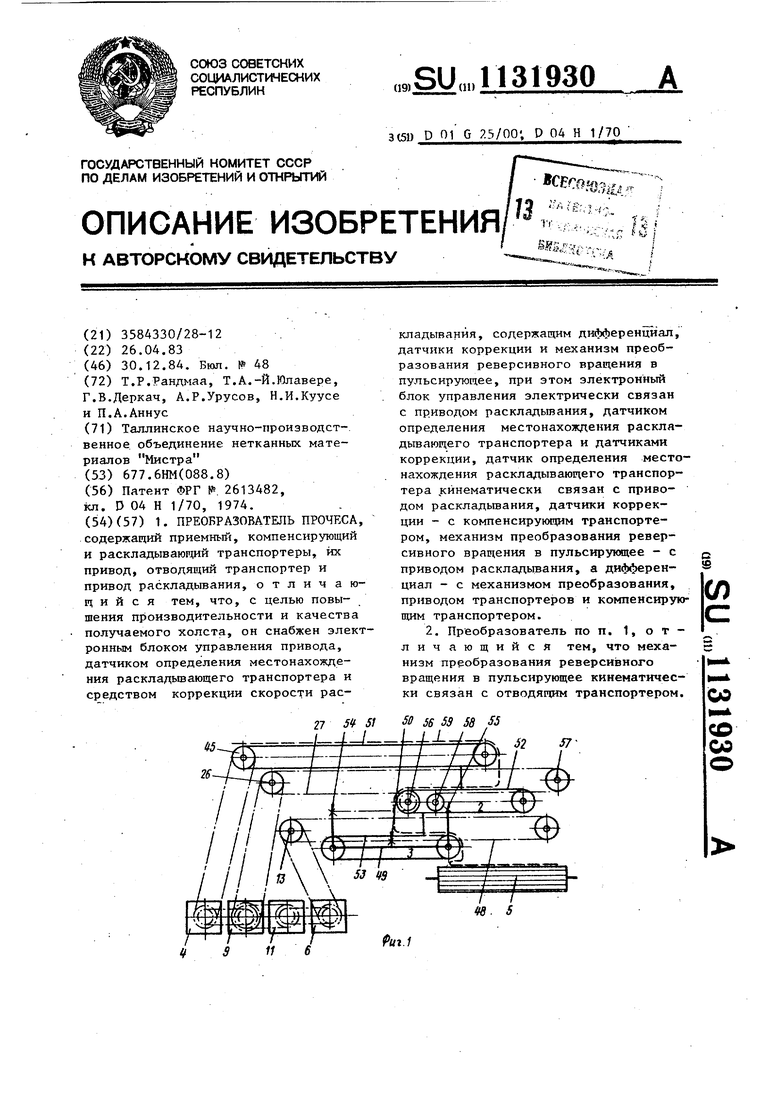
| Полупроводниковый датчик аммиака | 2015 |
|
RU2613482C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
