Изобретение относится к прокат- ному производству и предназначено для использования при прокатке клиновидных профилей (заготовок ножей наборного режущего инструмента, заг товок турбинных и компрессионных лопаток, а также кольцевых заготово например дисков бортовых фрикционов трактора Т-130), и может быть испол зовано в прокатных цехах черной и цветной металлургии и в заготовител ных цехах машиностроительных заводов, . Теоретически и экспериментально установлено, что на угол клиновидно ти и на радиус ребрового изгиба существенное влияние оказывают угол конусности валков, величина обжатия полосы, формы и размеры исходной заготовки, а также угол подачи (. угол между плоскостью расположения осей валков и осью прокатки в горизонтальной плоскости). Так, например, изменение угла подачи от -k до +8 при прокатке прямоугольных заготовок в конических валках с углом конусности (f в клиновидные и дуговые изделия при одном и том же обжатии позволяет изменять радиус ребрового изгиба от 1200 до 500 мм, а угол кпиновидности от 3 до 8 . Таким образом, изменение угла подачи полосы, которое осуществляется с помощью вводной арматуры, является важным приемом регулирования процессоё прокатки клиновидных профилей и кольцевых изделий. Однако изменение угла подачи с помощью известной валковой арматуры невозможно, так как эта арматура не содержит устройств для поворота корпуса проводки в горизонтальной плоскости. Наиболее близкой по технической сущности к предлагаемой является вводная арматура прокатной клети
с конимескими валками, содержащая проводковый брус, установленный
на станине клети и несущий корпус арматуры с размещенными внутри него пропусками l.
Известная проводка не позволяет изменять угол подачи заготовки.
Цель изобретения - обеспечение регулирования угла клиновидности прокатываемой полосы и радиуса ее ребрового изгиба за счет изменения угла подачи полосы.
Указанная цель достигается тем, что в вводной арматуре прокатной клети с коническими валками, содержащей проводковый брус, установленг ный на станине клети и несущийкор-. пус арматуры с размещенными внутри него пропусками, последний установлен с возможностью поворота относительно проводкового бруса в горизонтальной плоскости вокруг вертикальной оси, проходящей через очаг деформации прокатных валков, и снабжен дугообразным выступом, взаимодействующим с дугообразным пазом, выполненным на проводковом брусе, причем центры кривизны паза и выступа располо)хены на указанной вертикальной оси.
Проводковый брус установлен с возможностью перемещения относительно станины в вертикальной плоскости.
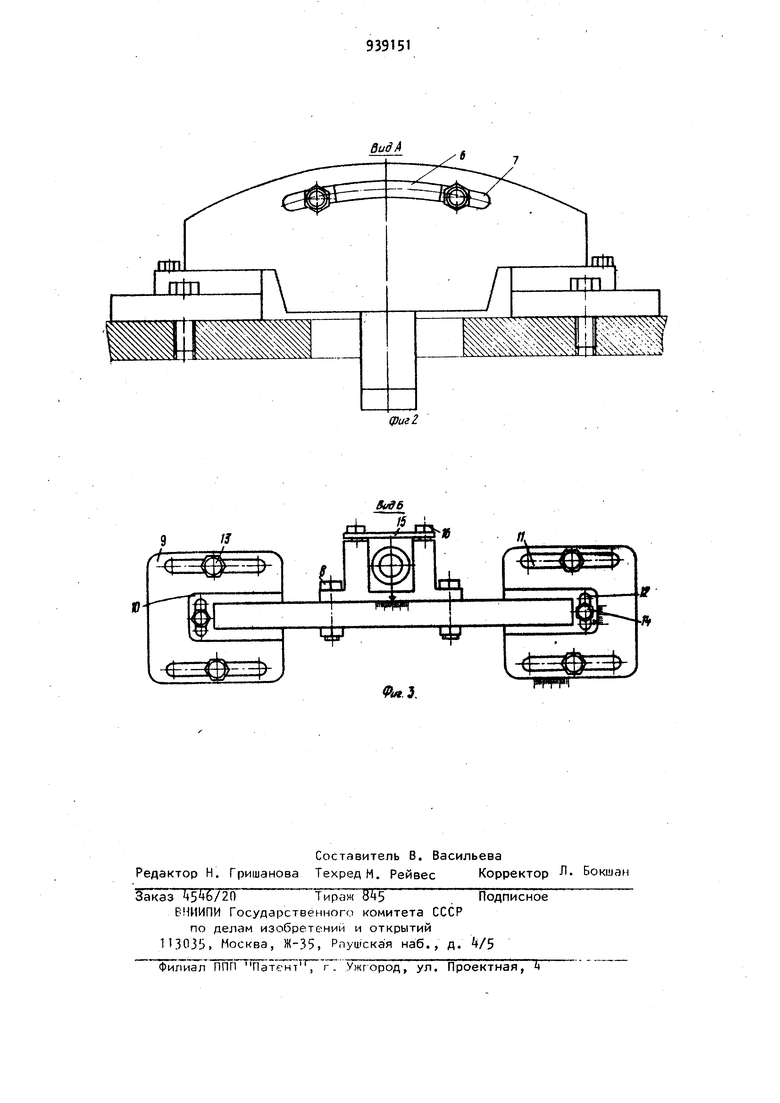
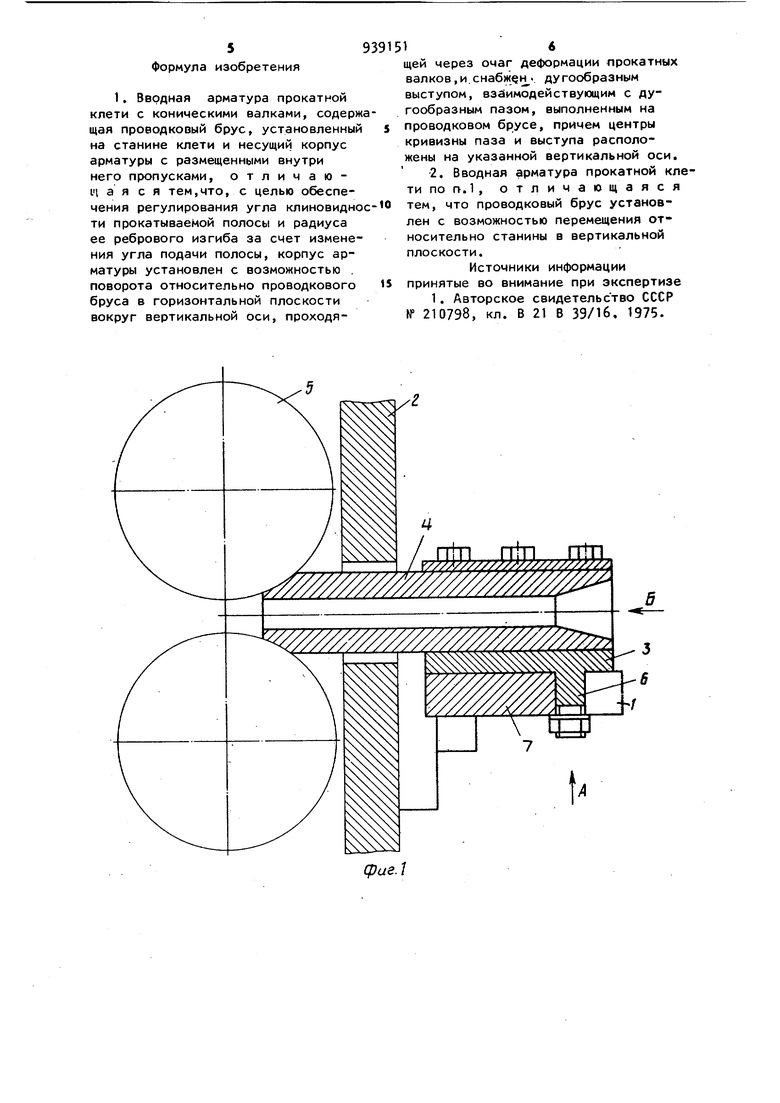
На фиг.1 изображена вводная арматра, общий вид; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - вид по стрелке Б на фиг.1.
Арматура содержит проводковый брус 1, крепящийся к станине прокатной клети 2. В корпус 3 проводки устанавливается пропуск k, подводящий заготовку в зону очага деформации между коническими валками 5. Корпус 3 проводки имеет дугообразный выступ 6, который вставляется в направляющий паз 7 проводкового бруса 1, привальная поверхность паза выполнена цилиндрической, вертикальная ось которого перпендикулярна оси прокатки и находится в плоскости осей конических валков. После устаноки необходимого угла подачи заготовки корпус 3 закрепляют на проводковом брусе 1 с помощью болтов 8. Опорные плиты 9 и 10 проводкового бруса имеют пазы 11 и 12, позволяющие перемещать проводку в вертикаль:НОЙ плоскости при смбщении центра
014ага деформаций в плоскости осей конических валков 5.
Проводниковый брус крепится ,к станине клети болтами 13 и l, а пропуск крепится в корпусе пластиной 15 и болтами 16.
Сборка вводной арматуры производится следующим способом. Проводковый брус 1, имеющий опорные плиты 9 и 10 с пазами 11 и 12, с помощью болтов 13 и 14 крепится к станине клети 2. Корпус 3 арматуры устанавливается дугообразным выступом в направляющий дугообразный паз .проводкового бруса и крепится на нем с помощью болтов 8. Пропуск t устанавливается в корпус арматуры и закрепляется с помощью пластины 15 и болтов 16 от возможного перемещения вдоль оси прокатки.
При регулировке ось пропуска k совмещается с расчетным центром очага деформации за счет пазов 11 и 12 в опорных плитах проводкового бруса с помощью шкалы делений, нанесенной на опорных плитах и станине клети. По шкале, нанесенной на проводковом брусе вдоль дугообразного паза, устанавливается необходимый угол подачи полосы, при этом ось пропуска всегда будет проходить через расчетный центр очага деформации, так как корпус поворачивается .вокруг вертикальной оси, находящейся в плоскости конических валков.
После регулировки вводной арматур все болтовые соединения закрепляются Прокатываемую полосу подают через пропуск арматуры в очаг деформации под нужным углом.
Предлагаемый вариант конструктивного исполнения вводной проводки позволяет изменять в необходимых пределах угол подачи заготовки в зону очага деформации, что дает возможность регулировать процесс прокатки и получать заданные размер угла клиновидности профиля и радиус ребрового изгиба проката, а также уменьшить пары сменных конических валков, уменьшить трудоемкость обслживания клетей и частоту перевалок при изменении сортамента прокатываемых профилей.
Использование предлагаемого изобтения позволяет экономить около 3000 т металла в год на одном стане Формула изобретения 1. Вводная арматура прокатной клети с коническими валками, содер щая проводковый брус, установленный на станине клети и несущий корпус арматуры с размещенными внутри него пропусками, отличаюIl а я с я тем,что, с целью обеспечения регулирования угла клиновидно ти прокатываемой полосы и радиуса ее ребрового изгиба за счет измене ния угла подачи полосы, корпус арматуры установлен с возможностью . поворота относительно проводкового бруса в горизонтальной плоскости вокруг вертикальной оси, проходя16щей через очаг деформации прокатных валков,и,. дугообразным выступом, взаимодействующим с дугообразным пазом, выполненным на проводковом брусе, причем центры кривизны паза и выступа расположены на указанной вертикальной оси. 2. Вводная арматура прокатной клети по п. 1, отличающаяся тем, что проводковый брус установлен с возможностью перемещения относительно станины в вертикальной плоскости. Источники информации принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 210798, кл. В 21 В 39/16, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678777A2 |
| Валковая арматура горизонтальной прокатной клети | 1989 |
|
SU1715462A1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |